
Исключительное разнообразие штучных изделий из полимерных материалов, широкий комплекс предъявляемых к ним требований (потребительские, эксплуатационные, технологические, экономические, дизайна) диктует необходимость применения и совершенствования разнообразных методов литья под давлением, каждый из которых позволяет наиболее полно решать поставленные задачи.
Пластикация, то есть расплавление полимерного материала под давлением, во многом определяет качество изделия. Различают червячную пластикацию и поршневую. Червячные пластикаторы имеют высокую производительность, обеспечивают отличную гомогенизацию расплава, что особенно важно при использовании дробленки или суперконцентрата, и поэтому имеют наибольшее распространение. Поршневые пластикаторы используются значительно реже, поскольку они не обладают перечисленными выше качествами. Но и они не без достоинств, среди которых: способность обеспечивать высокую скорость инжекции расплава в форму, возможность реализовывать эффект мрамора или, если необходимо, яшмы, пластикацией смеси разных по цвету пластмасс.
Иногда применяют раздельную пластикацию, при которой полимер сначала поступает из бункера в вышеуказанный червячный предпластикатор, приготавливающий расплав, а затем через регулирующий кран расплав направляется в поршневой пластикатор, осуществляющий дозирование и высокоскоростную инжекцию в форму. Заметим, что такое нехитрое изделие как расческа, наиболее эффективно производится на литьевых машинах с раздельной червячно-поршневой пластикацией.
литье давление пластмасса тонкостенная
На этапе пластикации основными технологическими параметрами являются: температура расплава по длине цилиндрической части материального цилиндра, температура сопла, установленного на выходе из материального цилиндра, скорость вращения червяка и величина противодавления при его отходе.
Инжекционный метод
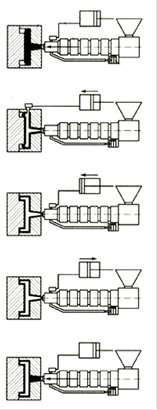
Требуемый объем расплава (доза) накапливается в материальном цилиндре ЛМ и затем под высоким давлением (100-200 МПа) впрыскивается, инжектируется, в форму за короткий, измеряемый секундами, интервал времени. Это наиболее распространенный способ. Он позволяет получать изделия сложной конфигурации, с различной толщиной стенок, как из термопластов, так и из термореактивных пластиков, допускает использование многогнездных форм с различной литниковой системой. Особенность технологии — объем изделий с литниками не превышает паспортного объема впрыска используемой ЛМ.
Литье под регулируемым давлением
... литья под низким давлением являются: автоматизация трудоемкой операции заливки формы; возможность регулирования скорости потока расплава в полости формы изменением давления ... использования. Литье под низким давлением наиболее широко ... расплав, что затрудняет использование способа литья для сплавов с высокой температурой плавления; сложность системы регулирования скорости потока расплава в форме, ...
Инжещионно-прессовый
Метод используется для получения изделий значительных по площади прессования, когда заполнение формы сопровождается существенным падением давления расплава в ее периферийных частях, что вызывает эффект разнопрочности изделия. Сущность технологии состоит в том, что давление на расплав в форме создается не только усилием инжекции, но и за счет прессового механизма узла смыкания. С этой целью применяются литьевые формы, конструкция которых допускает перемещение пуансона и после смыкания формы.
Инжекционно-газовое литье (ИГЛ)
Относится к новым методам переработки термопластов с помощью ЛМ, и поэтому, в частности, его названия еще до конца не определилось. В литературе можно встретить название типа «литье с газом», «литье с подачей сжатого газа», GJD-TEHNJKA, GAS-Jngection Molding и др. Технологически процесс ИГЛ заключается в следующем: расплав полимера инжектируется в форму, заполняя ее на 70-95%. Затем в форму через специальное сопло, или через ниппель в форме подается под давлением газовая смесь, которая «раздувает» расплав, увеличивая тем самым толщину слоя полимера, образовавшегося при его соприкосновении с холодной стенкой формы, и способствуя заполнению конструктивных углублений. После образования изделия газовая смесь удаляется из формы в приемник, пластикатор впрыскивает остаток расплава, «запечатывающий» форму.
Газовая смесь (азот, углекислый газ) может подводиться от компрессора или от баллона, важно чтобы ее давление было около 80 МПа. Ввод газа в форму может быть единичным или многократным, ступенчатым по величине давления.
Технология ИГЛ позволяет экономить до 40% дорогостоящего полимерного материала за счет уменьшения толщины стенки изделия, сократить цикл изготовления на 25-35%, уменьшить вероятность брака за счет исключения таких видов дефектов, как утяжины, коробления, развитый облой. Кроме того, как показывает практика, инжекционно-газовая технология позволяет упростить конструкцию и понизить стоимость формующей оснастки.
Существенная трудность ИГЛ-технологии состоит в необходимости высокоточного управления литьевой машиной, усложняется конструкция сопла, повышаются требования к расчету и качеству изготовления литниковой системы и сопряжений литьевых форм.
Интрузиотый метод

Применяется при червячном способе пластикации для получения толстостенных изделий. Его суть — вращением червяка расплав в режиме экструзии подается в пресс-форму и заполняет ее, после этого червяк останавливается и осевым движением подпитывает форму, компенсируя естественную усадку остывающего расплава. Особенность подобного способа — объем изделия может превышать паспортный объем впрыска ЛМ, но развиваемое в литьевой форме давление невелико, вследствие чего геометрия изделия не должна быть сложной, гнездность формы ограничена, получение тонкостенных изделий затруднено, кроме того, необходимо учитывать термостабильность полимера.
Реферат литье металлов
... 82% изделий из чугуна, до 23% - из стали и 3 - 6% из цветных металлов. Способы изготовления отливок делятся на две группы: литье в обычные песчаные формы; специальные способы литья. В ... образующей при этом разделительную пленку, которая предотвращает прилипание оснастке формовочной смеси и тем самым упрощает последующее отделение оболочки от модели. 3. Нанесение песчано-смоляной смеси ...
Многослойное литье
Относится к специальным видам, иногда называемым соинжекционными. Это название отражает общую особенность этих методов — обязательное участие в процессе двух, а в некоторых случаях и трех инжекционных узлов, в каждом из которых пластицируется полимерный материал с индивидуальными свойствами. Таким образом, появляется возможность получать многоцветные изделия, изделия, состоящие из различных видов пластмасс (поверхность из ПЭВП, а основной объем из вспененного полистирола), использовать вторичное полимерное сырье для внутренних, неответственных частей деталей, производить изделия гибридной конструкции и пр. Многослойное литье осуществляется несколькими способами.
Сэндвич-литье
Заключается в попеременной подаче в литьевую форму полимерных расплавов из двух пластикаторов. Два инжекционных узла присоединяются к соплу, в конструкции которого предусмотрено переключающее устройство. Как правило, это управляемый игольчатый клапан (ИК).
Клапан попеременно или одновременно соединяет с литьевой системой формы пластикационные узлы. Материал из первого узла под высоким давлением и с высокой скоростью инжектируется в форму, образуя наружное покрытие изделия. Затем внутренний объем изделия заполняется материалом из второго узла, после чего в работу повторно включается первый узел, добавляющий остатки расплава в форму и «запечатывающий» изделие.
Соинжекщюнное литье
Требует применения сопла специальной конструкции, называемого также разделительной головкой. Эта технология позволяет получать изделия с числом слоев больше двух, с полным или частичным разделением цветов.
Литье в многокомпонентные формы (Multi-component injection molding)
Позволяет получать изделия с четким разделением цветов, а также детали гибридной конструкции, в которых из каждого полимерного материала исполнена центральная или периферийная часть. В этом случае инжекционные узлы выполняют традиционные функции, а конструкция детали определяется устройством литьевой формы. Литьевая форма имеет две литниковых системы, постоянно сомкнутые с инжекционными узлами I и II. В пуансоне формы имеются подвижные вставки, перемещаемые пневмоприводами. Вставки оформляют тот или иной конструкционный элемент изделия. Особенность этого метода состоит в том, что работа узлов инжекции происходит изолировано друг от друга. Поэтому если узел II в приведенном примере работает в режиме инжекции, то узел I может действовать в интрузионном режиме, благодаря чему объем части изделия, формуемой из полимера I, может иметь весьма значительный размер.
Ротационное литье (не путать с ротационными ЛМ)
Является разновидностью описанного выше способа, поскольку позволяет решать те же задачи, однако требует использования съемной вставки. После оформления центральной части изделия (узел I) вставка извлекается, а в образовавшийся объем инжектируется расплав из узла II. В цикл производства изделия ротационным литьем введена дополнительная операция размыкания формы и удаления (установки) вставки, что не способствует высокой производительности метода.
Сведения, содержащиеся в этом разделе, не включают рекомендации по пуску и наладке процесса, требований к условиям эксплуатации ЛМ и литьевых форм, правил неукоснительного соблюдения параметров метода, назначенных компетентным специалистом, обладающим инженерным уровнем знаний. Таким образом, предлагаемые рекомендации действуют для установившегося режима работы оборудования и оснастки.
ПЭНП перерабатывается легко, при охлаждении способен к кристаллизации с изменением твердости, чувствителен к равномерности распределения температуры в форме. Место входа охлаждающей воды в форму следует располагать рядом с литниковыми каналами, а ее отвода — как можно дальше. Заполнение формы быстрое, в связи с чем необходима ее эффективная вентиляция.
ПЭВП — по сравнению с предыдущим полимером имеет большую степень кристалличности и менее текуч в расплаве, но позволяет получать изделия с меньшей толщиной стенки при более высокой жесткости.
ПП — кристалличность до 60%, температура переработки для некоторых марок до 2800 С, инжекционное давление до 140 МПа. Вязкость расплава в большей степени зависит от скорости сдвига, чем от температуры. С повышением давления ПТР растет, охлаждается в форме быстро. Процесс ведут при высоких температурах цилиндра и низком давлении литья.
ПС — легкотекуч в расплаве, позволяет получать тонкостенные жесткие изделия, чувствителен к перегреву.
УПС отличается от ПС несколько меньшей текучестью и большей усадкой.
АБС-пластик относится к конструктивным маркам, имеет большую вязкость в расплаве, труднее перерабатывается в тонкостенные изделия.
ПММА имеет невысокую термостабильность, чувствителен к перегреву, требует подсушки и тщательного контроля температуры. При впрыске расплава в холодную форму возможно образование пузырей; переходы в форме должны быть плавными, а их число минимальным.
ПВХ перерабатывается без особых затруднений, но весьма чувствителен к соблюдению температурного режима и особенно перегреву. Вязкотекучее состояние нестабильно, может сопровождаться автокаталитической деструкцией с изменением цвета от слоновой кости до темно-вишневого. Длительность пластикации должна быть минимальной.
ПА — кристаллические, гигроскопичные термопласты с высокой текучестью расплава. При расплавлении объем возрастает до 15%. Термостабильность невысокая, поэтому длительность пластикации ограничена. При нагреве в расплаве образуются пузырьки. Требует обязательной тщательной сушки. Желателен предварительный прогрев. Давление литья до 100 МПа. При литье наполненных ПА возможна ориентация частиц измельченного волокна. Желателен отжиг изделий.
ПК — относятся к теплостойким полимерам, характерна высокая вязкость расплава, термически стабилен. Вязкость в основном зависит от температуры. Температура формы до 100°С. Гигроскопичен, требует длительной сушки и предварительного подогрева, в том числе и в бункере ЛМ.
ПЭТФ, ПБТФ и ПОМ относятся к полимерам с повышенной термостойкостью. Требуют тщательной сушки до содержания влаги менее 0,01%. Термостабильны. Вязкость расплавов средняя и низкая с увеличением температуры снижается. Тонкостенность изделий нередко достигается последующим раздувом (ПЭТ-бутылки)
Основные виды брака при литье под давлением следующие:
1. Недолив выражается в неполном оформлении изделия. Основной его причиной является недостаток материала, поступающего в литьевую форму (из-за низкой температуры формы или расплава и, следовательно, пониженной текучести расплава, а также по причине засорения литникового и разводящих каналов).
2. Перелив вызывает образование грата в месте смыкания формы. Он возникает при неправильной работе дозирующего устройства, перегреве расплава и литьевой формы, недостаточном усилии смыкания формы.
3. Стыковые швы — видна кривая линия спая отдельных потоков, механическая прочность резко снижена в месте спая. Основными причинами образования стыковых швов являются: сниженная температура расплава или формы, неудачная конструкция формы, приводящая к охлаждению отдельных потоков расплава до момента их слияния (вследствие чего не происходит полного сваривания), а также недостаточное удельное давление расплава.
4. Вздутия на поверхности и пузыри (пустоты) в массе изделия наблюдаются при повышенном содержании летучих, которые вспучивают мягкую поверхностную пленку при перегреве расплава, сопровождающимся частичной деструкцией и значительным газовыделением. Поверхность вздутия образуется также при недостаточном охлаждении изделия.
5. Усадочные раковины — значительные углубления на поверхности изделий — возникают вследствие повышенной усадки при перегреве массы и недостаточном поступлении расплава (снижено удельное давление расплава или мало сечение впускных каналов).
Иногда поверхностные раковины появляются при неравномерном распределении температуры в форме и при дефектах в ее вентиляции.
6. Коробление готовых изделий возникает из-за значительных напряжений внутри изделия, обусловленных большой разностью температур в отдельных частях формы, а также при недостаточной выдержке изделия в литьевой форме, отчего оно извлекается недостаточно жестким.
7. Трещины образуются вследствие значительных остаточных напряжений в изделии, а также при его прилипании к стенкам формы.
8. Риски, царапины, сколы на поверхности изделий возникают при неисправном состоянии оформляющей поверхности формы и неаккуратном обращении с готовыми изделиями.
9. «Мороз» — узоры, напоминающие зимнюю разрисовку оконных стекол. Основная причина их появления — попадание влаги в форму при недостаточной сушке гранулята и дефектов в вентиляции формы.
10. Расслоение наступает при повышенном содержании влаги в литьевом материале и при наличии отвердевших литников, не совмещающихся с основным материалом. Если отслоение выражено в виде очень мелких блесток, его называют серебристостью.
11. Разнотонность — неодинаковая поверхностная окраска изделия — объясняется недостаточно одинаковым окрашиванием или разложением красителя из-за его термической нестойкости или перегрева расплава.
12. Размерный брак — отклонение от номинальных размеров, превышающее установленный допуск; наблюдается при чрезмерной усадке или неудачной конструкции литьевой формы.
Таким образом, основными мерами предупреждения брака являются: исправное состояние оборудования, соблюдение технологического режима и стандартность сырья. Перечень возможных дефектов литьевых изделий и способы их устранений дополняют сведения, приведенные в таблице 1.
Таблица 1.
| Дефект | Причина дефекта | Способ устранения |
| Полосы и продолговатые пузыри на поверхности изделия | Влажность материала | Подсушка сырья |
| Матовые пятна на поверхности изделия | Перегрев расплава | Понижение температуры расплава; полирование литниковых каналов |
| Темные полосы на поверхности изделия | Местный перегрев материала; наличие мертвых зон в цилиндре и сопле | Понижение температуры расплава; ликвидация мертвых зон |
| Пустоты изделия | Сильный нагрев (в результате сжатия) воздуха, попавшего в форму | Улучшение условий выхода воздуха из полости формы; уменьшение скорости впрыска и снижение температуры материала |
| Местный пережог детали | Сильный разогрев попавшего в форму воздуха, сжатие его и, как следствие, пережог материала | То же |
| Темные разводы и воздушные пузыри | Своевременно не удален попавший в цилиндр воздух | Повышение давления пластикации |
| Загрязнение изделия | Попадание в материал посторонних частиц или наличие задиров на поверхности цилиндра, поршня или червяка | Контроль за чистотой материала, попадающего в бункер; проверка поверхностей, соприкасающийся с материалом |
| Пленка или пятна на поверхности изделия | Соприкосновение расплава с материалом, чрезмерная смазка формы | Проверка чистоты инжекционного цилиндра; очистка формы, уменьшение смазки |
| Волнистая поверхность удаленной от литника части изделия | Охлаждение расплава в процессе течения | Повышение температуры материала и скорости впрыска |
| Линии на поверхности деталей | Нарушение течения материала, неравномерное заполнение формы | Проверка режима заполнения формы; при необходимости — изменение размеров литников и их расположение |
| Пузыри в виде белых включений | Высокая температура цилиндра и низкое давление литья, недостаточное время выдержки материала в форме под давлением | Снижение температуры цилиндра, повышение давление литья и времени выдержки под давлением, увеличение размеров литников или литниковых каналов для снижения потерь давления |
| Швы и складки около литника | Излишне быстрое охлаждение расплава на участке вблизи литника | Повышение температуры формы вокруг литника, увеличение размеров литниковых каналов |
| Сварные швы | Чрезмерное охлаждение расплава при заполнении формы | Повышение температуры формы и материала, скорости впрыска давления литья, изменение расположение литника (для изменения направления течения расплава) |
| Отслаивания наружного слоя детали | Включение посторонних материалов. Избыточное значение разности температур расплава и формы | Очистка цилиндра и сопла от посторонних материалов |
| Грат на изделии | Недостаточное усилие запирание формы, нарушение параллельности соприкасающихся поверхностей форм | Увеличение усилия запирания формы или снижение скорости впрыска и давления формования; проверка правильности затяжки колонн при образования грата с одной стороны изделия; уменьшение загружаемой порции материала; проверка параллельности соприкасающихся поверхностей формы; уменьшение вторичного давления формования |
| Затруднение при съеме изделий, деформация изделий при съеме | Неправильный режим литья, неправильная конструкция формы | Уменьшение давления литья, увеличение конусности стенок формования или сердечников, полирование поверхностей формы, обеспечение воздушных зазоров, сталкивание изделий воздухом (воизбежании образования вакуума) |
Литье при низком давлении (Low-Pressure Injection Molding) — это один из вариантов оптимизации традиционной технологии литья под давлением. Она включает в себя целую серию усовершенствований, которые позволяют поддерживать давление впрыска (а следовательно, усилие смыкания формы) на предельно низких значениях. К основным преимуществам литья низкого давления следует отнести снижение требований к величине усилия смыкания формы, более дешевые литьевые формы и снижение усилия при литьевом прессовании. Оно также способствует уменьшению себестоимости изделий, если используется литье с декорированием в форме.
Положительный результат в процессе литья при низком давлении достигается за счет правильного управления частотой вращения шнека и противодавлением пластикации для управления температурным профилем расплава в дозе впрыска, а также за счет точной регулировки скорости впрыска и давления. Это позволяет поддерживать их на достаточно низком уровне и управлять скоростью перемещения фронта расплава при заполнении. При этом используются впускные литники обычного размера, а также пленочные литники и/или запирающиеся сопла ГКС, которые открываются последовательно, в зависимости от объема дозы впрыска, за счет этого уменьшается длина пути течения расплава, а это, в свою очередь, устраняет опасность возникновения линий спая. Стадия подпитки становится ненужной при условии впрыска точно рассчитанной дозы расплава без вытекания. С помощью современной электроники и гидравлики, которыми управляет компьютер, технологический процесс может поддерживать плотный постоянный фронт расплава при небольшом давлении.
Почти все тепло, необходимое для заполнения формы, поступает от пластикации, что является следствием небольшой скорости впрыска и нормального размера впускного литника. Это отличается от обычного литья под давлением, в котором существенная доля тепловой энергии генерируется за счет сил вязкого трения. Управление температурным профилем дозы впрыска
осуществляется за счет изменения частоты вращения шнека и противодавления на конце шнека во время стадии пластикации. Следует заметить, что эффективное соотношение длина/диаметр (L/D) шнека уменьшается (при длине хода от 1 до 5 диаметров), когда шнек отходит назад для подготовки дозы впрыска. Для того чтобы скомпенсировать изменяющуюся длину пластикации шнека, улучшить смешение и увеличить сдвиговые напряжения, используется электрогидравлическое устройство увеличения противодавления на конце шнека. Частота вращения шнека также имеет временной профиль (рис.1).
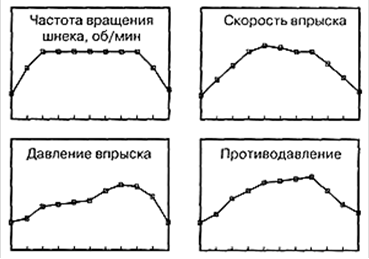
Рис.1 Типичные кривые изменения для частоты вращения шнека (об/мин), обратного давления, скорости впрыска и давления впрыска в процессе литья при низком давлении
Профиль изменения давления впрыска устанавливается таким образом, чтобы управлять впрыском в процессе заполнения формы. Как показано на рис.1, начальная скорость впрыска невелика, чтобы гарантировать равномерную скорость течения в литьевой форме. После поступления расплава в формующую полость скорость устанавливается таким образом, чтобы фронт расплава перемещался с одинаковой скоростью во время всей стадии впрыска. Профиль изменения давления в общем случае выглядит в виде перевернутой буквы U (рис.2).
Это понижает быстрый рост давления, который обычно наблюдается в традиционном литье под давлением.

Рис.2 Передняя часть бампера, изготовленная методом управления многоточечным объемным впрыском
Материал затвердевает практически мгновенно, как только соприкасается с холодной стенкой литьевой формы. Скорость фронта расплава определяет усилие, которое создается потоком, а также степень ориентации молекул и волокон в зонах вблизи поверхности изделия. Изменение ориентации внутри изделия из-за изменения скорости фронта расплава в процессе заполнения формы приводит к различной усадке и деформации изделия. Поэтому желательно поддерживать скорость перемещения фронта расплава постоянной, чтобы создавать одинаковую ориентацию молекул и волокон во всем изделии.
Литье при низком давлении не создает высокого давления на стадиях уплотнения и выдержки, как это происходит в традиционном литье под давлением. Поэтому установка точного объема дозы впрыска очень важна. Так как впускной литник не застывает после полного завершения процесса заполнения формующей полости, то возможна некоторая компенсация термической усадки и нет необходимости для уплотнения и выдержки под высоким давлением. Очевидно, что раковины и утяжины будут возникать в зонах наибольшей толщины изделия, на выступах и в других подобных местах, пока не завершена компенсация объемной усадки полимера. Есть данные, что литье при низком давлении в общем случае позволяет использовать расплавленный материал при более низкой температуре. Это обещает относительно одинаковые времена цикла, даже если заполнение полости происходит медленнее.
Многопозиционная литьевая машина Требования к технологическому процессу литья при низком давлении позволяют использовать менее дорогое оборудование с меньшим усилием смыкания. Поскольку величина усилия смыкания здесь для литья большинства изделий в 3-4 раза меньше, чем в традиционной технологии, то вместо стальных форм можно использовать алюминиевые. Кроме того, устройства и программные средства управления дают возможность с помощью одного узла впрыска обслуживать несколько позиций с литьевыми формами, которые предназначаются для выпуска разных по размеру, форме, весу и конфигурации изделий.
Управление многоточечным объемным впрыском (Multi-Point Volumetric Injection Control™) оптимизирует заполнение литьевых форм в выбранных критических точках для литья крупногабаритных изделий и при использовании материалов с высокой вязкостью за счет последовательного открывания и закрывания запирающихся сопел ГКС. Время открывания и закрывания определяется по измерению объема впрыска вместо стандартной схемы переключения по времени в других каскадных впрысках (или последовательному управлению соплами ГКС).
Преимуществом определения времени переключения по объему впрыска заключается в том, что процесс переключения горячих каналов всегда связан с текущей стадией заполнения вне зависимости от изменений скорости, необходимой для данного технологического процесса. В качестве примера на рис.2 показано заполнение литьевой формы при изготовлении передней части бампера.
Сначала полимер впрыскивается через центральный впускной литник (коллектор ГКС).
После того как поток полимера доходит до двух следующих впускных литников (сопел), происходит их открывание, центральный впускной литник на короткое время закрывается. Этот процесс продолжается до тех пор, пока формующая полость не будет заполнена полностью. Очевидно, что использование многовпусковой литниковой системы будет уменьшать длину пути течения расплава, таким образом снижая требования к давлению впрыска. Кроме того, последовательное открывание и закрывание впускных литников устраняет опасность возникновения линий спая. Если необходимо, то скорость впрыска расплава может быть отрегулирована последовательно для каждого из мест впуска. В тех случаях, когда необходимо давление уплотнения, все впускные литники могут быть открыты вновь в конце стадии впрыска.
Этот процесс включает в себя предварительную установку слоев ткани, пленки или других материалов внутрь формы перед литьем для формирования слоистой структуры. Включение ткани или пленки создает дополнительный изолирующий слой; это вынуждает впрыскивать расплав при меньшей скорости, чтобы избежать повреждения или смещения подложки.
Литье на подложку считается одним из наиболее удачных вариантов литья при низком давлении, поскольку оно исключает необходимость использования многослойных тканей и специального клея. Исследование показало, что процесс литья на подложку, который состоит из одного цикла, приводит к уменьшению веса изделия (до 12%) и к экономии по себестоимости (64%) по сравнению с обычным методом приклеивания ткани.
Технология литья при низком давлении имеет следующие преимущества:
- снижение требований к усилию смыкания литьевой формы, что позволяет использовать более дешевые формы;
- достижение меньших внутренних напряжений в готовом изделии и улучшение его потребительских свойств;
- возможность совмещения с другими литьевыми технологиями (например, с литьем на подложку);
- возможность производства изделий большого размера при экономии сырья от 5 до 8%;
- возможность снижения температуры расплава и сокращения общего времени цикла;
- возможность уменьшения давления во впускных литниках и формующей полости формы;
- возможность сокращения затрат на дополнительную обработку изделий и на весь процесс производства.
Недостатки
Поскольку применение литья при низком давлении в различных технологиях при водит к снижению давления впрыска, то этот процесс не предвещает неблагоприятных эффектов.
Материалы
Для литья при низком давлении успешно используется большая гамма материалов, а именно: термопластичные и термореактивные материалы, сополимеры и смеси материалов с наполнителем, вторичное сырье и даже каучуки. На практике чаще всего используется ПП из-за его низкой стоимости и хороших физических и механических характеристик. Существует большое количество тканей и пленок, которые могут быть использованы в литье с наслоением. Для материалов с волоконными наполнителями обычный размер впускного литника снижает вероятность повреждения волокон.
Типичные варианты применения
Кроме уже упомянутых изделий технология литья при низком давлении используется для изготовления разнообразных автомобильных компонентов — от приборных досок, консолей, панелей интерьера, накладок порогов дверей и козырьков до колпаков фар, обшивки потолка салона, бамперов и драпировки. К другим областям применения относятся контейнеры для перевозки строительных материалов, грузовые поддоны, корпуса бытовой техники, оборудование для ванных комнат и строительные панели. К крупным изделиям относятся кабины грузовых автомобилей и корпуса лодок.
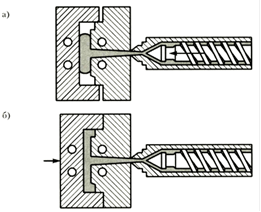
Тонкостенное литье под давлением (Thin-Wall Injection Molding) характеризуется кокой скоростью впрыска и высоким давлением. Ее используют в получении изделий с номинальной толщиной менее 1,2 мм или изделий, у которых отношение толщины стенок к длине составляет от 100: 1 до 150: 1 или более. Данные ограничения на толщину стенок и экстремальные условия переработки сужают рамки параметров технологического процесса.
Тем не менее, концепция тонкостенного литья получила большие распространение и популярность, из-за снижения толщины стенок, которое приводит к уменьшению веса, экономии сырья и значительному сокращению времени охлаждения в таких областях применения, как корпуса компьютерных мониторов, приборные и другие панели автомобилей, телекоммуникации, карманные компьютеры и ноутбуки, мобильные телефоны. Эти портативные устройства требуют пластмассовых корпусов, которые должны быть как можно более легкими и тонкими (менее 1,2 мм), а также обеспечивать ту же самую прочность, что и обычные изделия. Другим революционным приложением для тонкостенного литья является производство изделий с микроструктурой поверхности для медицинской, оптической и электронной промышленности.
Термин «тонкостенное литье» не совсем отражает суть процесса. Обычные пластмассовые изделия имеют толщину от 2 до 4 мм. Тонкостенной конструкция считается, если толщина стенок составляет менее 1,2 мм. Другое определение тонкостенного литья основано на соотношении длины течения полимера к толщине стенок изделия. Типичные соотношения для тонкостенных отливок лежат в диапазоне от 100: 1 до 150: 1 или более. Вне зависимости от определений тонкостенные изделия получаются при более ограниченном распространении потока по сравнению с традиционными отливками (рис.1 a).
В результате они быстро затвердевают в процессе литья. Чтобы преодолеть эти трудности, изготовители полимерных изделий часто пытаются повысить температуру расплава на 38-65 0С выше рекомендуемого диапазона в литературе Plastics Engineering, Fassett (1995).
Другим методом преодоления преждевременного затвердевания является впрыскивание материала со скоростью на порядок больше, чем в традиционной технологии (от 500 до 1400 мм/с).
Для достижения большой скорости впрыска и нужного уплотнения требуется очень высокое давление впрыска (от 2400 до 3000 бар).
Данные ограничения на толщину и экстремальные условия переработки сужают область варьирования параметров процесса (рис.1 б).
Применение холодноканальной литниковой системы при тонкостенном литье неэффективно из-за большого времени охлаждения литников и значительных потерь давления расплава в литниковой системе. По этой причине для литья тонкостенных изделий используют горячеканальные литниковые системы, или, реже, — для термически стабильных материалов — системы с незастывающими литниками, которые имеют меньшую стоимость, но при этом и менее надежны в работе.
Время заполнения литьевой формы при тонкостенном литье составляет от 0,1 до 0,5 с (в традиционном литье около 2 с).
В таблице 2 сравниваются некоторые параметры тонкостенного литься с литьем под давлением. Поскольку в тонкостенном литье требуется меньший объем впрыска, то машины с цилиндром стандартного размера будут иметь слишком большую емкость. Это приводит к тому, что возникает необходимость изготовления специальных цилиндров, позволяющих избежать повышенного времени пребывания расплава в цилиндре и избыточных температур расплава, а следовательно, термической деструкции. Из-за высоких скорости расплава и скорости сдвига в тонкостенном литье ориентация молекул происходит легче. Чтобы свести к минимуму анизотропную усадку в тонкостенных изделиях, очень важно осуществлять уплотнение изделия в нужный момент, когда внутренний объем изделия находится в расплавленном состоянии. Впускные литники большого сечения (по сравнению с толщиной стенок изделия) необходимы, чтобы обеспечить достаточный поток материала во время уплотнения. Кроме того, места впуска должны быть расположены таким образом, чтобы поток направлялся от участков большей толщины к участкам меньшей толщины.

В тонкостенном литье крайне важна конструкция системы выталкивания. Во-первых, тонкостенные изделия более подвержены остаточной деформации во время извлечения. Во-вторых, чтобы увеличить жесткость изделий, в их конструкции предусматривают упрочняющие ребра, которые требуют большего усилия выталкивания и усложненной конструкции системы выталкивания. В-третьих, изделие имеет тенденцию прилипать к стенкам литьевой формы из-за высокой скорости впрыска и высокого давления уплотнения.
Наконец, если не продумана конструкция толкателей, изделия могут деформироваться или даже ломаться в процессе извлечения. Тонкостенные изделия для устройств электронной или телекоммуникационных отраслей промышленности должны иметь одновременно привлекательный внешний вид (плавные линии, нестандартный дизайн) и жесткость. Стратегии получения противоударных корпусов включают в себя использование неармированных пластмассовых корпусов, которые будут демпфировать нагрузку, армированных термопластов, передающих воздействие другим частям изделия, или использование технологии двухкомпонентного литья для того, чтобы нанести защитный слой термопластичного эластомера.
Таблица 2: Сравнение тонкостенного литья с традиционным литьем под давлением
| Ключевой фактор | Обычные отливки | Тонкостенные отливки | Тонкостенные отливки |
| Толщина стенок | 2,0-3,0 мм | 1,0-2,0 мм | менее 1,2 мм |
| Обработка на станках | Стандартная | Высококачественная | Специализированная высококачественная |
| Давления | 620-970 бар | 1100-1380 бар | 1380-2410 бар |
| Гидравлическая система | Стандартная | Стандартная | Аккумуляторы на устройствах впрыска и смыкания, сервоклапан |
| Система управления | Стандартная | Замкнутый контур, управление с помощью компьютера — скорость впрыска, выдержка под давлением, скорость снятия давления, частота вращения шнека, противодавление, все температуры | Компьютер управляет со следующим разрешением: скорость — 1 мм/с; давление — 1 бар; положение — 0,1 мм; время — 0,01 с; частота вращения — 1 об/мин; усилие смыкания — 0,1 т; температура — 1 0С |
| Конструкция шнека | Компрессионное соотношение: от 2,0: 1 до 2,5: 1; L/D: от 20: 1 до 24: 1; глубина нарезки 5/10/5; азотирование не предполагается | Компрессионное соотношение: от 2,0: 1 до 2,5: 1; L/D: от 20: 1 до 24: 1; глубина нарезки 5/10/5; азотирование обычно не используется | Компрессионное соотношение: от 2,0: 1 до 2,5: 1; L/D: от 20: 1 до 24: 1; глубина нарезки 5/10/5; азотирование обычно не используется |
| Время заполнения | более 2 с | 1-2 с | 0,1-1 с |
| Длительность цикла | 40-60 с | 20-40 с | 6-20 с |
| Сушка | Точка росы от — 29 до — 40 0С; подбор бункеров сушки для нужной производительности | Точка росы от — 29 до — 40 0С; подбор бункеров сушки для нужной производительности | Точка росы от — 29 до — 40 0С; подбор бункеров сушки для нужной производительности |
| Оборудование | Стандартное | Улучшенная вентиляция, более тяжелая конструкция, больше толкателей, лучше полировка | Интенсивная вентиляция, очень мощные литьевые формы, фиксаторы в литьевой форме, точная подготовка поверхности, специальная система извлечения изделий, стоимость литьевой формы на 30-40% выше стандартной |
Преимущества
Тонкостенное литье позволяет снижать вес изделия, экономить материал и существенно сокращать время охлаждения отливки. В частности, в процессах традиционного литья под давлением время цикла обычно составляют от 30 до 60 с, а в тонкостенном литье оно сокращается до 6-20 с. Это приводит к значительному снижению производственных затрат.
Недостатки
Тонкостенное литье — более сложный процесс с технической точки зрения, чем традиционное литье под давлением, из-за трудностей в распространении потока, избыточных требований к параметрам процесса переработки. Оно также требует прочного, дорогого оборудования и, возможно, модифицированных или специальных машин для литья, обеспечивающих высокую скорость и высокое давление впрыска. Наконец, высокий уровень скорости сдвига, который является следствием высокой скорости впрыска, вызывает деструкцию расплава, индуцированную сдвиговыми напряжениями, что наблюдалось по уменьшению напряжения разрушения при проведении испытаний на разрыв.
Материалы
Для тонкостенного литья может применяться большинство термопластичных материалов, однако наиболее часто применяются ПК, АБС, смеси ПК/АБС и ПА 6. Возможно, это связано с тем, что при уменьшении толщины стенок возникает необходимость в материалах с лучшими физическими характеристиками, чтобы добиваться определенной прочности изделий.
Тонкостенное литье наиболее популярно в отраслях производства портативных телекоммуникационных устройств и компьютерного оборудования. Причем изделия должны иметь настолько тонкие стенки, насколько это возможно, чтобы сохранить механическую прочность, как у изделий, отлитых по стандартной технологии. К типичным изделиям, полученным тонкостенным литьем, относятся: мобильные телефоны, пейджеры, корпуса ноутбуков, передние панели автомобильных аудиоколонок, микрозажимы для хирургии, электронные разъемы, а также оптические носители информации.
Литье крупногабаритных деталей, содержащих тонкостенные решетки, имеет ряд особенностей, которые необходимо учитывать при проектировании детали и пресс-формы, а также при выборе технологического режима изготовления. Примером таких деталей являются корпуса телевизоров с решеткой динамика. Один из наиболее распространенных дефектов при литье деталей этого типа — недолив на решетке.
Моделирование процесса литья деталей высокой сложности может быть проведено с достаточной точностью методами современного конечноэлементного анализа. В данной работе анализ выполнялся с помощью программного продукта MPI/Flow фирмы Moldflow. Для анализа использовалась упрощенная модель реального корпуса телевизора под кинескоп 20” с толщиной основных стенок 3 — 3.5 мм. Модель содержала тонкостенную решетку динамика в нижней части корпуса, вентиляционную решетку и другие типовые конструктивные элементы. Объем модели составлял 628 см3. В отличие от реальной детали в модель не были включены ребра, бобышки, различные отверстия. Материал детали: ударопрочный полистирол HI 425 TVG фирмы Kumho Chemicals, ПТР = 9.5 г/10 мин (200 оС, 5 кг), температура потери текучести расплава Tno-flow = 136 оС.
Рассматривались различные варианты мест впуска для холодноканальной литниковой системы с туннельными литниками. Выбор мест впуска осуществлялся так, чтобы обеспечивался примерный баланс потоков в отливке. Скорость впрыска оптимизировалась по методике фирмы Moldflow. Анализ выполнялся при скорости впрыска 314 см3/с. Применение более высоких скоростей впрыска для данной детали нежелательно, так как это приводит к высоким скоростям сдвига на впускном литнике, что может вызывать деструкцию материала (предполагалось, что диаметр впускного литника не превышает 2 мм).
Решетка динамика может содержать сотни и даже тысячи отверстий, поэтому пригодная для анализа конечноэлементная модель (сетка) трудна в построении и содержит большое число элементов, что значительно замедляет расчеты. Однако даже самая плотная сетка не дает возможности точно смоделировать течение расплава в подобных конструкциях. Современные программные продукты для анализа течения, базирующиеся на модели Хеле-Шоу, позволяют использовать два типа элементов: треугольные или четырехугольные элементы типа «оболочка» (двумерное течение) и лучевые элементы (одномерное течение).
Течение в треугольных элементах моделируется как неизотермическое течение сжимаемой жидкости в плоской бесконечной щели заданной толщины и не соответствует условиям охлаждения расплава при заполнении решетки, в частности дает существенно заниженные потери давления. Одномерные элементы, обычно используемые для моделирования литниковых каналов, дают лучшее соответствие характеру течения, но могут применяться только в случае простых решеток с прямоугольными отверстиями. Появившиеся в последние годы программные продукты для анализа тетраэдрических сеток (трехмерное течение), базирующиеся на уравнениях Новье-Стокса, практически не применяются для деталей высокой сложности главным образом из-за ограниченной мощности используемых компьютерных систем.
Тем не менее, моделирование течения расплава в решетке произвольной формы может быть выполнено с достаточно высокой точностью при замене фактической толщины стенки решетки эквивалентной толщиной. При таком подходе можно заменить модель решетки сплошной сеткой (без отверстий), толщина которой рассчитывается так, чтобы обеспечивались те же потери давления расплава, что и при заполнении реальной решетки. Эквивалентная толщина (Нэкв) определятся через коэффициент формы (Кф) следующим образом: Нэкв = Нэфф/Кф, где Нэфф =V/Sпроекц, Кф =Sпов/2 Sпроекц, V — объем решетки, Sпроекц — площадь проекции решетки, Sпов — площадь поверхности решетки. Эквивалентная толщина решетки оказывается намного меньше ее фактической толщины. Например, для решетки с фактической толщиной 1.5 мм, имеющей круглые отверстия диаметром 0.5 мм и расстояния между отверстиями 1 мм, эквивалентная толщина равна 0.95 мм. В данной работе использовалась решетка с эквивалентной толщиной 0.9 мм, что соответствует фактической толщине 1.35 мм.
Расчеты показали, что для всех рассмотренных вариантов мест впуска тонкостенная решетка динамика заполняется в последнюю очередь. Это связано с хорошо известным явлением замедленного течения расплава в тонкостенных областях (hesitation effect) при разветвлении литьевого канала на толстый и тонкий. Подобный эффект наблюдается и на других участках корпусных деталей, имеющих малую толщину (ребрах, бобышках и т.д.), но именно на решетке динамика он часто приводит к недоливу. Причиной этого являются: малое значение эквивалентной толщины решетки, большая протяженность тонкостенной области, близость решетки к месту впуска.
Степень проявления эффекта замедленного течения повышается с уменьшением расстояния от решетки динамика до места впуска, уменьшением эквивалентной толщины решетки, снижением текучести расплава, увеличением толщин основных стенок детали после разветвления потока.
Заполняемость детали может быть улучшена при повышении температур расплава и формы. Однако на практике невысокая термостабильность материала и использование литьевых машин с большим объемом впрыска не позволяют применять высокие температуры расплава. Применение высоких температур формы приводит к появлению следов от толкателей в областях с затрудненным отводом тепла: в углах, вблизи высоких ребер, бобышек и т.д. Таким образом, необходимо обеспечить заполняемость изделия при температурах расплава и формы, соответствующих средним значениям диапазона переработки материала.
Расчеты показали, что наилучшие результаты по заполняемости детали получаются при двух местах впуска, максимально удаленных от решетки динамика. Это единственный из рассмотренных вариантов, при котором решетка динамика полностью заполняется при средних температурах расплава (Тр = 230 oC) и формы (Tф = 60 oC).
Для ударопрочного полистирола и других полистирольных пластиков, являющихся аморфными материалами, особенности растекания расплава, такие как направление течения, радиальное растекание и др., не оказывают большого влияния на качество детали. Оказалось, что недолив на решетке связан не с большими потерями давления при заполнении детали, а с быстрым остыванием фронта расплава при течении в тонкостенной области.
Потери давления при заполнении детали составляют 34 МПа, что намного меньше допустимых потерь давления для обычной литьевой машины. Для снижения себестоимости детали толщина основных стенок может быть уменьшена без ухудшения качества отливки.
Большое влияние на заполняемость детали имеют условия переключения на выдержку под давлением. Обычно переключение с режима впрыска (режим управления скоростью впрыска) на выдержку под давлением (режим управления давлением) происходит не позже 98-99% заполнения, оставшаяся часть детали заполняется при убывающей скорости впрыска. Но заполнение основной части решетки динамика происходит после 99% заполнения детали, т.е. при снижении скорости впрыска, что еще больше усугубляет проблему. Для получения качественной отливки необходимо точно подобрать момент переключения на выдержку как можно ближе к окончанию заполнения, задать достаточно высокое давление в начальный момент выдержки под давлением (оно должно быть выше давления в момент окончания впрыска).
Желательно использовать переключение по положению шнека. Такой технологический процесс накладывает особые требования к литьевой машине, пресс-форме и полимеру. Машина должна обеспечивать высокую точность и надежность регулировки, достаточное усилие замыкания. Необходимо предусмотреть хорошую вентиляцию пресс-формы. Важную роль играет также стабильность реологических показателей материала детали.
Микролитье (литье под давлением микроизделий, Micro-Injection molding) дает возможность изготавливать изделия, чьи эксплуатационные размеры, функциональные особенности и требования связаны с размерами порядка нескольких миллиметров или даже микронов. Из-за миниатюрных параметров отливок требуется использование специальных литьевых машин и дополнительного оборудования, чтобы выполнять такие задачи, как регулирование объема дозы, вакуумирование формующей полости, впрыск, извлечение, проверка, разделение, перемещение, ориентация и упаковка готовых изделий. Необходимо применять специальную технологию при работе с оформляющими деталями литьевой формы.
Необходимость производства изделий миниатюрных размеров и выпуска оборудования, которое было бы в состоянии производить их с нужной точностью, возникла в середине 1980-х гг., и с тех пор спрос на такие изделия постоянно растет. Среди множества способов получения микроизделий процессы литья под давлением имеют преимущества из-за уже большой практики их применения, а также высокого уровня автоматизации и короткого времени цикла.
Поскольку нет ясности, каким образом дать определение микролитью, предпримем попытку классификации на основе изделий, получаемых по этой технологии:
- миниатюрные отливки, которые весят несколько миллиграммов и могут иметь размеры в несколько микронов (например, микрошестерни, микрокнопки);
- изделия обычного размера, но имеющие микроструктурные участки или функциональные особенности (например, компакт-диски, оптические линзы с микроструктурой на поверхности и матрицы для изготовления миниатюрных шестеренок для точной механики);
- прецизионные микроизделия, которые могут иметь любые размеры, но допустимые отклонения для них составляют микроны (например, разъемы для оптоволоконной технологии).
Рассматриваемая технология литья требует особого отношения к оборудованию, технологическому процессу, изготовлению литьевых форм и т.д. С помощью современных литьевых машин можно добиваться впечатляющих результатов, но здесь они должны быть адаптированы под соответствие специальным требованиям при литье миниатюрных деталей:
- небольшие узлы пластикации, шнеки диаметром от 12 до 18 мм и укороченной длины с соотношением L/D около 15, чтобы избежать деструкции из-за продолжительного времени задержки;
- прецизионное управление объемом дозы впрыска и желаемой скоростью впрыска;
- многократный контроль процесса, например, переключения от стадии заполнения к стадии уплотнения по положению шнека или давлению в полости (второе предпочтительнее);
- возможность повышения температуры стенок литьевой формы до такого уровня (иногда температура должна быть несколько выше температуры расплава полимера), чтобы избежать преждевременного затвердевания расплава в сверхтонких местах изделия;
- вакуумирование литьевой формы, если толщина стенок изделия становится меньше 5 мкм (порядок сечения вентиляционного канала);
- использование последовательных запирающихся сопел ГКС, чтобы избежать просачивания материала через сопло из-за высокой температуры расплава;
- точное совмещение деталей формы и плавные скорости смыкания и размыкания литьевой формы, чтобы избежать деформации тонких мест изделий;
- применение специальной технологии извлечения литых изделий для проверки и упаковки;
- установка кожухов или размещение оборудования в боксах с обдувом ламинарным воздушным потоком, чтобы избежать загрязнения миниатюрных литых деталей («чистая комната»).
Очевидно, что уменьшение размеров изделия и дозы впрыска делает использование обычных литьевых машин экономически неоправданным для технологии микролитья. В результате было разработано много специализированных машин. Кроме различных особенностей, которые были описаны выше, эти машины иногда комплектуются отдельным поршневым дозирующим компрессором для впрыска и имеют шнек специальной конструкции. Все это дополнительное оборудование предназначено для точного измерения объема дозы и устранения проблем, связанных с деструкцией материала, являющейся следствием наличия зон застоя в шнеках обычной конструкции.
Поскольку размер и вес миниатюрных литых деталей сильно отличаются от таких же характеристик обычных деталей, то следует выполнить несколько определенных операций, чтобы гарантировать правильное извлечение изделия. Например, на литьевую машину может быть установлена система видеонаблюдения, чтобы регистрировать ход процесса. Наряду с этим извлечение изделий может осуществляться с помощью вакуумных присосок, которые позволяют разделять изделия и ориентировать их в пространстве для контроля качества и упаковки. Есть также устройства, использующие электростатический принцип или продувку формы. Для миниатюрных деталей нельзя применять традиционные методы контроля, например, измерение веса (здесь также используется видеосистема).
Поскольку миниатюрные изделия очень часто используются в каких-либо блоках, их специально ориентируют таким образом, чтобы они были готовы для сборки.
В изготовлении литьевых форм для миниатюрных отливок могут быть использованы различные технологии, такие, как механическая обработка или обработка коронным разрядом. Однако размеры очень быстро выходят за пределы ограничений из-за износа поверхностей оформляющих деталей и формующих полостей. Для изготовления знаков и полостей для микролитья используют технологии из области микроэлектроники (например, LIGA — это аббревиатура немецкого названия технологии, которая включает в себя литографию, гальванопластику и дублирование методом литья под давлением).
Для этих целей применяются также ультрапрецезионная механическая обработка, лазерная резка и обработка коронным разрядом.
Для литьевой формы необходима специальная система нагрева и охлаждения. Было разработано несколько систем, обеспечивающих желаемое динамическое управление температурой в литьевой форме. Например, система «вариотерм» (vario therm) имеет два масляных контура, масло в которых находится при разных температурах, чтобы обеспечить подогрев и охлаждение литьевой формы на стадиях заполнения и охлаждения, соответственно. С другой стороны, система индукционного подогрева создает максимум подогрева литьевой формы перед впрыском. Кроме этого, сообщается об успешном использовании патронных нагревателей для управления температурой литьевой формы. Следует также отметить использование термодатчиков в литьевой форме, высокоточных направляющих, систем вакуумирования формы, встроенных систем подрезания литников, роботизированных систем извлечения изделия и систем очистки литьевых форм, которые срабатывают после каждого цикла. Все эти факторы играют важную роль в управлении процессами производства, эффективным перемещением и упаковкой изделий.
Для того чтобы гарантировать правильное заполнение формующей полости, высокие скорости впрыска и высокое давление, максимально допустимые температуры плавления, необходимо управление температурой стенок литьевой формы. Литниковая система большого диаметра используется, чтобы создать достаточно большую дозу впрыска, надежное переключение и избежать деструкции материала.
Технология микролитья предназначена для производства миниатюрных деталей. Она не составляет конкуренции другим технологиям литья под давлением.
Поскольку миниатюрные детали не имеют достаточного веса, чтобы система управления машиной была в состоянии его регистрировать, некоторые машины имеют литники повышенного размера для того, чтобы машина могла точно выдерживать параметры и осуществлять мониторинг производства изделий. При этих условиях в литниках может находиться до 90% общего веса дозы впрыска. Это приводит к существенному росту отходов, поскольку материал, оставшийся в литниках, не может быть утилизирован в большинстве применений. Наконец, из-за обычно высокого соотношения поверхности к объему в изделиях литьевая форма в процессе впрыска должна быть нагрета до температуры, которая выше точки плавления материала, чтобы предотвратить преждевременное затвердевание, а такой подогрев приводит к увеличению времени цикла.
Почти все материалы, пригодные для литья изделий обычного размера, также могут быть использованы в микролитье. Сообщалось об использовании следующих материалов: ПК, ПММА, ПА, полиэфиримид и силиконовый каучук. Можно также применять технологию реакционного литья под давлением, используя материалы на базе акрилатов, амидов и силиконов.
На рынке наблюдается быстрый рост потребления изделий, полученных микролитьем, особенно это заметно в таких секторах, как оптические телекоммуникации, хранение компьютерных данных, медицинские и биотехнологии, а также в изготовлении оборудования и машиностроении. К изделиям, полученным микролитьем, относятся детали часов и видеокамер, автомобильные датчики, головки для чтения/записи жестких дисков и приводов компакт-дисков, медицинские датчики, микронасосы, прецизионные шестерни, шкивы и шнеки, оптоволоконные переключатели, микромоторы, хирургические инструменты, а также компоненты телекоммуникационного оборудования.
(Компрессионное формование)

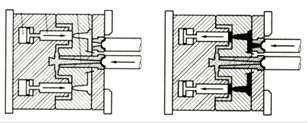
Литьевое прессование (Injection-Compression Molding) представляет собой дальнейшее развитие технологии литья под давление за счет добавления усилия прессования механизма смыкания. Это позволяет обеспечить стабилизацию размеров изделий и получение поверхности, точно соответствующей технологическим требованиям. В этой технологии формующая полость изначально имеет большое сечение, что позволяет расплаву полимерного материала свободно заполнить все удаленные участки при относительно низком давлении. В некоторый момент в ходе или после завершения впрыска материала толщина формы уменьшается за счет её дополнительного механического сжатия, что заставляет расплав заполнить всю форму с большим уплотнением. Воздействие усилия прессования на форму приводит к одинаковому распределению давления в полости, позволяет добиться более равномерного распределения физических свойств и уменьшить усадку, деформацию и внутренние напряжения в отливке по сравнению с традиционным литьем под давлением.
После поступления заданного количества полимерного материала в приоткрытую литьевую форму к ней прикладывается усилие прессования и продолжается до конца формования изделия. На рисунке показаны обе стадии: начального впрыска и последующая стадия прессования. Закрытие формы также может происходить и в процессе впрыска полимера. Различные варианты технологии, основанные на особенностях процесса, можно разделить на три категории:
- двухстадийное последовательное литьевое прессование;
- одновременное литьевое прессование;
- избирательное литьевое прессование.
Простейшим вариантом технологии является двухстадийный процесс литьевого прессования, состоящий из стадии впрыска и стадии прессования. В ходе впрыска полимер поступает под давлением в полость, глубина которой на 0,5 — 10 мм больше толщины изделия. После окончания впрыска начинается стадия прессования, в течение которого глубина полости уменьшается до заданного значения. Усилие прессования, приложенное к литьевой форме, заставляет расплав заполнить оставшиеся незаполненными зоны, а затем происходит его уплотнение, компенсирующее усадку в процессе охлаждения. К потенциальным недостаткам процесса литьевого прессования с двумя стадиями относятся метки «остановки», или «памяти», на отливке, вызванные временной остановкой потока при переходе от впрыска к прессованию.
Процесс одновременного впрыска и прессования используется, чтобы избежать поверхностных дефектов и обеспечить непрерывность потока расплава полимера. При этом прессование начинается до завершения впрыска. В третьем варианте технологии (избирательное литьевое прессование) сжатие начинается, когда толщина отливки достигает номинального значения. Во время впрыска давление расплава перемещает форму по направлению к цилиндру, который закреплен на пуансоне. В зависимости от давления в формующей полости или от времени стадия прессования начинается включением цилиндра, который для сжатия расплава прикладывает усилие к пуансону.
Для литьевого прессования может быть адаптирована традиционная литьевая машина с точным управлением объемом впрыска, однако необходим дополнительный модуль для управления стадией прессования. Кроме того, существуют некоторые дополнительные требования и предварительные условия как для технологического процесса, так и для литьевых форм:
- конструкция с вертикальным расположением плоскостей предназначена для того, чтобы избежать неконтролируемых утечек расплава через них;
- необходимы игольчатые клапаны, позволяющие сохранять герметичность формующей полости и сохраняющие время задержки (время после окончания впрыска и начала прессования) настолько низким, насколько это возможно, чтобы избежать поверхностных дефектов;
- необходимо точное механическое устройство завершения впрыска в ГКС, чтобы гарантировать подачу точного количества расплава в форму.
Преимущества
Главным преимуществом литьевого прессования является способность производить изделие со стабильными размерами и относительным отсутствием остаточных напряжений при низком давлении впрыска, а также возможность добиться снижения усилия смыкания формы (обычно на 20 — 50%) и сокращения времени цикла. Напомним, что в традиционной литьевой машине создаются значительное давление впрыска и уплотнение расплава в сопле машины, чтобы его было достаточно для достижения потоком расплава всех удаленных зон полости и уплотнения. Для изготовления тонкостенных изделий, таких, как компакт-диски, обычно очень важную роль играет изменение давления вдоль плоскости изделия из-за высокого сопротивления потоку. Это приводит к неравномерному уплотнению и объемной усадке внутри изделия, что, в свою очередь, ведет к остаточным напряжениям и ухудшению его износостойкости. В описываемой технологии усилие прессования приложено перпендикулярно толщине изделия (в отличие от давления, параллельного наибольшему размеру изделия) для большинства (но не для всех) изделий. В результате данная технология обеспечивает более равномерное распределение давления уплотнения/выдержки расплава, а величина давления при этом существенно меньше. Это обстоятельство позволяет добиться хорошего уплотнения в форме, а также минимизировать остаточные напряжения внутри отливки и её деформацию.
В таблице 3 приведено сравнение литьевого прессования с двумя другими технологиями, чаще всего используемыми для получения тонкостенных изделий.
Таблица 3. Сравнение различных технологий для получения тонкостенных изделий
| Технология | Преимущества | Недостатки |
| Формование вытяжкой и вакуумное формование |
Простые литьевые формы Небольшие инвестиции |
Отходы из-за обрезки краев Толщина стенок определяется технологическим процессом |
|
Окунание формы |
Простые литьевые формы Небольшие инвестиции |
Применима для небольшого количества пластических материалов Толщина стенок определяется технологическим процессом |
| Литьевое прессование |
Возможна любая толщина стенок Возможность использования для большого количества пластических материалов Короткое время цикла Хорошие возможности для автоматизации |
Высокая стоимость машин и литьевых форм Экономия при изготовлении изделий большого объема |
Недостатки
Недостатки литьевого прессования можно свести к следующим пунктам:
- литьевые формы для этого технологического процесса относительно дороги и изнашиваются в процессе прессования;
- необходимы дополнительные затраты на модернизацию литьевой машины, а именно, модуль управления стадией прессования;
— экономически технология оправдана только в рамках крупносерийного производства (например, компакт-дисков) или при получении изделий, в которых необходимы минимальные внутренние остаточные напряжения (например, оптических линз).
Материалы
При изготовлении тонкостенных изделий материалы с низкой текучестью расплава, такие, как ПК и полиэфиримид, можно использовать для получения изделий толщиной до 0,5 мм. С другой стороны, ПК с высоким показателем текучести 6олее подходит для изготовления компакт-дисков. Кроме того, из-за отличных оптических свойств ПК большинство линз производится именно из этого материала. К другим материалам, которые используются в технологии литьевого прессования, относятся акрил, ПЭ, ПА и ПП, а также термопластичный каучук и термореактивные материалы.
Технология литьевого прессования лучше всего подходит для производства высококачественных и недорогих компакт-дисков и различных оптических линз. В настоящее время заметен интерес к производству литьевым прессованием тонкостенных изделий.
Декорирование изделий в форме в процессе литья под давлением (IMD-процесс) — это метод переработки, позволяющий с помощью не очень сложной, состоящей из немногих этапов, технологии получать готовые изделия. Отливки состоят из основы-термопласта и декоративного материала. В качестве последнего обычно используются пленка или ткань.
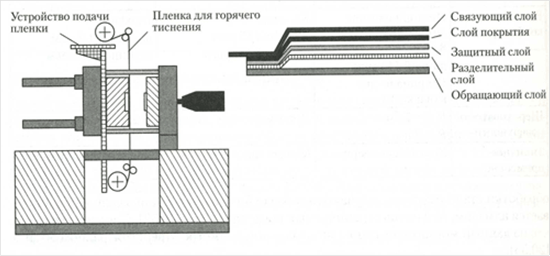
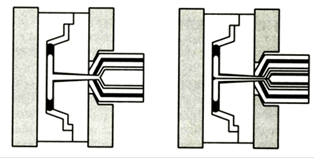
Рис.4. Принцип декорирования изделий в процессе литья
На рисунке 4 изображен процесс декорирования в форме. Декоративный материал вставляется между двумя полуформами (подвижной и неподвижной).
Затем форма закрывается, при этом декоративный материал зажимается по линии разъема формы. Во время впрыска расплав полимера распределяется в формующей полости и соединяется с декоративным материалом. После застывания изделие выталкивается. Области применения такой технологии с использованием тканых декоративных материалов находятся главным образом в сфере автомобилестроения. Как пример можно упомянуть накладки стоек и дверей, покрытие багажника, багажных полок, торпедо, защитных кожухов.
Изделия, декорированные пленкой, также применяются в автомобилестроении. Типичный пример — детали с подсветкой на панели приборов, а также изделия, которые должны отличаться особым качеством поверхности или цветом. На повестке дня — орнаментированные колпаки колеса и элементы крыльев (табл.4).
Таблица 4. Классификация систем подачи декоративного материала
| Декоративный материал под раскрой | Декоративный материал из рулона | Система с предварительным натяжением ткани | |
| Преимущества | Небольшие отходы декоративного материала. Можно обеспечить одновременность извлечения изделия и подачи декоративного материала; высокая воспроизводимость | Простая система, время обработки невелико. Возможна штамповка непосредственно в форме | Придание декоративному материалу особбого расположения с натяжением или относительным перемещением слоев |
| Недостатки | Размещение тонких декоративных материалов сопряжено с трудностями; сложно обеспечить их предварительное натяжение | Сложно обеспечить предварительное натяжение: в ряде случаев брак из-за усадки. Сложные конфигурации вряд ли возможны | Требуется дополнительное оборудование для подачи ткани внатяг; в целом очень сложная система |
| Применение | Простые конфигурации. Выявление текстуры декоративного материала | Простые плоские изделия | Сложные конфигурации при горячем формовании листовых термопластов; декоративные материалы с выраженной структурой |
| Примечание | Применяется чаще всего | Например, для производства накладок к передним стойкам | Применяется редко |
Необходимость вставки декоративного материала и последующего впрыска расплава привела к изменению конструкции форм. Существуют два варианта размещения декоративного материала: на подвижной и на неподвижной полуформе. Если он размещается на неподвижной полуформе, расплав должен проходить через литник, проведенный сквозь линию разъема. Это может быть туннельный литник или горячеканальное сопло.
И все же чаще декоративный материал располагается на подвижной полуформе. В случае сильно изогнутой накладки стойки, пуансон литьевой формы находится, против обыкновения, на неподвижной полуформе. Во время застывания изделие дает усадку и сцепляется с неподвижной полуформой во время открытия. Это является причиной существенного отличия форм для декорирования от обычных: толкатель приходится устанавливать в неподвижную полуформу.
Выпускаются специальные литьевые машины, в которых гидравлика и механика узла толкателя располагаются с неподвижной стороны. Некоторое преимущество такой конструкции заключается в том, что толкатели не воздействуют на декоративный материал, что могло бы привести к повреждениям поверхности изделия.
Многие отливаемые декорированные изделия имеют продолговатую форму. Учитывая соотношение пути потока расплава и толщины стенки, впуск осуществляется через несколько впускных литниковых каналов. Если невозможно провести литниковую систему к линии разъема, впуск осуществляется в форме с тремя плитами, где плавающая плита расположена между подвижной и неподвижной плитами.
Задача многоточечного впуска решается намного проще с помощью горячеканальной системы. Поэтому горячеканальная технология неразрывно связана с декорированием изделий в процессе литья, например методом каскадного впуска (рис.5).
Одна из отличительных особенностей литья под давлением с декорированием в форме вытекает из необходимости обеспечить подачу декоративного материала. В форме должно существовать для размещения материала определенное пространство. Устройства перемещения, фиксации и прижима приходится интегрировать в форму. В связи с возрастающим количеством подвижных рабочих органов повышается вероятность механического износа элементов. Одним из важных аспектов декорирования изделий в процессе литья является необходимость получения подгибов. Если необходимые подгибы удается получить непосредственно при литьевом формовании, то за счет сокращения количества технологических стадий можно достигнуть заметной экономии.
Одним из способов получения подгибов на 180 градусов является применение формы с раздвижными направляющими. При закрытии формы направляющие вдвигаются внутрь. Их поверхность изогнута таким образом, чтобы при смыкании образовалась канавка. Декоративный материал вставляется в канавку, при этом получается подгиб. Направляющие выдвигаются прежде, чем начинается извлечение изделия.
Другим способом получения подгиб является вставка декоративной заготовки, которая сгибается на краях отливки. Декоративный материал состоит из лицевого слоя ткани и вспененной основы. При сгибе материала вспененные слои накладываются друг на друга. При впрыске промежуток между ними заполняется расплавом. Таким образом, на краю изделия расплав полностью обернут декоративным материалом с образованием складки. Такой метод требует специальной подготовки декоративного материала.
Подгиб под углом 90 градусов можно получить с помощью трехплитной формы. Этим обеспечивается извлечение образующегося поднутрения. Кроме того, ткань натягивается ширильной рамой.
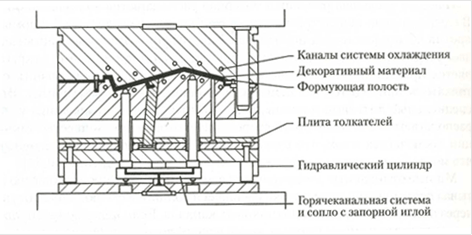
Рис.5. Литьевая форма для декорирования изделий в процессе литья
На рисунке 6 приведена конструкция формы, в которой подгиб (180 градусов) на тканой накладке образуется на стадии формования изделия.
Форма состоит из подвижной и неподвижной полуформ, а также третьей плиты, расположенной между ними. Полукруглая выемка в плите служит для фиксации тканой детали. Декоративный материал размещается между неподвижной полуформой и третьей плитой. Затем форма закрывается, при этом третья плита прижимает ткань к неподвижной полуформе благодаря нажимной пружине. Декоративный материал натягивается подпружиненными штифтами толкателя, расположенными с неподвижной стороны (на рис.3 не показаны).
Благодаря этому декоративный материал лишен возможности произвольного перемещения; он перемещается внутрь матрицы контролируемым способом.
После этого пуансон, размещенный на стационарной полуформе, перемещается навстречу, дополнительно натягивая ткань. Благодаря этому в гнезде располагается достаточное количество ткани, причем исключается продавливание расплава сквозь нее. При обратном ходе пуансона форма замыкается еще плотнее.
При обеспечении вертикальности поверхностей возможно применение как обычного литья под давлением, так и литьевого прессования. Литьевое прессование также допускает использование тонких и чувствительных декоративных материалов.
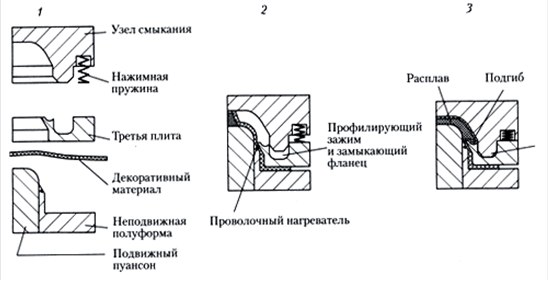
Рис.6. Конструкция формы
Характерными дефектами литьевых деталей из полимерных материалов (ПМ) являются грат, утяжины, недоливы, коробление и отпечатки от выталкивателей. В статье рассматриваются наиболее вероятные причины возникновения подобных дефектов и способы их предупреждения.
Грат
Если у литьевых деталей наблюдается грат (перелив, наплыв) в плоскости разъема литьевой формы, то в большинстве случаев его причиной является недостаточное усилие запирания формы во время стадий впрыска и выдержки под давлением. Кроме того, слишком высокое давление формования может вызвать местный прогиб формы в области ее смыкания и также привести к образованию грата. Завышенная скорость впрыска и пониженная вязкость расплава вследствие высоких температур расплава и (или) формы также могут оказаться причинами возникновения этого характерного для литьевых деталей дефекта из-за того, что в конце пути течения расплава слишком высока его текучесть.
Если у деталей постоянно появляется грат во вполне определенном месте, то это свидетельствует о дефектности литьевой формы, которая недостаточно уплотнена в данном месте. Если же наблюдается грат по всему периметру детали в плоскости разъема формы, то это, скорее всего, следствие недостаточного усилия запирания формы, повышение которого, однако, сверх определенного предела сопряжено с опасностью повреждения литьевой формы. Поэтому целесообразно более точно установить конкретную причину возникновения грата и лишь после этого принять соответствующие меры по его предупреждению (см. таблицу 5).
Таблица 5.
| Причина возникновения | Способ устранения |
| Технологические причины | |
| Недостаточное усилие запирания литьевой формы | Повысить усилие запирания |
| Слишком высокая скорость впрыска расплава ПМ | Уменьшить скорость впрыска; организовать ступенчатое изменение скорости впрыска: быстро (на начальной стадии) — медленно (на конечной стадии) |
| Запоздалое переключение на выдержку под давлением | Раньше переключать с давления впрыска на давление формования |
| Слишком высокая температура расплава ПМ | Понизить температуру материального цилиндра |
| Слишком высокая температура формы | Понизить температуру формы |
| Слишком высокое давление формования | Понизить давление формования |
| Конструкторские причины | |
| Недостаточная деформационная устойчивость формы | Сконструировать более жесткую форму |
| Недостаточное уплотнение формы в местах плоскости разъема и оформляющих знаков | Доработать литьевую форму |
Утяжины
Утяжины (углубления, впадины) на поверхности литьевых деталей возникают главным образом в зонах скопления массы ПМ — там, где толщина стенки максимальна или находится переход от одной толщины к другой.
Причиной появления подобных дефектов является неравномерная термическая усадка ПМ при охлаждении и затвердевании неравно толщинной отливки, когда свободной усадке ее утолщенных мест препятствуют периферийные зоны меньшей толщины. В результате этого происходит втягивание наружной оболочки внутрь детали. Такое явление может наблюдаться и после извлечения из формы еще нагретой отливки. Предотвратить возникновение утяжин возможно с помощью как конструктивных, так и технологических мероприятий (см. таблицу 6).
Таблица 6
| Причина возникновения | Способ устранения |
| Технологические причины | |
| Слишком низкое давление формования | Повысить давление формования |
| Слишком короткое время выдержки под давлением | Увеличить время выдержки |
| Слишком высокая температура формы | Понизить температуру формы |
| Слишком высокая температура расплава ПМ | Понизить температуру материального цилиндра |
| Конструкторские причины | |
| Слишком мала площадь сечения литника | Увеличить площадь сечения литника |
| Слишком большая длина литниковых каналов | Уменьшить длину литниковых каналов |
| Слишком мала площадь сечения отверстия сопла | Увеличить площадь сечения отверстия сопла |
| Место впрыска расположено на участке детали с малой толщиной стенки | Организовать место впрыска на участке с большей толщиной стенки |
| Слишком большая толщина стенок | Уменьшить по возможности толщину стенки |
| Неблагоприятное соотношение толщин стенки и ребра жесткости | Оптимизировать соотношение толщин |
Недоливы
Если оформляющие полости в литьевой форме располагаются далеко от места впрыска расплава ПМ или имеются слишком тонкостенные участки деталей, то при невысоких значениях температур расплава и (или) формы, а также давления впрыска расплав не успевает до своего отвердевания полностью заполнить оформляющую полость, и в детали образуются недоливы. При высоком давлении впрыска причиной недоливов может быть недостаточное давление формования (давление выдержки), которое должно составлять около 50 % от средних значений и 70 — 80 % от высоких значений давления впрыска.
Если не заполнены ПМ тонкостенные места деталей, расположенные близ литников, то, вероятнее всего, это следствие частичного отвердевания расплава ПМ в течение того периода времени, когда заполняются расплавом более толстостенные зоны, где его течение осуществляется более легко.
Таблица 7.
| Причина возникновения | Способ устранения |
| Технологические причины | |
| Слишком малое давление впрыска | Повысить давление впрыска |
| Слишком низкая скорость впрыска | Повысить скорость впрыска |
| Слишком низкое давление формования | Повысить давление формования |
| Слишком раннее переключение на выдержку под давлением | Позже переключать с давления впрыска на давление формования |
| Слишком низкая температура расплава ПМ | Повысить температуру материального цилиндра; повысить противодавление на шнек |
| Слишком низкая температура формы | Повысить температуру формы |
| Слишком короткое время выдержки под давлением | Увеличить время выдержки под давлением |
| Конструкторские причины | |
| Слишком мала площадь сечения литников | Увеличить площадь сечения литников |
| Недостаточно свободное удаление воздуха из оформляющей полости при литье | Доработать литьевую форму |
| Слишком мала площадь сечения отверстия сопла | Увеличить площадь сечения отверстия сопла |
| Повышенная тонкостенность детали | Увеличить толщину стенок |
Коробление
Непосредственно после извлечения деталей из литьевой формы или спустя некоторое время может наблюдаться их коробление — недопустимое изменение формы по сравнению с заданной, при котором, например, плоские детали становятся волнообразными, а прямые кромки втягиваются внутрь, выгибаются наружу или скручиваются.
Непосредственной причиной этого дефекта являются остаточные напряжения в литьевой детали, происхождение которых в свою очередь может быть обусловлено ориентационными явлениями и (или) неравномерной усадкой детали в результате ее неравнотолщинности и неравномерного охлаждения. При этом детали из частично кристаллических ПМ (полиэтилен, полипропилен, полиоксиметилен) с большей усадкой, чем у аморфных ПМ (полистирол, АБС-пластики, полиметилметакрилат, поликарбонат), склонны к более существенным деформациям.
Таблица 8.
| Причина возникновения | Способ устранения |
| Технорлогические причины | |
| Слишком высокое давление формования | Понизить давление формования; раньше переключать с давления впрыска на давление формования |
| Слишком низкая температура формы | Повысить температуру формы |
| Слишком низкая скорость впрыска | Повысить скорость впрыска |
| Слишком низкая температура расплава ПМ | Повысить температуру материального цилиндра; повысить противодавление не шнек |
| Конструкторские причины | |
| Неравномерное охлаждение литьевой формы | Доработать систему охлаждения литьевой формы |
| Неравнотолщинность детали, скопления масс ПМ | Оптимизировать геометрию детали |
Характерными внешними признаками этого дефекта являются белые изломы и наплывы точно в тех местах детали, где находились выталкиватели. Основной причиной этого является слишком большое контактное давление на поверхность детали в местах выталкивания из-за малой площади торцевой u1087 поверхности выталкивателей и больших усилий, требующихся для извлечения детали из литьевой формы. В зависимости от установленных конкретных причин описанных дефектов литьевой продукции из ПМ выбираются и соответствующие способы их предотвращения (см. таблицу).
1. Литье пластмасс под давлением. Оссвальд Т., Турнг Л. — Ш., Грэманн П. Дж., под ред. под ред. Э.Л. Калинчева. — 750 стр., Издательство: Профессия. — 2005.
2. Производство изделий из полимерных материалов. Издательство: Профессия. — 2006.
3. Как делать литьевые формы, Г. Менгес. Издательство Профессия. — 2007
4. Журнал «Полимерные материалы»