
Продукцией керамического производства являются в основном изделия, поставляемые для различных отраслей народного хозяйства и прежде всего для строительства – кирпич, плитки для облицовки стен и полов, санитарно-техническая керамика. Все высокотемпературные агрегаты в металлургии, в химическом производстве, на коксовых, цементных, стекольных и керамических заводах футеруются огнеупорными материалами. Передача энергии осуществляется с использованием фарфоровых изоляторов. Из оксидной керамики изготовляют корпуса и отдельные детали электронных конструктивных элементов или же изделия технической керамики сами представляют активную часть этих электронных конструктивных элементов. Техника высокотемпературных измерений немыслима без керамических изоляционных материалов. Перечисление может быть продолжено, показывая разнообразие требований к применяемым керамическим изделиям. Если принять во внимание, что производство посуды и изготовление художественной керамики составляют другую значительную часть керамического производства, то можно сделать вывод, что на всех стадиях процесса производства керамических изделий ставятся различные требования, диктуемые использованием изготовляемого изделия. Это относится и к процессам формования.
Исходным пунктом для формования керамики является масса, которая чаще всего состоит из естественных, в различной степени обрабатываемых сырьевых материалов. Их свойства изменяются в широких пределах. В данной курсовой работе подробно описываются эти свойства сырья и керамических масс.
Цель данной курсовой работы состоит в углублении и закреплении теоретических знаний по дисциплине «Технология производства строительных материалов и изделий», самостоятельной детальной проработке технической, нормативной и проектной литературы по технологии производства керамических плиток и выработке навыков решения задач проектирования.
1. Общие положения
1.1 Краткий обзор современных способов производства керамической плитки
Керамические плитки различного назначения получают способами полусухого и сухого прессования из порошков влажностью 5-7% (основной способ), литьем из шликера влажностью 30-35% и пластическим формованием из масс влажностью 14-20%. Принципиальная технологическая схема изготовления керамических плиток, заключающаяся в обработке глинистого сырья с добавками, формовании изделий, сушке и обжиге их до спекания различной степени в зависимости от назначения изделий и качества глинистого сырья, представлена ниже.
Производство керамики
Основным сырьём в керамической промышленности являются глины и каолины вследствие их широкого распространения и ценных технологических свойств. Важнейшим компонентом исходной массы при производстве тонкой керамики являются полевые шпаты ...
Схема 1
Глинистое сырье, Подготовка формовочной массы
(грубое и тонкое измельчение, сушка, смешение, увлажнение, вылеживание)
Формование
(сухое и полусухое прессование, пластическое формование, литье)
Тепловая обработка
(сушка, одно- или двукратный обжиг)
Декорирование плиток осуществляется либо в процессе их формования (нанесение рельефа, двухслойное формование) либо после сушки и даже после обжига изделий (глазурование, сериография) с последующим повторным обжигом.
Подготовка глинистого сырья на заводах, выпускающих керамические плитки, заключается в удалении или измельчении каменистых включений и достижении однородности и удобоукладываемости формовочной массы.
Основные способы переработки глинистого сырья в формовочную массу в производстве керамических плиток – полусухой, сухой, пластический и шликерный. Выбор способа определяется свойствами исходного сырья, видом выпускаемой продукции и объемом производства.
В таблице 2 приведены сравнительные сведения по способам подготовки формовочной массы в производстве керамических плиток.
Ниже даются схемы подготовки формовочных масс для производства керамических плиток с указанием основного оборудования, применяемого для этих целей.
На схеме 2 приведена последовательность сухого способа подготовки формовочной массы в производстве керамических плиток.
Схема 2
Подготовка формовочной массы сухим способом, Глинистые материалы Отощающие добавки, Дозирование
(ящичный подаватель)
Грубое измельчение
(камневыделительные вальцы)
Смешивание
(смеситель с фильтрующей решеткой)
Грануляция
(дырчатые вальцы, пресс с гранулирующей приставкой)
Сушка
(противоточный сушильный барабан)
Смешение-помол
(стержневой смеситель)
Электромагнитная очистка
(магнитный сепаратор)
Промежуточное хранение
(бункер, силос-гомогенизатор)
Здесь смесь сырьевых компонентов подготавливают для сушки, сушат, измельчают до определенной толщины и хранят в силосах. Сухой способ подготовки целесообразно использовать при наличии одного или двух видов сырья, близких по составу и свойствам.
Таблица 2, Способы подготовки формовочной массы
| Способ подготовки массы | Влажность массы, % | Применение | Содержание | Преимущества | Недостатки |
|
Сухой (схема 1) |
2-8 | Для глин с высокой карьерной влажностью | Раздельное, грубое измельчение компонентов, грануляция, сушка с последующим помолом | Совмещение сушки и тонкого измельчения в одном агрегате | Необходимость грануляции перед сушкой и применение высоких давлений при формовании |
| Полусухой (схема 2) | 8-12 | Для засоренного камневидными включениями глинистого сырья пониженной пластичности и влажности | Грубое, а затем тонкое измельчение подсушенного сырья, отсев крупных включений, введение добавок, увлажнение, вылеживание | Полное удаление или тщательное измельчение камневидных включений, равномерное распределение добавок | Необходимость сушки перед тонким измельчением, повышенный износ помольного оборудования, необходимость применения высоких давлений при формовании |
| Шликерный (схема 3) | 45-60 | Для глин с высокой карьерной влажностью при использовании многокомпонентных формовочных масс и наличии подлежащих удалению камневидных включений | Грубое измельчение с одновременным удалением камневидных включений, тонкий помол и роспуск глины, процеживание, обезвоживание, просев, электромагнитная очистка | Полное удаление камневидных включений, обеспечение высокой степени однородности массы | Значительная сложность и трудоемкость способа, высокий расход топлива на обезвоживание шликера |
Схема 3 характеризует подготовку массы по полусухому способу.
Схема 3
Подготовка формовочной массы по полусухому способу, Глинистые материалы, Дозирование
(ящичный подаватель)
Измельчение
(дезинтеграторные вальцы, стругач, зубчатые вальцы, камневыделительные вальцы)
Сушка
(прямоточный сушильный барабан, снижение влажности с 15-25% до 2-13%)
Промежуточное хранение
(бункер)
Дозирование
(ящичный подаватель, тарельчатый питатель)
Тонкий помол
(дезинтегратор, бегуны сухого помола, дырчатые вальцы тонкого помола, гладкие вальцы тонкого помола, молотковая, центробежная и роторная мельница)
Просев
(сито-бурат, струнное вибрационное и качающееся сита, грохот, воздушный сепаратор)
Промежуточное хранение
(бункер)
Дозирование
(тарельчатый питатель, автоматические весы)
Добавки, шликер, горячая вода, пар, Смешивание
(двухвальный смеситель, бегуны, бегунковый смеситель, стержневой смеситель)
Вылеживание
(силос-гомогенизатор)
По этой схеме смешивание подготовленной глины с плавнями, отощающими и другими добавками с одновременным увлажнением ее горячей водой или лучше паром при получении пластичных масс производят в двухвальных смесителях, малопластичных – быстроходных бегунковых смесителях, тощих масс – бегунах.
При шликерной подготовке массы измельчение и грубый помол глинистых материалов проводят в дробильно-размельных установках первичного дробления; тонкий помол и смешение компонентов – в шаровых мельницах либо пропеллерных мешалках или др. установках в течение 5-7 ч.
На схеме 4 показана технология подготовки формовочной массы шликерным способом.
Схема 4
Подготовка пресс-порошковой массы шликерным способом, Глинистые материалы Добавки (плавни, отощающие), Дозирование Дозирование
(ящичный подаватель) (тарельчатый питатель)
Грубое измельчение Грубое измельчение
(дезинтеграторные вальцы, дробилки) (щековая, молотковая дробилки,
стругачи, валково-зубчатые бегуны)
Электромагнитная очистка
(магнитный сепаратор)
Промежуточное хранение
(бункер)
Добавки, электролиты, вода, Тонкий помол и роспуск глины
(шаровая мельница, пропеллерная мешалка, струйные, фрезерно-метательная и
роторная мельницы)
Процеживание
(вибрационное сито, дуговое сито)
Промежуточное хранение
(шламбассейн с пропеллерной мешалкой)
Обезвоживание шликера
(распылительная сушилка)
Просев
(сито-бурат)
Промежуточное хранение
(бункер)
В трех вышеперечисленных способах подготовки массы наибольшее признание получил шликерный способ с обезвоживанием в распылительных сушилках, как позволяющий получать однородный пресс-порошок.
Наиболее перспективным способом формования, нашедшим широкое применение в производстве керамических плиток, является прессование из керамических порошков, которое может быть полусухим или сухим. Средняя влажность порошка составляет 5-7%. Этот способ осуществляется на поточно-конвейерных линиях, включающих целый комплекс оборудования, каждый агрегат которого является самостоятельным узлом в единой технологической цепи: прессы полусухого прессования, распределительно-разгрузочные устройства прессованных полуфабрикатов перед сушкой и обжигом, щелевую конвейерную сушилку, глазуровочные и декорирующие устройства, печи скоростного обжига, установки для сортировки и упаковки изделий.
Прессование осуществляют при изготовлении облицовочных, фасадных и напольных плиток на гидравлических, коленно-рычажных прессах и гидравлических прессах.
Тонкостенные мелкоразмерные керамические плитки формуют литьем на литьевом конвейере. Суммарное время формирования отливки на лещадке составляет 7-9 мин. Затем отливка на лещадке поступает на зачистное и далее режущее устройство, где ее дисковыми ножами разрезают на плитки требуемых размеров.
За формованием следует сушка в противоточных туннельных сушилках, а также в конвейерных радиационных, сетчатых и цепных конвейерах.
Обжиг керамических плиток проводят в одно и двухъярусных щелевых печах в течение 17-50 мин.
Для ускорения охлаждения плиток до температуры ниже 40°С в конце печи на участке длиной 4,5 установлены обдувочные устройства.
Завершают технологический процесс изготовления керамических плиток сортировка и упаковка готовой продукции.
1.2 Характеристики сырья и вспомогательных материалов
Глина представляет собой рыхлый материал, размером частиц около 0,02 мм и часто менее 0,002 мм; в основном она состоит из алюмосиликатов, содержащих химически связанную воду. Глина – основной материал для производства керамических плиток и плит. Глину, содержащую частички известняка, называют мергелем, а содержащую много песка – суглинком. Очень тонкие частички глины, благодаря своей большой поверхности, хорошо впитывают воду, поэтому глина гигроскопична и во влажном состоянии сохраняет способность к пластическому формованию. Степень пластичности глины зависит не только от химического состава, но также от физических размеров и формы частичек глины, от количества содержащейся в ней воды. Очень чистая, пластичная (жирная) глина требует много воды для того, чтобы стать легко формуемой, менее «чистая» глина (тощая) нуждается в меньшем количестве воды. Жирные глины имеют большую усадку при сушке и обжиге, чем тощие.
Особо чистые, и наиболее ценные для производства керамики, глины содержат каолинит (Al 2 O3 ); содержание его может достигать 40%. Керамические глины характеризуются особенно однородным химическим и минералогическим составом и содержат глинистого компонента до 25-30%. Фарфор, самый тонкий и плотный продукт из глины, состоит из 40-65% каолина (фарфоровое сырье).
Чистый каолин имеет белоснежный вид, а при наличии в нем кварца и полевого шпата имеет серо-желтый цвет.
Керамическая масса для формования керамических изделий должна быть приготовлена на основе глины, по составу соответствовать способу пластической обработки и требуемому качеству обжигаемого продукта. Окончательное приготовление керамической массы осуществляют смешением глины, воды и различных добавок, например кварцевого песка, полевого шпата, известнякового шпата или шамота. Для равномерного распределения воды по всей массе и большей пластичности, готовую массу выдерживают некоторое время для созревания во влажных погребах (ручное производство) или в специальных резервуарах или силосных башнях (промышленное производство).
В зависимости от содержания влаги и предполагаемого способа формования керамические массы подразделяют на 3 вида: для полусухого прессования с содержанием воды 5-10%, пластического формования с содержанием воды 15-25% и литьевой технологии с содержанием воды 26-40%.
При изготовлении керамических плиток и плит применяют только массы для полусухого прессования и пластического формования. Для изготовления санитарно-технических изделий и сосудов способом заливки в гипсовые формы используют керамические массы для литьевой технологии. Эти массы с введенными в их состав добавками могут использоваться для глазурования (шликеры для глазури).
Сырьем для глазурей служат кварц, карбонат кальция, доломит и различные окислы металлов, которые тонко размалывают в барабанных мельницах. При обжиге глазурь плавится, образуя на поверхности плиток или плит стекловидный слой, облагораживающий поверхность.
В таблице 1 приведены типовые составы формовочных масс для получения керамических плиток [8].
Таблица 1, Типовые составы формовочных масс, %
| Компонент | Плитки | ||
| фасадные | облицовочные | напольные | |
| Глина (+каолин) | 65-75 | 45-60 | 60-70 |
| Кварц | 0-5 | 5-15 | 0-5 |
| Плавни | 18-25 | 20-25 | 25-30 |
| Мел | 3-6 | 6-10 | 4-8 |
| Шамот | 4-8 | 8-13 | 4-8 |
1.3 Характеристики и особенности керамических плиток
облицовочные, напольные и фасадные
Способы получения и свойства керамических плиток разного назначения приведены в таблице 3 [8].
Таблица 3, Характеристика керамических плиток
| Облицовочная | Фасадная | Напольная | |
| Вид глины |
Туго- и легкоплавкая |
Туго- и легкоплавкая |
Тугоплавкая |
|
Способ формования |
Полусухое прессование |
Полусухое прессование и пластическое формование |
Полусухое прессование |
| Толщина, мм | 3,5-7,0 | 7,0-13,0 | 11,0-13,0 |
|
Структура черепка |
Пористая | Пористая | Плотная |
| Водопоглощение, % | До 16 | До 12 | До 4 |
|
Отличительное качество |
Эстетичность и гигиеничность |
Морозостойкость, 30-50 циклов |
Истираемость, менее 0,007 г/см 3 |
| Предел прочности при изгибе, МПа | 15-20 | — | Более 20 |
Керамические плитки для внутренней облицовки стен (облицовочные плитки) покрыты глазурью, что определяет их декоративные и гигиенические свойства. Такие плитки водонепроницаемы, долговечны, огнестойки. Их применяют для облицовки стен столовых и кухонь, санитарных узлов жилых помещений, больниц и поликлиник, бытовых помещений предприятий, плавательных бассейнов, станций метрополитена и других объектов.
Облицовочные плитки различают: по глазурному покрытию – белые и цветные, покрытые глазурями прозрачными и цветными, декорированные многоцветным рисунком и т.д.; по виду поверхности – плоские, рельефно-орнаментированные, фактурные и др.; по форме – квадратные прямоугольные, фасонные.
Особенностью керамических плиток для полов является малая пористость, высокая плотность, большая сопротивляемость истирающим усилиям, огнестойкость, устойчивость против атмосферных воздействий. Все это определяет долговечность материала. Напольные керамические плитки применяют для настилки полов в промышленных, жилищно-бытовых и общественно-культурных зданиях.
По виду лицевой поверхности различают плитки гладкие, тисненые, рельефно-глазурованные, гладкие глазурованные, с орнаментированной сериографическим способом поверхностью; по цвету – одноцветные, многоцветные; коврово-узорчатые, мраморовидные, порфировидные, рельефно-орнаментированые глазурованные и др.
Фасадные глазурованные и неглазурованные плитки используют для облицовки наружных стен и цоколей зданий, отделки стеновых панелей, крупных блоков, лоджий, обрамления оконных и дверных проемов и оформления других архитектурных элементов зданий, а также облицовки подземных пешеходных переходов и транспортных туннелей.
2. Технологическая часть
2.1 Описание технологической схемы производства керамических фасадных прислонных плит
Производство керамических фасадных прислонных плиток регламентируется нормами DIN 18 166 «Керамические фасадные прислонные плитки». Эти плитки изготовляют с серо-белым, светлым или цветным черепком, глазурованные либо неглазурованные. Они предназначены для внутренней и наружной облицовки стен или для покрытия полов.
Формование и сушка.
Сдвоенные отформованные плиты, поставленные вертикально, транспортируют по всей технологической линии; они проходят последовательно сушку в камерных или туннельных сушилках, глазурование, затем их грузят на обжиговые вагонетки и обжигают. Чтобы плиты по длине не подвергались короблению и повреждения во время движения по всей технологической линии, тыльная сторона их имеет ребра жесткости. После сушки в течение 2 суток уменьшается влажность плит вдвое от начальной, а их размеры – примерно на 4%, т.е. происходит усадка, и плиты становятся твердыми.
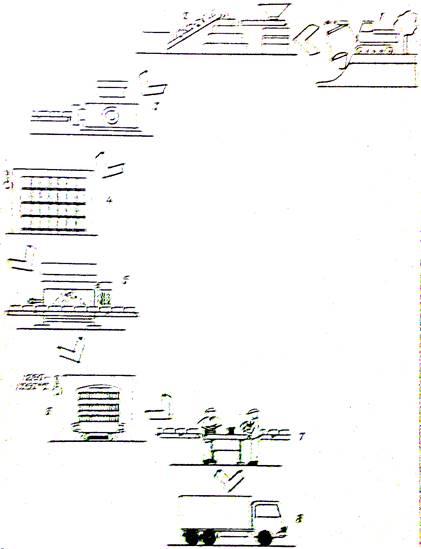
Рисунок 1 – Технологическая схема производства керамических
фасадных прислонных плит:
1 – добыча глины; 2 – подготовка; 3 – формование на ленточном прессе; 4 – сушка; 5 – глазурование; 6 – обжиг; 7 – сортировка-упаковка; 8 – загрузка.
Лицевая поверхность.
Некоторые глазури (преимущественно интенсивной окраски) обжигают при более низкой температуре. В этом случае вначале при более высокой температуре обжигают само изделие, затем наносят глазурь и изделие обжигают вторично (вторичный обжиг).
Лицевую поверхность некоторых плит выполняют профилированной или структурированной исходя из функциональных требований, например, чтобы препятствовать скольжению при ходьбе, либо из соображений эстетического оформления. Профилирование и рифление лицевой поверхности по длине плит осуществляют с помощью профильного мундштука. Другие виды структурирования лицевой поверхности плит выполняют профилируемыми вальцами, которыми сдавливают движущийся брус с двух сторон сразу не выходя из мундштука.
Тыльная сторона плит.
Обжиг плит
Программу температурного режима обжига выдерживают в соответствии с рецептурным составом плит и заданным качеством конечного продукта. Температура режима обжига поддерживается автоматически по данным измерения температуры термоэлементами и результатам наблюдения за конусом Зегера. Конусы Зегера представляют собой пирамидальные образцы из силикатной массы, имеющей различные точки плавления в зависимости от ее состава; конусы устанавливают вместе с обжигаемыми изделиями из вагонетки, подвигаемые последовательно через все зоны печи. При температуре около 1230°С керамическая масса уплотняется; причем дополнительная усадка массы при обжиге составляет примерно 4%. Далее, в процессе спекания керамическая масса уплотняется без деформации изделия, превращаясь в керамический жесткий черепок с плотной структурой.
Заключительные стадии производства
1. плиты Iсорта имеют красную маркировку; они соответствуют высшему качеству по DIN 18 166, т.к. удовлетворяют наивысшим требованиям по морозостойкости, прочности на удар, цвету, уходу за ними в процессе эксплуатации;
2. плиты II сорта имеют синюю маркировку; они имеют небольшие дефекты поверхности, повреждения ребер и дефекты окраски, которые, однако, не искажают общее цветовое восприятие поверхности;
3. плиты III сорта маркируют зеленым цветом; цветовое восприятие таких плит значительно отклоняется от стандартных плит I сорта. Они могут иметь также дефекты поверхности и некоторые отклонения от допустимых размеров (длина, ширина, плоскостность поверхности, прямолинейность сторон).
2.2 Режим работы цеха (завода)
Производство керамических плиток может быть организовано в виде отдельного предприятия или входить в состав домостроительных или керамических комбинатов. Керамико-плиточное предприятие включает склады сырья и готовой продукции, массозаготовительный цех, цех основного производства, ремонтно-механический цех. Предприятие по выпуску керамических плиток может также иметь в своем составе цеха по выпуску кирпича, черепицы или других строительных керамических изделий. Режим работы цехов и отделений предприятия при наличии буферных запасов представлены в таблице 4 [8].
Таблица 4, Режим работы
|
Наименование цехов и отделений |
Количество рабочих дней в году, Nр | Количество смен в сутки, Nсм | Продолжительность смены, Тсм , ч |
|
Склад сырья: прием сырья подача сырья в производство |
365 | 3 | 8 |
| 305 | 2 | 8 | |
|
Массозаготовительный цех: предварительная подготовка сырья приготовление масс |
305 | 2 | 8 |
| 305 | 3 | 8 | |
|
Производство плиток: распылительные сушилки автоматизированные конвейерные линии (прессование, сушка, обжиг) отделение сортировки и упаковки |
365 | 3 | 8 |
| 365 | 3 | 8 | |
| 365 | 3 | 8 | |
| Отделение приготовления глазури | 305 | 3 | 8 |
|
Склад готовой продукции: прием отгрузка |
365 | 3 | 8 |
| 305-365 | 2-3 | 8 |
Годовой фонд рабочего времени составляет 8400 ч. Годовая производительность – 60 млн шт плитки [8].
2.3 Расчет производственной мощности цеха (завода)
Производственная мощность цеха (завода) определяется по формуле
![]() ,
,
М а1
М а1
![]() ,
,
П ч
Т р
Т р
![]() ,
,
где 365 – число дней в году;
N вых – число выходных дней; N вых =0;
N празд – число праздничных дней; N празд =0;
N ППР – неизбежные остановки на ремонт; N ППР =8;
n – количество смен в сутки; n =3;
t – длительность смены, t=8 ч при длительности рабочей недели 40 ч.
![]()
Отсюда следует
![]()
Тогда
![]()
2.4 Расчет сырья и вспомогательных материалов
Потребность в сырьевых материалах в час (смену, сутки, год) рассчитывают по следующим формулам:
- пресс-порошка
![]() м3 /ч
м3 /ч
где Q n – потребность в пресс-порошке, м3 /ч; V – геометрический объем изделия, м3 ; V n – объем пустот в изделии,м3 ; Кр – коэффициент разрыхления,
Q r
- глины
![]() , м3 ч
, м3 ч
где Q г – потребность в глине, м3 /ч; р п и р г – средняя плотность пресс-порошка и глины, соответственно, кг/м3 ;
- шликера
![]() м3 /ч
м3 /ч
где Q ш – потребность в шликере, м3 /ч; q в – относительное содержание влаги, равное 0,4 — 0,55;
- добавок
![]() м3 /ч
м3 /ч
где Q д – потребность в добавках, м3 /ч; Q м – расход глиномассы в час, определяемый по формуле для пресс-порошка, м3 /ч; q д – относительное содержание добавок в глиномассе при пластическом способе формования.
Средняя плотность формования массы:
![]() кг/м3
кг/м3
р м
Средняя плотность шликера:
![]() кг/м3
кг/м3
где р ш , р г и р в – средняя плотность шликера, глины и воды, соответственно, кг/м3 ; q г и q в – содержание глины и воды в шликере, %.
В таблице 5 приведены нормируемые технологические потери, имеющие место быть в производстве керамических плиток [8].
Таблица 5, Нормируемые технологические потери, %
|
Пределы производства |
Облицовочные плитки | Напольные плитки | Фасадные плитки | |||
| потери | возвращаемые в производство | потери | возвращаемые в производство | потери | возвращаемые в производство | |
| Переработка сырья | 2,0 | 0,5 | 1,0 | 0,5 | 1,0 | 0,5 |
| Массоприготовление | 3,0 | 0,5 | 3,0 | 0,5 | 3,0 | 0,5 |
|
Получение пресс-порошка |
1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 |
| Прессование | 2,0 | 1,5 | 4,0 | 3,5 | 2,5 | 2,0 |
| Обжиг | 9,0 | 8,0 | 7,5 | 6,0 | 8,0 | 7,0 |
|
Приготовление глазури |
2,0 | — | 2,0 | — | 2,0 | — |
| Перекачка глазури | 3,0 | — | 3,0 | — | 3,0 | — |
| Глазурование | 7,0 | 2,0 | 7,0 | 2,0 | 9,0 | 2,0 |
| Обжиг | 9,0 | — | 7,5 | — | 8,0 | — |
2.5 Подбор и расчет технологического оборудования
Коэффициенты для расчета годового фонда чистого времени работы основного оборудования приведены в таблице 6 [8].
Таблица 6, Технологическое оборудование
| Технологическое оборудование | Коэффициент |
Назначение оборудования |
||
| технического использования, К ти | готовности, К го | использования сменного времени, К см | ||
| Агрегат для дробления и измельчения глин | 0,96 | 0,98 | 0,83 | Приготовление глинистой суспензии |
| Дробилка щековая, бегуны | 0,97 | 0,98 | 0,95 | Дробление и помол черепа, доломита |
| Дробилка молотковая, мельница шаровая сухого помола | 0,94 | 0,99 | 0,95 | Дробление и помол отощающих |
| Сушилка барабанная | 0,93 | 0,98 | 0,98 | Сушка песка |
| Мельница шаровая мокрого помола | 0,97 | 0,99 | 0,95 | Тонкий помол отощающих |
| Мешалка пропеллерная | 0,99 | 0,99 | 0,99 | Перемешивание шликера и суспензии |
| Насос мембранный грунтовый | 0,98 | 0,99 | 0,98 | Перекачивание шликеров, глинистых суспензий |
| Распылительная сушилка | 0,90 | 0,97 | 0,94 | Обезвоживание шликеров |
| Конвейерная линия | 0,90 | — | 1,0 | Изготовление керамических плиток |
Прессование осуществляют при изготовлении облицовочных, фасадных и напольных плиток на гидравлических, коленно-рычажных прессах и гидравлических прессах КРУ-160 с двухступенчатым прессованием и сбросом давления между первой и второй ступенями для предотвращения запрессовки воздуха. В последнее время применяют аналогичные прессу КРУ-160 более совершенные прессы РУ-250 и РУ-500. техническая характеристика прессов приведена в таблице 7 [8].
Таблица 7, Техническая характеристика прессов для формования
| Показатель | Тип пресса | |||
| КРК п – 125 | КРУ – 160 | РУ – 250 | РУ – 500 | |
| Максимальное давление, МН | 1,25 | 1,6 | 2,5 | 5,0 |
| Производительность, м 2 /ч | до 53 | до 53 | до 67 | до 134 |
| Максимальное число прессований в 1 минуту | до 29 | до 20 | до 25 | до 25 |
| Количество прессуемых плиток размером 150×150 мм | 2 | 2 | 2-3 | 4 |
| Мощность электродвигателя, кВт | 7,5 | 18 | 18 | 36 |
|
Габаритные размеры, мм: длина ширина высота |
1500 | 1530 | 2500 | 2320 |
| 1200 | 1060 | 2720 | 1730 | |
| 2600 | 2800 | 3100 | 3450 | |
| Масса, т | 8 | 4,7 | 6,5 | 13,7 |
Штатная ведомость представлена в таблице 8 [8].
Таблица 8, Штатная ведомость
| Профессия рабочего, должность | Разряд | Количество рабочих | Всего | ||
| I смена | II смена | III смена | |||
| А. Производственные рабочие | |||||
| Оператор глинорыхлителя | III | 2 | 2 | 1 | 5 |
| Оператор первичной переработки сырья | III | 2 | 2 | 1 | 5 |
| Оператор автомата-укладчика | IV | 1 | 1 | 1 | 3 |
| Сушильщик | IV | 1 | 1 | 1 | 3 |
| Обжигальщик | IV | 1 | 1 | 1 | 3 |
| Дежурный электрик | IV | 1 | 1 | 1 | 3 |
| Слесарь по ремонту КИП | IV | 1 | 1 | 1 | 3 |
| Сторожа | I | 1 | 1 | 1 | 3 |
| Кладовщик | I | 1 | 1 | — | 2 |
| Рабочие склада | II | 2 | 2 | 2 | 6 |
| Рабочий по уборке помещений | II | 1 | 1 | — | 2 |
| Дежурные слесари | IV | 1 | 1 | 1 | 3 |
| Транспортировщик | II | 1 | 1 | 1 | 3 |
| Итого | 16 | 16 | 12 | 44 | |
| Б. Цеховой персонал | |||||
| Директор | — | 1 | — | — | |
| Главный инженер | — | 1 | — | — | |
| Зам. директора | — | 1 | — | — | |
| Старший инспектор по кадрам | — | 1 | — | — | |
| Инженер по охране труда и ТБ | — | 1 | — | — | |
| Начальник кадров | — | 1 | — | — | |
| Секретарь | — | 1 | — | — | |
| Главный механик | — | 1 | — | — | |
| Инженер-технолог | — | 1 | — | — | |
| Инженер-лаборант | — | 1 | — | — | |
| Главный бухгалтер | — | 1 | — | — | |
| Помощник бухгалтера | — | 1 | — | — | |
| Начальник цеха | — | 1 | — | — | |
| Старший мастер | — | 1 | — | — | |
| Мастера | — | 8 | — | — | |
| Итого | 22 | 22 | |||
| Всего | 66 | ||||
2.6 Контроль технологических процессов и качества продукции
Требования к качеству керамических облицовочных плиток и плит и методов контроля установлены следующими стандартами:
- DIN 18 155 Т3 для глазурованных плиток с низким водопоглощением (глазурованные керамические и пористые керамические облицовочные плитки);
- DIN 18 155 Т4 для облицовочных плиток с низким водопоглощением (глазурованные и неглазурованные керамические облицовочные плитки);
- DIN 18 166 для керамических фасадных плиток типа «кабанчик»;
- DIN 18 158 для клинкерных плиток при устройстве покрытий пола.
Максимально допустимые отклонения размеров для различных керамических облицовочных плиток и плит представлены в таблице 9.
Таблица 9, Допустимые отклонения размеров
| Показатели | Плитки | ||
| керамические | каменно-керамические |
керамические прислонные |
|
| Производственный стандарт | DIN18 155, ч.1 | DIN18 155, ч.4 | DIN18 166 |
| Характеристика черепка | Пористый, водопоглощение не нормировано, в среднем > 10% по массе | Плотный, водопоглощение по массе < 2% | Пористый, водопоглощение по массе для светлой керамики < 3%, для цветной < 6% |
| Способ прессования | Горизонтальный, сухой | Вертикальный, пластический | |
| Лицевая сторона | Глазурованная | Глазурованная и неглазурованная | |
| Тыльная сторона | Гладкая, слегка профилированная | Рифленая, желобчатая | |
| Применение | Для стен | Для полов | Для стен и полов |
| Стандартные размеры, см | 15×15 | 10×20 |
11,5×24 |
| Допуск по длине и ширине, % | ±0,5 | ±0,5 | ±1,0 |
| Прочность на изгиб | Не менее 17,5 | < 25 | < 20 |
3. Экологические мероприятия
Промышленность строительных материалов, изделий и конструкций оказывает огромное воздействие на окружающую среду. Это воздействие разнообразно и происходит на всех этапах, начиная от добычи сырья для производства строительных материалов, изделий и конструкций и кончая эксплуатацией зданий и сооружений. Так, предприятия строительной индустрии являются источниками загрязнения окружающей среды (воздушного и водного бассейнов, поверхности земли) цементной, асбестовой, керамзитовой и др. видами пыли, дымовыми газами тепловых установок, сточными водами, различными маслами и эмульсиями, горюче-смазочными материалами, производственными отходами и бракованными изделиями, а на специальных предприятиях – еще и отходами фенола, бензола и т.п. Кроме того, некоторые виды строительных материалов в процессе их производства и в период эксплуатации могут оказывать нежелательное воздействие на среду и человека. Другие материалы, например, полимерные материалы, лаки и краски, выделяют летучие токсичные вещества; пыль минеральной ваты оказывает раздражающее воздействие на дыхательные пути и кожу человека. Некоторые виды природных каменных и искусственных обжиговых материалов имеют повышенный радиационный фонд и т.д. Все это обусловило первую экологическую проблему отрасли.
Другой не менее важной экологической проблемой является проблема рационального и комплексного использования природных ресурсов — минеральных, водных, топливно-энергетических, утилизации многочисленных отходов.
Охрана окружающей среды означает систему государственных и общественных мероприятий, обеспечивающих сохранение природной среды, пригодной для жизнедеятельности нашего и будущего поколения людей.
Охрана окружающей среды включает в себя 4аспекта:
- экологический;
- технико-экономический;
- социально-политический;
- нравственно-этический.
Экологический аспект связан с биологическим равновесием человеческого общества с природой при глобальном загрязнении окружающей среды.
Технико-экономический аспект связан с угрозой истощения природных ресурсов.
Социально-политический аспект связан с проблемой решения этих вопросов не только в рамках отдельных регионов или даже страны, но и в глобальном масштабе, охватывающем человечество в целом.
Для предотвращения отрицательного воздействия ведется:
1. Разработка природоохранных стандартов и нормативов.
2. Осуществление систематических наблюдений, контроля и оценки ОС.
3. Разработка научных основ гигиены ОС и критериев негативного воздействия на человека.
4. Определение норм ПДК, ПВД и ПДС.
5. Внедряются автоматизированные системы контроля атмосферы, воды, почвы.
6. Разработка методики оценки экологического ущерба, наносимого загрязнением, и эффективности природоохранных мероприятий.
Учитывая все сказанное выше, можно выделить основные направления охраны окружающей среды в промышленности строительных материалов:
- использование вторичных материальных ресурсов многих отраслей промышленности;
- рациональное использование предприятиями отрасли топливоэнергетических ресурсов с выбором наиболее эффективных и менее загрязняющих окружающую среду;
- комплексное использование ВМР, ВЭР;
- переход предприятиями на мало- и безотходные технологии производства;
- рациональное водопотребление, разработка и внедрение технологий, предусматривающих минимальный расход воды, замкнутый цикл водоснабжения, эффективную систему очистки сточных вод.
4.
Технико-экономические показатели проекта
Для проектируемого производства определяются следующие технико-экономические показатели:
- годовая производительность цеха (завода) – 60 млн шт плитки;
- номенклатура выпускаемой продукции – керамическая плитка;
- численность производственного персонала – 44 чел;
- среднемесячная производительность труда на одного работающего определяется по формуле:
![]() ,
,
где М – производственная мощность цеха;
N сп – принятый списочный состав работающих, Nсп =66 чел;
12 – число месяцев в году.
![]()
Список литературы
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/keramogranit-2/
1. Чаус К.В., Чистов Ю.Д., Лабзина Ю.В. Технология производства строительных материалов, изделий и конструкций. – М.: Стройиздат, 1998.-448с.
2. Механическое оборудование предприятий строительных материалов, изделий и конструкций / С.Г. Силенок, А.А. Борщевский, М.Н. Горбовец и др. М.: Машиностроение, 1990.-416 с.
3. Журавлев М.И., Фоломеев А.А. Механическое оборудование предприятий вяжущих материалов и изделий на базе их. М.: Высш. шк., 1983-232 с.
4. Строительные машины: Справ.: В 2 т. Т. 2: Оборудование для производства строительных материалов и изделий / Под общ. ред. М.Н. Горбовца. М.: Машиностороение, 1990.-496 с.
5. Автоматизация производственных процессов в промышленности строит. Материалов. Под ред. В.С. Кочетова. М.: Стройиздат, 1986.-391 с.
6. Еремин Н.Ф. Процессы и аппараты в технологии строительных материалов.-М.: Высш. шк., 1986.-280 с.
7. Строительные материалы: Справ./ А.С. Болдырев, П.П. Золотов, А.Н. Люсов и др. М.: Стройиздат, 1989.-567 с.
8. Баженов Ю.М., Алимов Л.А., Воронин В.В., Трескова Н.В. Проектирование предприятий по производству строительных материалов и изделий. Учебник. – М. Издательство АСВ, 2005,-472 с с илл.
9. Общие требования и правила оформления текстовых документов в учебном процессе / Сост.: Е.И. Теняков; Новочерк. гос. техн. ун-т. — Новочеркасск: НГТУ, 1994.-24 с.