
В современном обществе трудно назвать такую область обработки металла, где не применялись бы сварные соединения. Это и кино- и радиоаппаратура, точное приборостроение, строительство каркасов зданий, морских судов, газопроводов, машиностроение. Сварные соединения прочны и надежны, что имеет большое значение в производстве различных сосудов, где хранятся и перевозятся жидкости и сжиженные газы, для котлов отопления и т.п.
Неразрушающий контроль любого технологического процесса, в том числе сварных соединений является неотъемлемой частью общего технологического процесса изготовления объектов ответственного назначения. Как известно, основной объем неразрушающего контроля приходится на сварные соединения, для которых применяют различные методы, в основном, радиографический, ультразвуковой, а также методы поверхностной дефектоскопии.
Цель: исследовать принцип действия ультразвукового контроля сварных соединений.
Актуальность работы состоит в том, что ультразвуковые методы контроля позволяют получить информацию о дефектах, расположенных на значительной глубине в различных материалах, изделиях и сварных соединениях. Ультразвуковой контроль не только повышает производительность труда, но и позволяет получить объективную картину качества изделия или сварного соединения, подобную рентгенограмме.
Задачи:
- Исследовать сущность ультразвукового контроля
- Рассмотреть ультразвуковые методы, используемые для контроля сварных соединений.
- Рассмотреть ультразвуковой контроль на примере стыкового сварного соединения.
- Выделить преимущества и недостатки ультразвукового контроля.
1. Получение ультразвуковых волн
Общепризнанным первооткрывателем ультразвуковой дефектоскопии является крупный российский ученый, профессор, член-корреспондент Академии наук Сергей Яковлевич Соколов. Исторически первыми для целей неразрушающего контроля были использованы упругие волны ультразвуковых частот (> 20 кГц).
Ультразвук (УЗ) — упругие колебания и волны, частота которых превышает 15 — 20 кГц. Ультразвуковые волны получают такими методами, как: механическим, термическим, магнитострикционным (Магнитострикция — изменение размеров тела при намагничивании), а также пьезоэлектрическим (Приставка «пьезо» означает «давить») способами. Ультразвук получают с помощью аппаратов, основанных на использовании явлений магнитострикции (при низких частотах) или обратного пьезоэлектрического эффекта (при высоких).
Сварные соединения и сварные швы
... удешевление оборудования возможность механизации и автоматизации сварочного процесса возможность использования наплавки для восстановления изношенных деталей герметичность сварных соединений выше, чем клепаных или резьбовых ... был изобретен способ, обеспечивающий непрерывное плавление материала и улучшающий качество сварного шва. В ХХ веке были значительно усовершенствованы старые и изобретены новые ...
Магнитострикция заключается в изменении длины (удлинение и укорочение) ферромагнитного стержня, помещенного в высокочастотное магнитное поле, с частотой изменения направления поля.
Наиболее распространенным является последний способ, основанный на пьезоэлектрическом эффекте некоторых кристаллов (кварца, сегнетовой соли, титаната бария), при котором происходит преобразование естественными или искусственными пьезокристаллам механических колебаний, так называемый прямой пьезоэфект, и электрических в механические — обратный пьезоэфект. Если противоположные грани пластинки, вырезанной из кристалла, заряжать разноименным электричеством с частотой выше 20 000 гц, то в такт изменениям знаков зарядов пластинка будет вибрировать, передавая механические колебания в окружающую среду в виде ультразвуковой волны. Таким образом, электрические колебания преобразовываются в механические.
В различных системах ультразвуковых дефектоскопов применяют генераторы высокой частоты, задающие на пьезоэлектрические пластинки электрические колебания от сотен тысяч до нескольких миллионов герц.
Пьезоэлектрические пластинки могут служить не только излучателями, но и приемниками ультразвука. В этом случае под действием ультразвуковых волн на гранях кристаллов-приемников возникают электрические заряды малой величины, которые регистрируются специальными усилительными устройствами.
Принцип ультразвукового метода контроля основан на том факте, что твердые материалы являются хорошими проводниками звуковых волн. Посредством чего, волны отражаются не только от граничных поверхностей, но и внутренних дефектов (трещины, различные включения и т.п.).
Эффект взаимодействия звуковых волн с материалом усиливается по мере уменьшения длины их волн (и, соответственно, увеличения частоты колебаний).
f λ = c (1) , где
с — скорость звука [км/с];
- частота [MГц];
- λ — длина волны [мм].
Это означает, что ультразвуковые волны могут наиболее эффективно использоваться в диапазоне частот от 0.5МГц до 25МГц. С более низкими частотами, эффект взаимодействия волн с внутренними дефектами снижается, и обнаружение дефектов в металлических структурах уже становится проблематичным (т.е. волны с большой длиной уже огибают дефекты).
Два наиболее часто используемых метода контроля внутренней структуры материала: рентгенография и ультразвуковые исследования частично перекрывают области применения друг друга и частично расширяют их.[4]
Ультразвуковая дефектоскопия
Если ограничить использование ультразвукового метода только обнаружением внутренних недостатков материала, то классификация задач оператора подразделяется на:
- Обнаружение отражателей
- Определение их расположения
- Оценка размеров отражателей
- Определение свойств отражателей (тип, ориентация ит.п.).
Вместо использования слова “отражатель”, специалисты часто используют термин “несплошность”. Данный термин определяется как «неправильность в структуре объекта контроля, предположительно являющаяся дефектом». В действительности, только после определения местоположения, анализа и оценки, можно определить, имеется ли недостаток, который влияет на работоспособность объекта контроля. Поэтому всегда используется термин «несплошность», пока нет уверенности, что выявленный отражатель, означает недопустимую неисправность, т.е. является «дефектом». [4]
Методы контроля сварных соединений
... чрезмерно большой силе тока. Методы неразрушающего контроля сварных соединений К неразрушающим методам контроля качества сварных соединений относят внешний осмотр, контроль на непроницаемость (или герметичность) конструкций, контроль для обнаружения дефектов, выходящих на поверхность, контроль скрытых и внутренних дефектов. ...
Таким образом, многие задачи контроля можно решать более экономичным и безопасным ультразвуковым методом, а в ряде специальных проблем, как прежде, использовать рентген. В случаях, где предъявляются наиболее высокие требования безопасности (атомные электростанции, космическая промышленность) используются оба метода.
Методы ультразвукового контроля сварных соединений
Ультразвуковая дефектоскопия сварных соединений — один из неразрушающих способов контроля сварных соединений, получивший широкое применение при изготовлении сварных конструкций.
Ультразвуковой контроль применяется в таких областях, как энергетическое машиностроение, железнодорожный транспорт, трубопроводов нефте- и газоснабжения, судостроение, химическое машиностроение. Это обуславливается высокой чувствительностью и достоверностью к обнаружению дефектов, высокой оперативностью и производительностью, безопасностью в работе, в отличие от традиционных способов радиографического контроля.
поперечные
Существует большое количество методов УК по выявлению дефектов (приложение 1).
Но в данной работе рассмотрены основные типы контроля, которые применяются исключительно для сварных соединений. Однако, ссылаясь на несколько источников, при исследовании УК, было установлено, что авторы противоречат друг другу. И следовательно, не дают однозначного ответа, какой из методов будет наиболее подходящим для выявления дефекта в данной сфере исследования. Поэтому необходимо рассмотреть отношение каждого автора к использованию того или иного вида УК.
В источнике [1], говорится о том, что эхозеркальный метод, согласно некоторым руководствам, используют как обязательный для поиска вертикальных трещин и непроваров при контроле сварных соединений и других изделий средней и большой толщины. (При дальнейшем исследовании другие авторы даже не упоминают данный метод).
В источниках [12, 13 и 14] упоминается только 2 метода ультразвукового контроля. Причем в [12], дается описание того, что эхо — импульсный метод контроля является основным по выявлению дефектов сварных соединений, реже используется теневой и др., что противоречит данным из [14] ресурса, где за основу берется теневой метод.
Несмотря на эти разногласия все же необходимо рассмотреть принцип действия всех методов, которые применяются для неразрушающего контроля сварных соединений, ссылаясь на 15 и 8 источники.
Согласно ГОСТ 23829 — 79 для контроля сварных швов строительных
1. -эхо метод <#»652688.files/image001.gif»>
- Рисунок 1 — Контроль эхо — методом: 1-генератор;
- 2-усилитель;
- 3-индикатор;
- 4-объект контроля (шов);
- 5-преобразователь
2.2 Теневой метод
Теневой метод (рис. 2) При теневом методе контроля о наличии дефекта судят по уменьшению амплитуды УЗ-колебаний, прошедших от излучателя к приемнику. Чем больше размер дефекта, тем меньше амплитуда прошедшего сигнала. Излучатель и приемник ультразвука располагают при этом соосно на противоположных поверхностях изделия. Теневой метод можно применять только при двустороннем доступе к изделию. При ручном контроле этим методом можно контролировать сварные швы ограниченного сечения небольшой толщины. Недостатками метода являются сложность ориентации ПЭП относительно центральных лучей диаграммы направленности, невозможность точной оценки координат дефектов и более низкая чувствительность (в 10…20 раз) по сравнению с эхо — методом. К преимуществам следует отнести низкую зависимость амплитуды сигнала от ориентации дефекта, высокую помехоустойчивость и отсутствие мертвой зоны. Благодаря первому преимуществу этим методом уверенно обнаруживаются наклонные дефекты, не дающие прямого отражения при эхо — методе. На рис. 2 изображен принцип действия теневого метода с двумя преобразователями.
Сварные соединения и швы
... сварных швов в соответствии с ГОСТ 23055 (допускаемые размеры, вид и количество допускаемых внешних и внутренних дефектов). Кроме того, должен быть назначен объем контроля физическими методами различных сварных соединений резервуара.Способы сварки, ... мм и менее рекомендуется тавровое сварное соединение без разделки кромок (рисунок 5.2.7,а.). Размер катета каждого углового шва должен быть не более 12 ...
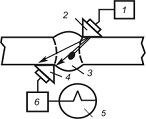
Рисунок 2 — Контроль теневым методом: 1 — генератор; 2,4 — ПЭП;
2.3 Зеркально — теневой метод
Зеркально — теневой метод (рис.3).
При зеркально-теневом методе признаком обнаружения дефекта служит ослабление амплитуды сигнала, отраженного от противоположной поверхности (ее обычно называют донной поверхностью) изделия. Дополнительным преимуществом этого метода по сравнению с теневым являются односторонний доступ и более уверенное обнаружение дефектов, расположенных в корне шва. Оба эти метода нашли широкое применение при контроле сварных стыков арматуры. На рис. 3 изображен принцип действия зеркально — теневого метода с двумя преобразователями.
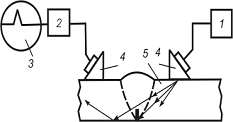
Рисунок 3 — Контроль зеркально-теневым методом:
- генератор;
- 2 — усилитель;
- 3 — индикатор;
- 4 — ПЭП;
- 5 — шов
2.4 Эхо — зеркальный метод «Тандем»
Эхо — зеркальный метод (рис. 4) — наиболее достоверен при обнаружении плоскостных вертикально ориентированных дефектов. Он реализуется при прозвучивании шва двумя ПЭП, которые перемещаются по поверхности околошовной зоны с одной стороны шва таким образом, чтобы фиксировать одним ПЭП сигнал, излученный другим ПЭП и дважды отразившийся от дефекта и противоположной поверхности изделия. Этим методом контролируют изделия с эквидистантными поверхностями, а если их толщина менее 40 мм, то необходимы специальные ПЭП.
Одно из основных преимуществ метода — возможность оценки формы дефектов размером 3 мм и более, которые отклонены в вертикальной плоскости не более чем на 10°. При оценке формы дефектов необходимым условием является использование ПЭП одинаковой чувствительности. Метод нашел широкое применение при контроле толстостенных изделий, когда требуется высокая надежность обнаружения вертикально-ориентированных плоскостных дефектов, а также при арбитражных оценках. На рис. 4 изображен принцип действия эхо — метода с двумя преобразователями.
ультразвуковой сварный контроль стыковой
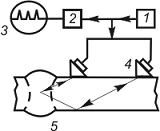
Рисунок 4 — Контроль эхо — зеркальным методом:
Проектирование технологического процесса изготовления сварной ...
... сварных конструкциях прогрессивных со-временных видов материалов. Облегчение изготовления микроузлов и микродеталей в производстве некоторых видов изделий — полупроводниковых приборов и пр. Высокие показатели герметичности и надежности сварных соединений. ... продукции ее изготовлению, контролю и приему. ... надрывы и другие дефекты (если они ... фланцами» во время работы не испытывает значительные ...
- генератор;
- 2 — усилитель;
- 3 — индикатор;
- 4 — ПЭП;
- 5 — шов
2.5 Дельта-метод
В дельта-методе (рис. 5) используется ультразвуковая энергия, переизлученная дефектом. Падающая на дефект поперечная волна частично отражается зеркально, частично трансформируется в продольную, а частично переизлучает дифрагированную волну. Трансформированная продольная волна распространяется нормально к нижней поверхности, отражается от нее и улавливается прямым ПЭП. Этим же ПЭП будет улавливаться компонента продольной дифрагированной волны, срывающейся с верхнего кончика трещины и распространяющейся вертикально вверх. К недостаткам метода следует отнести необходимость зачистки шва, сложность расшифровки принятых сигналов при контроле соединений толщиной 15 мм и менее, трудности при настройке чувствительности и оценке величины дефектов.
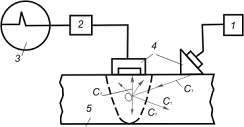
Рисунок 5 — Контроль дельта — методом:
- генератор;
- 2 — усилитель;
- 3 -индикатор;
- 4 — ПЭП;
- 5 — шов
Рассмотрев каждый метод контроля, становится ясно, что выбор того или иного метода и применение его на практике, зависит от вида сварки, доступа преобразователя к соединению и от толщины соединения. Так как большинство авторов дают недостаточно полное описание того, какие методы УЗК применяют к сварным соединениям, происходят разногласия. Поэтому, чтобы получить достоверную информацию, лучше всего ссылаться на ГОСТ.
Ультразвуковой контроль сварных соединений
Для изучения ультразвукового контроля сварных соединений необходимо ввести ключевые определения:
Сварное соединение, Сварной шов
Сварка — один из наиболее прогрессивных способов соединения составных частей изделия — имеет значительные преимущества перед литьем и соединением заклепками. Существует много видов сварки и способов их осуществления, например: ручная дуговая, автоматическая и полуавтоматическая сварка под флюсом, дуговая сварка в защитном газе, контактная сварка и другие, о которых подробно написано в ГОСТ 19521-74. Сварка металлов. Классификация. Столь же многочисленны и условные обозначения швов сварных соединений и способов сварки, установленные как государственными, так и отраслевыми стандартами.
В данной работе приведены основные сведения, достаточные для правильного изображения и обозначения наиболее широко применяемых типов сварки. (приложение 2)
Сварные соединения различают: стыковое (рис.7, а, б), нахлесточное (в, г), угловое (д, е), тавровое (ж, з), торцовое (и).
Их обозначают первыми буквами — С, Н, У, Т, Тр соответственно.
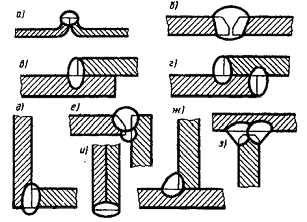
Рисунок 7 — пример сварных соединений
Рассмотрим ультразвуковой контроль на примере стыковых соединений.
Стыковое соединение
Существует много видов дефекта, поэтому в данной исследовательской работе будет рассмотрено два определения, это общее понятие дефекта, и согласно ГОСТ 14782-86 термин, который используется только в сфере контроля сварных соединений.
Дефекты сварных швов и их устранение
... трещины металле шва и в зоне термического влияния. Сквозные дефекты представляют собой свищи, прожоги и сквозные трещины. Причин дефектов сварных швов много, основные из них: низкое качество сварочных материалов, неправильная сборка, их правильность ...
Дефект — это каждое отдельное несоответствие продукции требованиям и установленным нормативными документами.[3]
Дефект сварных соединений
В соответствии с ГОСТ 30242 (ИСО 6520-82) дефекты классифицированы на 6 групп:
- трещины
- поры, газовые полости
- твердые включения
- несплавления и непровары
- нарушение формы шва
- прочие дефекты, не включенные в вышеперечисленные группы
Трещины — несплошность, вызванные местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок. В свою очередь они подразделяются на такие подгруппы как: продольные, поперечные, микротрещины, трещина в кратере, радиальные, раздельные и разветвленные.
Все последующие группы дефектов также подразделяются на подгруппы, которые прописаны в ГОСТ 30242.
Газовые полости — это полости произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов.
Газовые поры — это газовая полость обычно сферической формы.
Твердое включение — Твердые инородные вещества металлического или неметаллического происхождения в металле сварного шва. Включения, имеющие хотя бы один острый угол, называются остроугольными включениями.
Несплавление — Отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валиками сварного шва. Различают несплавления:
- по боковой стороне;
- между валиками;
- в корне сварного шва.
Непровар (неполный провар) — Несплавление основного металла по всей длине шва или на участке, возникающее вследствие неспособности расплавленного металла проникнуть в корень соединения.
Прочие дефекты — все дефекты, которые не могут быть включены в группы 1-5
плавлением и давлением.
Дуговая сварка стыковых соединений — наиболее распространенный способ сварки плавлением.
сильно сжатый непровар
ГОСТ 14782-86 содержит описание государственных стандартных образцов, в нем указаны допустимые отклонения от размеров и свойств материалов образцов, перечислены параметры контроля, определяемые по ним. Эти вопросы рассмотрены в разд. 2.2.1.3 и 2.2.4.
Основной способ контроля стыковых сварных соединений — наклонным преобразователем, поперечной волной. Преобразователь перемещается по ровной поверхности основного металла.
Сущность заключается в том, что осуществляют ввод и прием сдвиговых ультразвуковых колебаний, перемещение источника и приемника этих колебаний вдоль и поперек сварного шва. Выявление дефектов типа пор, определение их величины, измерение расстояния от источника излучения до выявленных дефектов, определение глубины их залегания и расстояния между ними в цепочке дефектов по глубине, учитывая диаметр наибольшего из двух соседних дефектов.
Контроль, сварных соединений листовых конструкций производится наклонными ПЭП прямым или прямым и однократно отраженным лучом с одной поверхности изделия. Каждый шов контролируется с двух боковых сторон.
Так же как и при контроле труб, особенности акустического тракта и, следовательно, параметры контроля и возможности идентификации сигналов прежде всего определяются толщиной сварного соединения.
Основные дефекты колонных аппаратов и методы их выявления
... ранее ремонта. При внешнем и внутреннем осмотре сварных колонных аппаратов фиксируются следующие поверхностные дефекты и повреждения: наличие заплат и заварки различных локальных повреждений типа коррозионных язв, трещин и т.п. дефектов сварных соединений ...
a. Ультразвуковой контроль стыковых соединений с толщиной шва 3,5..15 мм.
Для сварных швов листовых конструкций, выполненных односторонней электродуговой сваркой или в среде защитных газов, так же как и для трубопроводов, характерно наличие непроваров, провисаний металла и смещения кромок. В ряде случаев по существующим техническим условиям непровар определенной высоты допускается. Эхо-метод позволяет определять высоту непровара по экспериментально полученным кривым.
Для УЗ — контроля сварных швов малых толщин наиболее эффективны преобразователи с большими углами в призме (53…55°) и малой стрелой. Рабочая частота 4…5 МГц.
Важной проблемой при контроле односторонних швов является отстройка от ложных сигналов. При падении ультразвуковые волны на провисание возникают как волны, отраженные в точке, удовлетворяющей условию нормального падения луча на поверхность провисания, так и волны, расходящиеся от изломов поверхности. Это обусловливает появление на экране дефектоскопа ложных эхо-сигналов от этих дефектов при контроле прямым лучом, совпадающих по времени с эхо-сигналами, отраженными от надкорневых дефектов, обнаруженных однократно отраженным лучом. Так как эффективный диаметр УЗ-луча соизмерим с толщиной стенки, то отражатель не удается идентифицировать по местоположению ПЭП относительно валика усиления шва.
При таком прозвучивании на дефект, лежащий в плоскости акустической системы, волны падают под углом, близким к 3-му критическому, и возникают дифрагированные волны, принимаемые обоими ПЭП. Эквивалентная площадь торцов трещин в швах толщиной 10 мм составляет 1,8…2,5 мм2, что позволяет уверенно их выявлять. По соотношению амплитуд сигналов к одному и другому ПЭП можно судить о типе дефекта: плоскостной или объемный.
Двусторонние швы с гладкими и пологими валиками усиления можно контролировать при многократном отражении УЗ-луча, что в известной степени упрощает методику контроля. В этом случае распространение УЗ-луча в листе носит уже волноводный характер, что способствует выявлению непроваров.
Ультразвуковой контроль стыковых соединений толщиной шва 16…40 мм.
В швах, выполненных односторонней сваркой, также велико влияние ложных сигналов от провисания в корне.
Если технология сварки такова, что провисания не образуются или они очень малы, то контроль производится одним ПЭП прямым и однократно отраженным лучом за один прием. Наиболее эффективно здесь применение стандартного ПЭП b=50°, f =2,5 МГц. Если же ложные сигналы от провисаний велики, то для повышения помехоустойчивости контроль целесообразно проводить раздельно в корневой и остальной частях шва. При этом верхнюю часть шва предпочтительнее контролировать преобразователями b = 40°.
Односторонняя сварка без подварки листовых конструкций имеет весьма неудовлетворительное качество. При ней в корне шва образуются провисания и мениски значительной величины (3…5 мм).
Контроль корневой зоны таких швов возможен только после удаления всех неровностей шлифмашинкой.
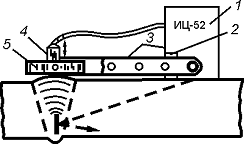
Рисунок 8 — Устройство для контроля дельта — методом:1 — наклонный ПЭП; 2 — ограничитель; 3 — кронштейн; 4 — приемник продольных волн,
Технология изготовления сварной конструкции
... процесса и качество сварных соединений, механизировать производство сварных конструкций. В начале 1950 годах в институте электросварки имени Е.О. Патона создают электрошлаковую сварку для изготовления ... решать несложные технологические задачи при проектировании сварной конструкции, пользоваться ... шва, создание первого электрического генератора. В середине 1920 годов интенсивные исследования процессов ...
- магнитное кольцо
Односторонний непровар характеризуется появлением одиночного отраженного сигнала с координатами, соответствующими расположению его по одной из границ линий сплавления с различной условной высотой. Со стороны наплавленного металла (положение А преобразователя на рис. 2.) непровар характеризуется значительными неровностями, что способствует формированию эхо-сигнала большой амплитуды. При прозвучивании со стороны основного металла (положение В) механически обработанная и несплавившаяся кромка листа почти зеркально отражает ультразвук. Эхо-сигнал может появиться лишь от отдельных оплавленных неровных участков. Односторонний непровар вблизи одной из поверхностей изделия наиболее уверенно выявляется при контроле с противоположной стороны изделия (положение С).
В этом случае амплитуда сигнала и его пробег на экране больше, т.к. имеет место угловой эффект.
Для исключения неоправданной браковки необходимо использовать количественные информативные признаки. Однако существенно может помочь оператору в правильной дешифровке качества шва знание качественных информативных признаков.
На практике при контроле толстостенных трубопроводов или сосудов часто возникает одна неприятная проблема. Обнаружили дефект (трещину), вскрыли, заварили, термообработали. Проводится повторный контроль, и обнаруживаются недопустимые дефекты, при первичном контроле не выявленные.
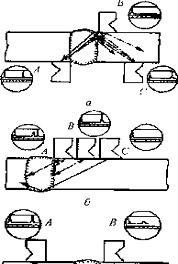
а — от одностороннего непровара; б — от двустороннего непровара;
в — от трещины и непровара
При добросовестном контроле причина этого явления только одна. В каждом шве есть небольшие трещины с малым раскрытием, которые не обнаруживаются при заданных параметрах прозвучивания. Но в процессе заварки и термообработки ремонтного участка происходит неравномерный нагрев шва, создаются локально напряженные зоны и попавшие в эти зоны микротрещины вследствие этого раскрываются и увеличиваются в размере. Прогноз этого явления невозможен. Выход один. После обнаружения недопустимого дефекта объяснить сварщикам и прочим заинтересованным лицам ситуацию, с которой они могут столкнуться. И предложить проконтролировать еще раз весь шов на повышенной чувствительности относительно штатной по НТД и за один раз отремонтировать все дефектные участки, обнаруженные при штатном и новом уровне чувствительности, а затем проконтролировать на штатном уровне чувствительности.
3.3 Контроль мест пересечений швов
Особая проблема дефектоскопии это контроль мест пересечений сварных швов (крестов) в листовых конструкциях. В этих соединениях имеет место повышенное трещинообразовапис и высокий уровень остаточных напряжений. Поэтому для этих швов характерно наличие трещин, как правило, поперечных по отношению к одному из пересекающихся швов и плохо выявляемых радиографией. Для ответственных объектов (например, в атомной энергетике) пересечения сварных швов с усилением по определению считаются контроленепригодными. Их контроль может быть осуществлен только при полном удалении валика усиления (выпуклости) с основным металлом с обеих поверхностей изделия.
Сварная металлоконструкция мостового крана Вариант
... пневмошлифовальной машинкой торцы стыковых швов, производят гаммографирование (просвечивание) сварных швов и правку на правильных вальцах с последующей передачей с помощью мостового крана на стенд сборки. Второй ... положении. Зачищают швы, производят правку диафрагм в сборе вручную и обрабатывают фаски в гнутой полосе кислородной резкой и пневмошлифовальной машинкой. После контроля диафрагмы в ...
В этом случае прозвучивание производят путем сканирования по всей зоне ≪креста≫ с направлением луча как вдоль и поперек оси швов, так и под другими азимутальными углами. В случае изделий менее ответственных, у которых усиление не удаляется прозвучивание производится прямым лучом с обеих поверхностей изделий по схеме, показанной на рис.10.
Обычно применяются совмещенные наклонные ПЭП с углом ввода 65-70° на частоту 4-5 МГц. Настройка чувствительности и скорости развертки должна производиться по СОП с зарубкой или вертикальным сверлением, расположенными на расстоянии L от передней грани призмы и несколько большим чем до центра ≪креста≫, как показано на рис.10. При таком контроле имеется высокая вероятность появления ложных сигналов от неровностей валиков. В этом случае с поверхности валика в зоне отражения необходимо удалить наплывы, чешуйки, а если это не помогает разобраться, снять валик целиком. Для повышения достоверности контроля целесообразно использовать наклонные ПЭП с углом разворота 90°
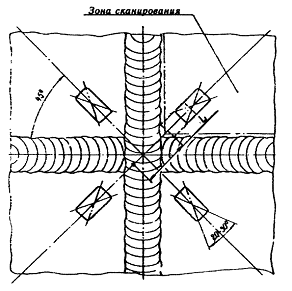
Рисунок 10 — схема сканирования при контроле мест пересечения кольцевых и продольных швов.
Преимущества и недостатки УК по сравнению с другими методами
Методы контроля сварных соединений согласно ГОСТ 3242-79 разделяют на две основные группы: неразрушающий контроль (НК) и разрушающий контроль (РК).
Для наглядности ниже приведен перечень методов.
Неразрушающий контроль (НК) (ГОСТ 18353-79).
- Визуально-оптический метод
- Радиационная дефектоскопия
- Ультразвуковая дефектоскопия
- Магнитная и электромагнитная дефектоскопия
- Капиллярная дефектоскопия
- Дефектоскопия течеисканием
- Прочие методы.
Разрушающий контроль:
- Механические испытания.
- Металлография и химический анализ.
- Коррозионные испытания.
- Испытания на свариваемость.
Основные преимущества
— Реакция УЗ непосредственно на причину нарушения прочности. Все другие методы НК используют явления, основанные на косвенном влиянии дефекта на электромагнитное поле или пробное вещество. По-другому обстоит дело в УЗ-дефектоскопии: сам факт распространения УЗ-волн основан на упругих связях в веществе. Именно упругие связи обеспечивают прочность твердого тела. Появление дефекта нарушает эти связи и вызывает отражение УЗ. Именно поэтому УЗ способен выявлять трещины раскрытием 10″ 5 … 10″4 мм (более тонкие, чем любой другой неразрушающий метод), а также обнаруживать дефекты, заполненные другим веществом.
- Возможность контроля изделий из самых различных металлических и неметаллических материалов (от сталей до пенопластов) независимо от их электропроводности, диэлектрической и магнитной проницаемости.
- Способность УЗ проникать в материалы с однородной мелкозернистой структурой на расстояния в несколько метров и обнаруживать в них дефекты — рекордно большая толщина для методов НК.
- Возможность выявления как поверхностных, так и внутренних дефектов. Все другие методы НК (кроме радиационного) обнаруживают только поверхностные и подповерхностные дефекты.
- Безопасность для исполнителей и окружающих.
- Сравнительно небольшие затраты на контроль. Кроме контактной жидкости и довольно долговечных преобразователей никаких расходных материалов не требуется.
- Мобильность и адаптивность: возможность выполнять контроль, например, на высоте, в монтажных условиях, в широком диапазоне температур.
- Относительная легкость автоматизации. В этом отношении УК уступает только вихретоковому методу и магнитному методу с электромагнитными преобразователями.
Основные недостатки
- трудность или невозможность контроля изделий из неоднородных, крупнозернистых материалов (нетермообработанных литых металлов, например аустенитных сталей, некоторых типов чугунов и т.п.);
- требование ровной, гладкой поверхности ввода изделия;
- трудность или невозможность контроля изделий малых размеров и сложной конфигурации;
- при традиционном ручном контроле — отсутствие объективного документа о факте выполнения контроля и его результатах, подобного рентгеновской пленке;
- трудность или невозможность определения характера дефекта и его реальных размеров.
Особенностью УЗ-контроля (в большей степени, чем других неразрушающих методов) является то, что дефекты обнаруживаются и правильно квалифицируются с определенной степенью вероятности, т.е. не со 100 %-ной достоверностью. Причины этого заключаются как в субъективных ошибках дефектоскописта, так и в ошибках объективных, т.е. не зависящих от дефектоскописта и аппаратуры. Эти ошибки связаны с особенностью дифракции УЗ на несплошностях и со спецификой материала ОК.
Заключение
В заключении хотелось бы подвести итоги о том что,
— Мобильность, безвредность для окружающих и персонала, высокая чувствительность к внутренним и поверхностным дефектам — основные преимущества ультразвукового контроля сварных соединений перед другими неразрушающими методами, в том числе радиационными.
- Ультразвуковой контроль сварных соединений выполняют с целью выявления внутренних дефектов (трещин, непроваров, пор, шлаковых и неметаллических включений и др.), а также для установления размеров дефектов и глубины проплавления шва.
— Метод ультразвукового контроля применяется для прогнозирования и предотвращения неисправностей, аварийного выхода из строя машин, механизмов, металлоконструкций, трубопроводов нефте — и газоснабжения, сосудов и аппаратов, работающих под высоким давлением, листового проката, труб и других видов продукции.
- Данный метод требует наличия специально подготовленных специалистов, специализированного оборудования и вспомогательных средств контроля, и, кроме того, предъявляет особые требования к подготовке поверхности изделия под контроль.
5. Ультразвуковой контроль выполняют в соответствии с требованиями нормативных документов и методиками контроля конкретной продукции.
Список литературы
[Электронный ресурс]//URL: https://drprom.ru/referat/ultrazvukovoy-kontrol-svarnyih-shvov/
1. Неразрушающий контроль: Справочник: В 7 т. Под общ. ред. В.В. Клюева. Н54 Т. 3: Ультразвуковой контроль / И.Н. Ермолов, Ю.В. Ланге. — М.: Машиностроение, 2004. — 864 с: ил.
— Алешин Н.П., Лупачев В.Г. Ультразвуковая дефектоскопия: Справ, пособие.- Мн.: Выш. шк., 1987.- 271 с: ил.
— Каневский И.Н., Сальникова Е.Н. Неразрушающие методы контроля: Учебное пособие. — Владивосток: Изд-во ДВГТУ, 2007. — 243 с.
— Бергман Л. Ультразвук и его применение в науке и технике: М. издательство иностранной литературы, 1957. — 727 с.
— Юхин Н.А. Дефекты сварных швов и соединений: М. «СОУЭЛО», 2007, — 58 с.
6. Щербииский В.Г. Технология ультразвукового контроля сварных соединений. Изд-во «Тиссо», Москва, 2005 г. Изд. 2 е исправленное.
7. Неразрушающий контроль. В 5 кн. Кн. 2. Акустические Н44 методы контроля: Практ. Пособие / И.Н. Ермолов, Н.П. Алешин, А.И. Потапов; Под ред. В.В. Сухорукова.- М.: Высш. шк, 1991.-‘283 с: ил.
8. -ГОСТ 14782 86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые <#»652688.files/image010.gif»>
Рисунок 11- Классификация акустических методов контроля
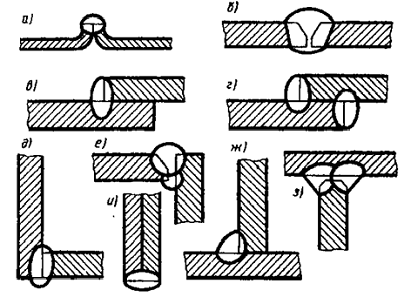
Рисунок 12 — Пример сварных соединений:
Сварные соединения различают: стыковое (рис.7, а, б), нахлесточное (в, г), угловое (д, е), тавровое (ж, з), торцовое (и).
Их обозначают первыми буквами — С, Н, У, Т, Тр соответственно.