Крыло несущая поверхность ЛА предназначенная для создания аэродинамической подъемной силы для обеспечения равномерного горизонтального полета и маневров ЛА на всех режимах полета. Крыло обеспечивает поперечную устойчивость и управляемость ЛА. Нагрузками крыла являются аэродинамические нагрузки, массовые нагрузки и сосредоточенные нагрузки (от топливных баков и вооружения).
Крыло воспринимает Мизг., MKp.,Q. Основную долю Мизг воспринимают пояса лонжеронов, Мкр — замкнутый контур, образованный обшивкой и задней стенкой, Q — стенки лонжерона.
Для предотвращения в конструкции крыла деформаций при превышении внешними нагрузками расчетных значений, при расчете принимается коэффициент запаса F=l,5 — 2.
Характеристика материала
|
Материал |
Состав |
Вид ТО |
Свойства |
Покрытие |
Вид поставки |
|
Д16АТ |
Сu = 4,9..3,7% g= 1,2.. 1,8% Мn = 0,3..0,4% |
Закалка+ естественное старение |
σв = 540МПа |
Анодное Окс. |
Лист |
|
Д16АМ |
отжиг |
σв = 300 МПа |
Ан. Окс |
Лист |
|
|
В95 |
Сu=1,4..20% Mg=l,8..2,8% Сг = 0,1..0,25% Мn = 0,2..0,6% . Zn=5..7% |
отжиг |
σв =450МПа |
Ан. Окс. |
Заклепки |
|
ЗОХГСА |
С = 0,3% Сг = 0,8..2,8% Mg = 0,7..1,l% Si = 0,9.. 1,0% |
Закалка + отпуск |
σв = ПООМпа |
Ан. Окс. |
Болты |
Анализ конструкции агрегата
Крыло самолета — треугольное, с углом стреловидности по передней кромке 57. Задняя
кромка крыла составляет с осью симметрии самолета угол 90. Профиль крыла —
скоростной симметричный.
Основные геометрические данные крыла:
|
23м 7,154 м 5,97 м 0 -2 |
Площадь
Размах крыла с подфюзеляжной частью
Хорда по оси самолета
Угол установки
Поперечное «V»
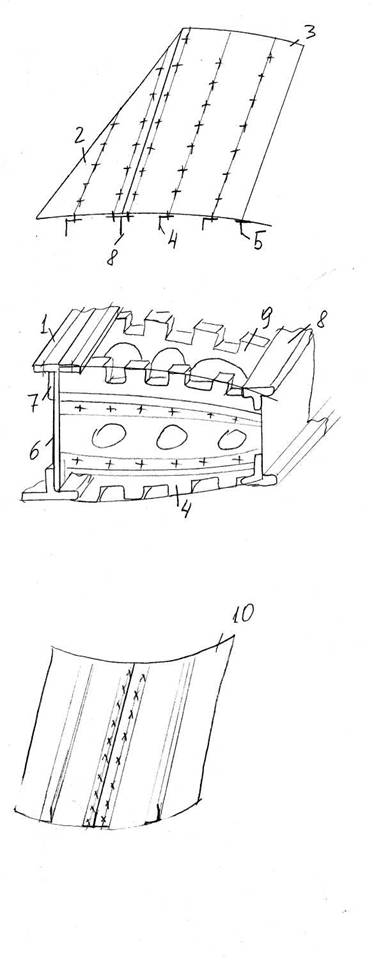
На крыльях установлены закрылки площадью 2 0,92 и элероны с осевой компенсацией площадью Ъ 0,59 м. На верхней поверхности каждой консоли крыла между нервюрами №9 и 10 имеется аэродинамический гребень, наличие которого улучшает устойчивость самолета на больших углах атаки.
Крыло самолета состоит из двух консолей. Каркас каждой консоли включает в себя: передний и задний стрингеры, передний лонжерон, главную балку, заднюю стенку корневого бакового отсека, набор нервюр и стрингеров, подкрепляющих обшивку. Передний стрингер — швеллерного сечения. Он расположен в зоне носка крыла. В головной части стрингера, в кронштейне, расположенной в зоне нервюры №1, имеются проушины под болт узла крепления к раме фюзеляжа и приливы под ось качалки управления элероном. В проушины и приливы запрессованы втулки. Кронштейн отштампован из материала В95Т. Часть стрингера, расположенная в зоне носового бакового отсека, — из материала Д20.
К стрингеру в районе носков №7 и 8 приварена коробочка из материала Д20, к шпилькам которой крепится качалка управления элероном.
Часть переднего стрингера, расположенная между носками №13 и 25, отштампована из материала Д16АТ. В стенках стрингера имеются отверстия для прокладки жгутов, тяг управления и пр. Стык составных частей переднего стрингера и отверстия в стенках стрингера усилены накладками из стали ЗОХГСА.
Передней лонжерон — швеллерного сечения. Он состоит из трех частей: головной, средней и хвостовой.
Головная часть отштампована из материала В95Т. Она имеет приливы с запрессованными втулками под горизонтальный болт крепления крыла к раме фюзеляжа, а в зоне носков %13 и 14 — под ось основной стойки шасси.
Средняя часть лонжерона отштампована из стали ЗОХГСА. Стык головной и средней части лонжерона усилен по полкам нак4ладками из материала В95АТ — л8. В зоне носка %17 в головной и средних частях запрессована втулка под ось качалки управления элероном.
Хвостовая часть лонжерона — швеллерного сечения. Она изготовлена из стали ЗОХГСА — л 1,5. Стык средней и хвостовой частей по полкам усилен стыковыми лентами из материала В95АТIВ — л 1,8.
В стенках лонжерона имеются отверстия для прокладки тяг и качалок управления элероном и коммуникационных линий.
Главная балка — таврового сечения и отштампована из стали ЗОХГСНА. На балке в зоне нервюры %1 расположена проушина с отверстиями под болты крепления в раме фюзеляжа. В зоне нервюры %5 имеется прилив под опорный подшипник оси главной стойки шасси. В зоне нервюры %6 балка крепится со стенкой переднего лонжерона двумя болтами диаметром 16мм из стали ЗОХГСНА.
Между полками главной балки и обшивкой крыла установлены прокладки из материала Д16АТ. Крепление балки с обшивкой осуществляется болтами Ø6 мм.
Задняя стенка корневого бакового отсека отштампована из материала В95Т. Швеллерное сечение балки переходит в тавровое. В зоне нервюры №1 на балке расположены проушины с запрессованными втулками под болт крепления крыла к раме фюзеляжа. К задней стенке балки крепится хвостовая часть нервюры№1 с узлом крепления крыла к раме фюзеляжа.
Задний стрингер — швеллерного сечения. Он состоит из двух частей: корневой и хвостовой. Корневая часть изготовлена из материала Д16АТ – л 2,5. хвостовая часть стрингера, изготовленная из стали ЗОХГСА — л2,5,усилена лентами: по верхней полке — из стали ЗОЧГСА — л2,5. И по нижней полке — из стали ЗОХГСА — л.2 В зоне нервюры №6 корневая и хвостовая части состыкованы между собой вкладышем швеллерного сечения из стали ЗОХГСА — лб.
Стрингерный набор выполнен в основном из профилей уголкового сечения, выполненных из материала В95АТ Д16АТ.
Поперечный набор состоит из десяти нервюр и двадцати трех носков, изготовленных из материала Д16АТ, МЛ5 — Т4 и АК4-1.
Оценка технологичности
Оценка технологичности агрегата проводится на стадии разработки проекта в соответствии с ГОСТ 142Уровень технологичности определяется по формуле:
- T=2(m/ml + k/kl+n/nl + 1/11)>4
m/m — кол — во основных ТП по сравнению с прототипом;6/6
n/nl — кол — во деталей и узлов агрегата (прототипов);6/4
k/kl — кол — во марок материалов агрегата (прототипов); 4/3
1/11 — кол — во остатки необходимой для изготовления агрегата и узлов (прототипа);4/3 Т=4 — технологичность разрабатываемого агрегата.
T=1+1.25+1.3+1.3=4.85>4
2
Разработка
Схема членения должна обеспечивать широкий фронт работ, высокую механизацию сборочных работ и максимальную производительность на минимальных площадях.
Основанием всего агрегата являются передний и задний лонжероны. Все остальные части пристыковываются к ним. Так как сборка производится с базированием по каркасу, то в первую очередь к лонжеронам крепятся нервюры, затем крепятся обшивка со стрингерами, носок, концевой обтекатель. Таким образом, можно выделить следующие части:
- передний лонжерон;
- задний лонжерон;
- бортовая нервюра;
- передний стрингер;
- задний стрингер;
- главная балка;
- задняя стенка;
- силовые нервюры;
- аэродинамический гребень;
- кронштейны навески;
- поперечный набор поперечный набор (10 нервюр и 23 носка);
- стрингерный набор.
Основанием выбора данной схемы членения является то, что возможно в общем стапеле собрать каркас, а затем присоединить остальные детали и узлы.
|
Вид соединения |
Вид крепежа |
ГГОСТ (ОСТ) |
Состояние поставки |
Вид покрытия |
Соед. элементы |
Оборуд ование |
|
заклепочное |
Заклепки с потайной головкой<120° В65-В3.5 |
ОСТ1 34038.70 |
закаленная |
Ан. Окс |
Обшивка со стрингерами, крепление стрингера к нервюре, накладки |
пневмо дрель Д25 Пневмо молото к КМП31 |
|
заклепочное |
Заклепки плоские В65-В4 |
ОСТ1 34038.78 |
закаленная |
Ан. Окс |
Крепление стенки стрингера и нервюры |
Пневмо дрель Д25, пневмо молоток КМПЗ! |
|
болтовое |
Болты с потайной головкой В5, Гайки ЗОХГСА |
ОСТ1 3116780 ОСТ1 11Т7<т |
Закаленная |
Кд |
Крепление Стабилизатора к стальной трубе валу |
Пневмо отверт. |
Характеристика
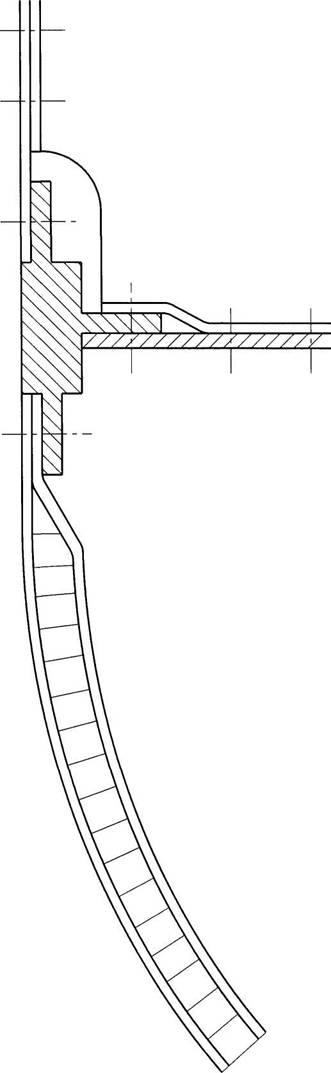
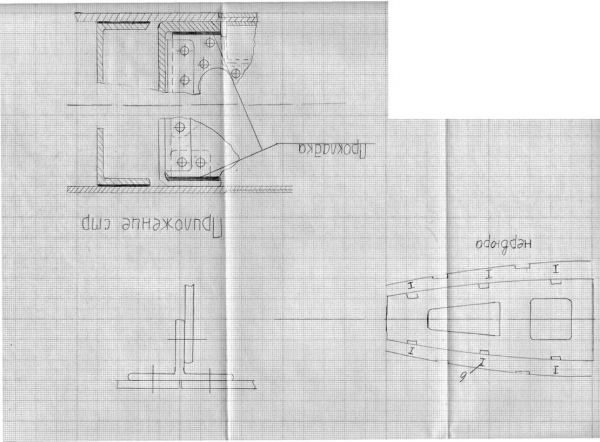
1. Соединение обшивки крыла с
нервюрами — заклепочное
соединение.
См. приложение.
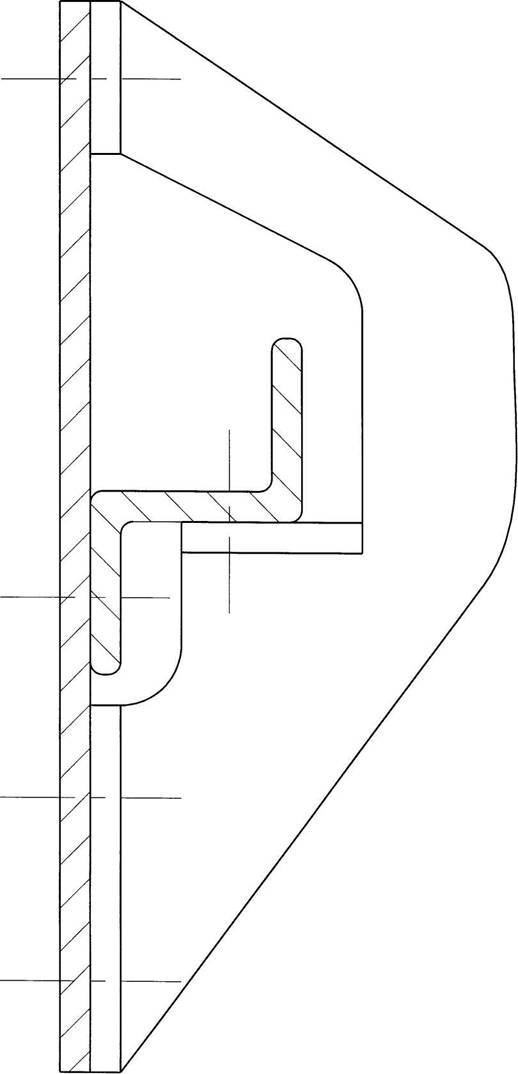
2. Соединение нервюры со
стенкой лонжерона — заклепочное
соединение.
См. приложение.
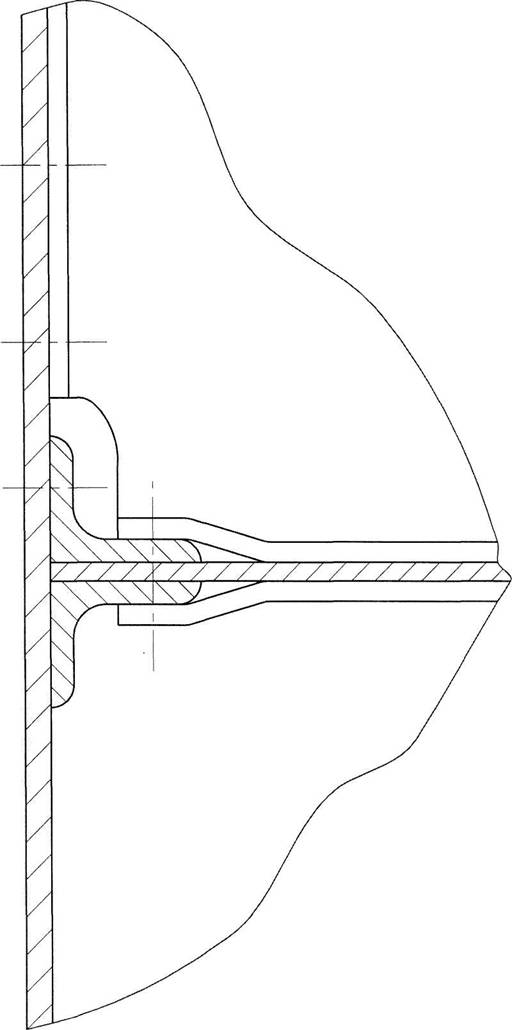
3. Стык носка крыла и верхней и
нижней панели — анкерные гайки.
См. приложение
5. Соединение стрингера с обшивкой и нервюрой — заклепочное соединение.
См. приложение
|
|

|
|
|
|
|
|

|
|
|
|

|
|
|
|
|
|
Выбор метода базирования и установочных баз при сборке
Требуемая точность ДНх=±1,0мм, бобв — 0,5мм. Goch=95%, Тосн=95%, Ст. осн=95%, Мосн=90%, Ст=1 15%, N=120%, F=95%,
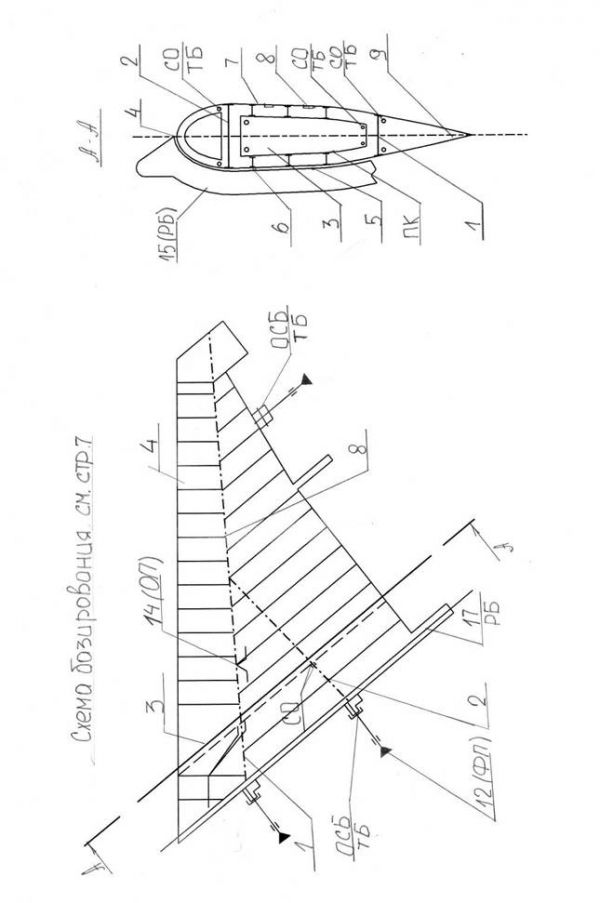
В качестве баз приняты :
- ОСБ при установке лонжерона 1 в приспособление и фиксаторы 12, 13 (ФП);
- ОСБ при установке главной балки 2 и поверхности опор 14 (ОП) приспособления;
- СО при установке и закреплении нервюр 3 носков 4, торцевой нервюры № 000;
- ПК при установке панелей 5 и 7 и законцовки крыла 10.
Выбор способов компенсации погрешностей изготовления
деталей и сборки
Панели соединяют с нервюрами через компенсаторы 6, отверстия в панели и полках лонжерона 1 и главной балки 2 не просверлены. Соединяют панель с нервюрами, лонжероном и главной балкой заклепками.
Панель с соседней панелью стыкуется через усиленную нервюру №6. Для этого дают припуск по периметру обеих панелей, а также не сверлят отверстия в панелях и нервюре.
Также ставятся прокладки между лонжероном и полками нервюр (№6,7,8,9,10).
Прокладки выполняется из Д16АТ. См. приложение.
Обеспечение
стыка с другими агрегатами
Средства обеспечения взаимозаме-
Стыковые узлы Вид соединения няемости
Стык крыла с фю — Вильчатые со-
зеляжем единения (болто — Эталонные Рабочие
вые) Калибр стыка и Контркалибр
контркалибр сты — стыка сборочного
ка приспособления,
кондуктор, разделочный стенд
Стык носка крыла и Ленточный (за — Калибр стыка. Контркалибр
средней части клепочное соеди — ШОК стыка сборочного
нение) приспособления.
Ленточный (за-
Стык панелей клепочное соеди — ШОК
нение)
Стык съёмных па — Телескопический Мастер-плита Кондуктор сбо-
нелей (болтовое) рочного приспо-
(отверстия под соблени
болты) и контур съемной панели.
Разработка
Условия поставки деталей, узлов и панелей на сборку
Лонжерон ОЧК 1 поступает на сборку собранным с установленными узлами стыка центроплана и узлами навески элерона. В отверстиях ОСБ узлов стыка имеется припуск 2 мм. В узлах навески элерона установлены подшипники. В лонжероне установлены стойки для крепления нервюр. В стойках имеются СО и НО.
Нервюры 8 и носки 4 поступают на сборку собранными, нервюры имеют СО по стыку со стойками лонжеронов.
Обшивка подается на сборку собранная в панели со стрингерами и приклепанными к ним компенсаторами 6 с отверстиями НО.
Законцовка крыла 10 поступает на сборку собранная.
Схема последовательности сборки и выполнения соединений
Сборку крыла производят в следующем порядке:
1) устанавливают лонжерон 1, базируя его по ОСБ в узлах стыка с
центропланом и узлах навески элеронов;
2) устанавливают главную балку 2 на ОСБ в узле стыка с центропланом
и опоры 14 (ОН) приспособления;
3) устанавливают нервюры 3 по СО в стенке и стойках лонжерона 1 и
главной балки 2, затем крепят ТБ. Сверлят отверстия по НО в стойках и
соединяют нервюры с лонжероном и главной балкой заклепками ЗП;
4) открывают рубильники и устанавливают носки 4. По НО в стойках
сверлят отверстия в стенках нервюр носков, соединяют их заклепками ЗИ.
По кондукторным линейкам 18 сверлят и зенкуют отверстия в обшивке
носка и полке лонжерона, и соединяют носок с лонжероном заклепками ЗУ;
5) открывают рубильники по нижней дужке крыла, устанавливают на каркас
панель 5. Соединяют ее с нервюрами через компенсаторы 6. По
кондукторным линейкам 18 сверлят и зенкуют отверстия в панели и полках
лонжерона 1 и главной балки 2. Затем соединяют панель с нервюрами,
лонжероном и главной балкой заклепками ЗУ и ЗП;
6) открывают рубильники по верхней дужке крыла, устанавливают панель 7 и
соединяют ее с каркасом;
7) для подхода к зонам сборки съемный люк снимают;
8) устанавливают нервюру №1 11 по СО в стойках лонжерона 1 и главной балки
2 и в стенке нервюры;
9) по кондукторам 30 и 31 в обшивке сверлят отверстия УБО для
установки крыла в разделочный стенд.
7
|
|
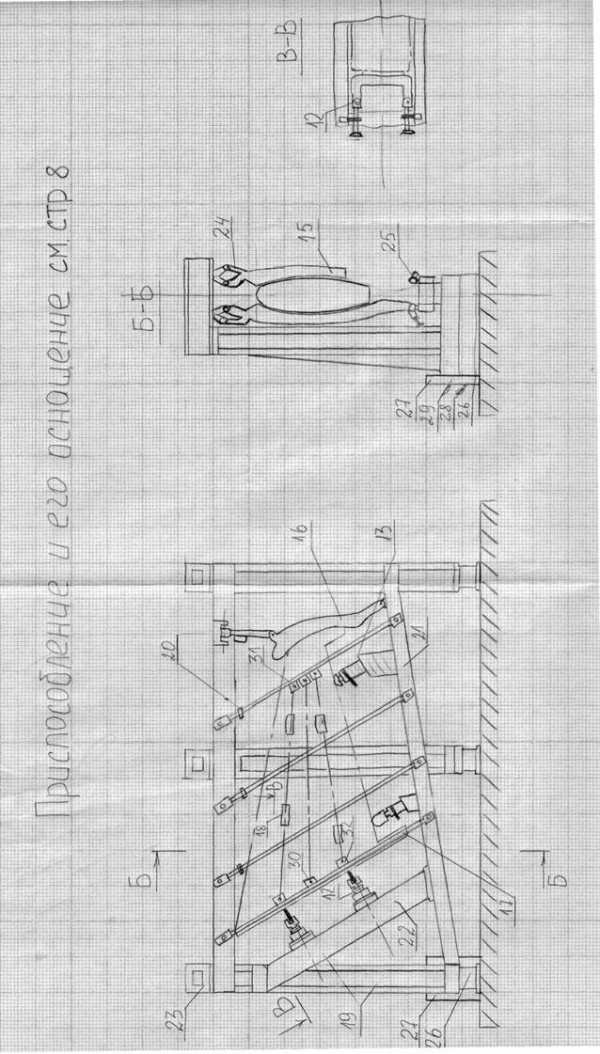
Приспособление
Приспособление состоит из каркаса, верхних и нижних балок, узлов фиксации разъемов крыла с центропланом и навески элерона.
Каркас состоит из нормализованных элементов: основания 26, колонн 19 и кронштейнов 28.
На балках 20 и 21 смонтированы рубильники 15, 16, 17 с гидроподъемниками 24 и фиксаторы навески элерона 13. На наклонной балке 22 установлены фиксаторы 12 узлов разъема крыла с центропланом.
Рубильники 15, 16, 17 закрепляют в вилках нижней балки гидравлическими зажимами 25.
На рубильниках 15 смонтированы упоры 14. Они служат для установки в сборочное положение переднего лонжерона 2. Управление гидроподъемниками 24 и гидравлическими зажимами 25 производят от пульта 27 кранами 28 и 29.
На рубильниках у торцевой и корневой нервюр по нижней дужке смонтированы кондукторные втулки 30 и 31 для сверления отверстий УБО в обшивке 32 и нанесения нивелировочных точек на ОЧК
|
|