
Объекты регулирования и их свойства — раздел Философия, Автоматизация химических производств Обоснованный Выбор И Расчет Регулятора В Первую Очередь Определяется Достовер…
Обоснованный выбор и расчет регулятора в первую очередь определяется достоверностью математической модели объекта регулирования (ОР) (машина, аппарат, технологический процесс), к которому подключается автоматический регулятор, обеспечивающий поддержание или изменения по заданным условиям какого-либо параметра объекта.
Технологический процесс, как правило, характеризуется несколькими регулируемыми величинами. Например, в тепловом объекте регулирования выходными величинами (наряду с температурой) могут быть уровень, давление, химический состав среды и другие. Таким образом, промышленные установки представляют собой сложные объекты с несколькими регулируемыми величинами. Однако такие объекты можно расчленить (декомпозировать) на ряд простых объектов, характеризуемых одной регулируемой величиной. В простейшем виде объект регулирования можно представить в виде некоторого объема или емкости, в которые непрерывно поступают и из которого одновременно отбираются вещество или энергия.
Установившийся режим
Объекты регулирования характеризуются следующими свойствами: самовыравниванием, емкостью и запаздыванием.
Самовыравнивание
коэффициентом самовыравнивания
Емкостью объекта называется свойство объекта регулирования накапливать энергию или вещество. Объекты бывают одноемкостные и многоемкостные. Одноемкостные объекты характеризуются одной постоянной времени.
Запаздывание
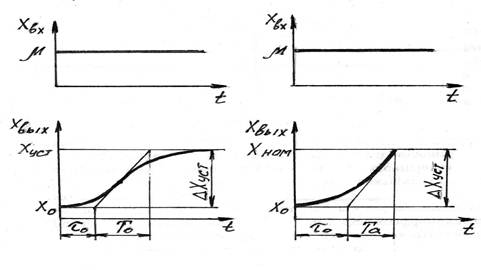
Переходное (емкостное) запаздывание обусловлено передачей воздействия через распределенные емкости многоемкостного объекта и определяется отрезком на оси времени, отсекаемым касательной, проведенной к наиболее крутой части кривой разгона (рис.3.4.).
а) б)
Рис.3.4. Типовые характеристики разгона объектов:
- а) – объект с самовыравниванием; б) – объект без самовыравнивания.
Транспортное (чистое) запаздывание характеризуется временем передачи воздействия от момента нанесения его до места его реализации (вход в объект).
Например, при передаче вещества по транспортеру или трубопроводу это есть время, в течении которого отсутствует отклонение регулируемой величины после нанесения воздействия на транспортер или трубопровод.
Δx, Δy, Δμ
x вых
Основными параметрами объектов являются следующие:
Для объектов с самовыравниванием
1. Коэффициент передачи объекта
| К0 = | Хуст – Х0 | , (3.2) |
| μ |
определяемый в единицах изменения выходной величины на единицу перемещения регулирующего органа.
Т 0
3. Время запаздывания τ 0 в секундах, которое определяется отрезком оси абсцисс от начала приложения входного воздействия до точки пересечения вертикали, опущенной из точки пересечения касательной с начальным значением выходной величины
Передаточная функция (см. определение 3.8.2.) такого объекта будет иметь вид
W0 (p) = [ K0 / (T0 ∙ p + 1)] ∙ e — τ 0 ∙ p . (3.3)
Для объекта без самовыравнивания:
Т а
2. Скорость разгона
ε 0 = [ ( XНОМ – Х 0 ) / Та ] / μ , (3.4)
определяется в единицах изменения выходной величины в секунду на единицу перемещения регулирующего органа. Этот параметр можно рассматривать как коэффициент передачи объекта без самовыравнивания, представляющий отношение скорости изменения выходной величины к величине входного воздействия.
3. Время запаздывания τ 0 в секундах, которое определяется отрезком на оси абсцисс от начала приложения входного воздействия до точки пересечения вертикали, опущенной из точки пересечения касательной с начальным значением выходной величины на ось абсцисс.
Передаточная функция такого объекта имеет вид
W 0 (p) =
При обработке характеристик разгона касательная к кривой разгона проводится для объектов с самовыравниванием в точке перегиба кривой, характеризуемой наибольшей скоростью изменения выходной величины (см. рис. 3.4,а).
Для объектов без самовыравнивания она соответствует участку установившейся скорости изменения выходной величины (рис. 3.4,б).
Развернуть
Все темы данного раздела:
АВТОМАТИЗАЦИЯ ХИМИЧЕСКИХ ПРОИЗВОДСТВ: Учебное пособие / С.Ф. Абдулин. – Омский государственный технический университет: Омск, изд-во ОмГТУ, 2002. – 150 с. Рас
Замена ручного труда человека в операциях управления на управление с помощью технических средств называется автоматизацией. Технические средства, с помощью которых выполняютс
Базовой основой современных АСУТП являются системы автоматического контроля (САК), позволяющие быстро получить достоверную измерительную информацию о режимных параметрах технологических процессов,
Качество ИП характеризуется рядом показателей, важнейшими из которых являются: погрешность, чувствительность, цена деления шкалы, предел измерения и динамическая погрешность. Погрешность х
один из наиболее широко применяемых принципов преобразования физических величин основан на изменении сопротивления чувствительных элементов, которые могут быть реализованы в виде потенциометров, те
эти датчики имеют разнообразные области применения, однако наибольшее распространение они получили для измерения малых перемещений и физических величин, легко преобразуемых в перемещение, например
Электромагнитные датчики получили широкое применение в различных областях науки и техники благодаря достаточно высокой точности, широким функциональным возможностям, надежности, особенн
2.3.1.Измерение температуры Температура – один из распространенных параметров, который приходится контролировать в различных средах: газовой, паровой, жидкостной и твердой. В совр
К ним относится жидкостные стеклянные, биметаллические и дилатометрические термометры. Жидкостные стеклянные термометры применяются для измерения температуры жидких и газообразных с
Термометры сопротивления основаны на зависимости сопротивления проводников (металлов) и полупроводников от температуры R =f(t).
При этом сопротивление металлических термометров (медн
Основаны на термоэлектрическом эффекте, заключающемся в том, что в замкнутой цепи, состоящей из двух разнородных проводников, возникает электрический ток, если хотя бы два места соединения (спая) п
Цель автоматического регулирования, являющегося частным случаем автоматического управления, состоит в обеспечении заданного алгоритма функционирования – закона изменения некоторого
3.3.1. Классификация линейных регуляторов По функциональному назначению и конструктивномуисполнению регуляторы можно квалифицировать следующим образом: 1.
Усилитель является одним из основных элементов большинства систем автоматического контроля, регулирования и управления, так как мощность, развиваемая чувствительным элементом (датчиком) недостаточн
Исполнительное устройство АСР состоит из двух функциональных блоков: исполнительного механизма (ИМ) и регулирующего органа (РО).
Исполнительный механизм под действием управляющего в
Задачей системы управления приводами является организация пуска и торможения машин и механизмов, переход с одной ступенискоростина другую, реверс и осуществление этих операций в определенной послед
Исследование элементов и автоматических систем регулирования (управления) связано с изучением процессов, в них протекающих. Характер этих процессов описывается с помощью различных з
Вывод дифференциальных уравнений элементов системы – сложная творческая работа, при которой допускаются определенная идеализация процесса, пренебрежение отдельными факторами, рассмотрение частных с
3.10.1. Понятия о дискретных АСР и их классификация В непрерывных системах существуют только непрерывные сигналы, являющиеся непрерывными функциями времени. В дискретных АС
АСУТП – это человеко-машинная система, обеспечивающая эффективное функционирование технологического объекта на основе быстрой и точной информации о состоянии объекта и выработки соответствующих ком
Внедрение микропроцессоров в самые различные устройства автоматики на всех уровнях управления создало насыщение цифровым «интеллектом» большинство устройств, составляющих аппаратурн
5.1.1. Краткие сведения о типовых технологических процессах Несмотря на большое разнообразие химических производств, между ними есть определенное сходство по содержанию в и
5.2.1. Автоматизация управления процессами первичной переработки нефти Обезвоженная и обессоленная нефть (после блока ЭЛОУ) поступает в колонну отбензинивания 1 (рис.5.4), где происходит и
Коксование нефтяных остатков и высококипящих дистиллятов вторичного происхождения используют для получения малозольного электродного кокса, применяемого в алюминиевой промышленности. Одновременно
5.3.1. Автоматизация управления процессом производства олифинов Производство олефинов основано на термическом разложении углеводородного сырья на ряд продуктов и выделении этих продуктов
5.4.1. Автоматизация производства бутадиен-стирольного каучука 5.4.1.1. Технологическая схема производства. Бутадиен-концентрат, стирол-ректификат и ст
5.4.2.1. Технологическая схема производства. Осушенная углеводородная шихта подается на охлаждение в холодильник-испаритель 1, охлаждаемый кипящим пропаном (рис. 5.2