
новых технологий призваны облегчать жизнь человечеству, как в выполнении различного рода работ, так и в повседневной жизни. Сложно представить современного человека, который не использует технику ежедневно. Будь то общественный транспорт, для передвижения по городу, либо же специализированная техника, для выполнения работы. Автомобилестроение не стоит на месте, а развивается весьма интенсивно. Но при всей современности автомобиль по-прежнему остается основным загрязнителем окружающей среды. Но есть все предпосылки, что новые технологии производства в недалеком будущем, сделают автомобиль более экологичным.
Задняя подвеска, технологический процесс сборки которой будет усовершенствован — пневматическая. Пневмобаллоны питаются воздухом из ресиверов, располагающихся под потолком по бортам автобуса. Система регулирования положения кузова позволяет поддерживать уровень пола постоянным вне зависимости от режимов движения и дорожных условий. Управление подвеской может быть как механическим, так и электронным. Данная подвеска является зависимой, на четырех пневмобаллонах и с четырьмя амортизаторами телескопического типа. Включает два регулятора положения кузова. Задний мост соединен с кузовом двумя верхними и двумя нижними реактивными штангами.
1. Общая часть
1.1 Характеристика объекта сборки
Подвеска автомобиля предназначена для обеспечения упругой связи между колесами и кузовом автомобиля за счет восприятия действующих сил и гашения колебаний. Подвеска входит в состав ходовой части автомобиля.
Подвеска автомобиля включает направляющий и упругий элементы, гасящее устройство, стабилизатор поперечной устойчивости, опору колеса, а также элементы крепления.
Элементы подвески соединяются между собой и с кузовом автомобиля с помощью элементов крепления. В подвеске используются, в основном, три вида креплений: жесткое болтовое соединение, соединение с помощью эластичных элементов (резино-металлические втулки, сайлент-блоки) и шаровой шарнир (шаровая опора).
В зависимости от конструкции направляющих элементов различают два типа подвески — независимая и зависимая.
Зависимая подвеска объединяет колеса жесткой балкой, и образует так называемый мост автомобиля. Перемещение одного из колес в поперечной плоскости передается другому колесу. Зависимая подвеска вследствие своей простоты имеет высокую надежность.
Как и любая другая система, пневмоподвеска имеет свои достоинства и недостатки. Основным достоинством пневматической подвески является высокая плавность хода автомобиля и отсутствие каких-либо шумов, так как в качестве упругого элемента используется сжатый воздух. Однако в зависимости от предназначения автомобиля, пневмоподвеска может быть и, напротив, — жесткой. К достоинствам также можно отнести автоматическое регулирование клиренса и жесткости отдельных стоек в движении. К недостаткам можно отнести очень плохую ремонтопригодность элементов пневмоподвески. Так, например, пневматические стойки абсолютно неремонтопригодны и при выходе из строя подлежат только замене. Также стоит отметить, что на ресурс пневмоподвески весьма негативно влияют отрицательные температуры и дорожные реагенты.
Подвеска автомобиля «ГАЗ 53»
... -- Механическая подвеска, упругим элементом которой является торсион По управляемости *Активная (управляемая) *Полуактивная (управляется только дорожный просвет) *Пассивная (неуправляемая) Более детально рассмотрим подвеску автомобиля ГАЗ 53. 1. Общий вид Подвеска автомобиля выполнена на ...
Уровень технологичности конструкции при сборке отвечает следующим требованиям:
1) при конструировании узлов предусмотрено подразделение их на группы и подгруппы;
2) узлы не являются чрезмерно сложными, крупными и тяжелыми, вместе с тем, их число на автомобиле не является большим;
3) в узлах наименьшее число разъемных соединений;
4) в условиях массового производства предусмотрена взаимозаменяемость деталей и узлов, тем самым сведены до минимума пригоночные работы при сборке;
5) конструкция детали, узла, изделия обеспечивает удобство сборки, в частности, места расположения крепежных деталей доступны для соответствующего сборочного инструмента;
6) узлы допускают возможность проведения их испытания или обкатки до их соединения с другими элементами машин;
7) конструкция изделия допускает возможность осуществления автоматической сборки при больших объемах выпуска изделий, возможность применения механизированных средств производства для сборки, а также возможность сборки с наименьшими затратами труда и средств;
8) сборка изделия производится из отдельных узлов параллельно.
1.2 Технические условия на сборку
1 Технические требования к затяжке по ОСТ 37.001.037-72.
1 Сварное соединение 2 класса по СТБ 1016-96.
2 При установке балок подвески поз. 1 и поз. 2 на мост разность размеров Г и Д должна быть не более 2 мм.
Точность СК: остальное — Р3 ГОСТ 30021-93.
Затяжку болтов поз. 8 производить с Мкр. От 275 до 313 Нм, с последующей шплинтовкой шплинт — проволокой, затяжку болтов поз. 9 или поз. 10 производить с Мкр. От 432 до 490 Нм с последующей отгибкой стопорных пластин роз. 7 на соответствующие грани головок болтов.
Остальные ТТ по СТБ 1016-96 и СТБ 1022-96.
Болты поз. 10 или 9 затягивать в три этапа крест накрест: первый этап — до 100 Нм; второй этап — до 300 Нм; третий этап — до 490 Нм.
2. Технологическая часть, .1 Обоснование типа производства
Изучив служебное назначение изделия, его сборочные и рабочие чертежи, а также программу выпуска, выбираем тип производства. Тип производства характеризуется коэффициентом закрепления операций за одним рабочим местом или единицей оборудования и определяется по формуле:
 ; (1)
; (1)
где — число различных технологических операций, выполняемых в течение месяца;
![]() ;
;
![]() — число рабочих мест, на которых выполняются данные операции. Операция по сборке задней подвески выполняются на подставке для подсборки задней подвески, на подставке для сварки задней подвески и на слесарном верстаке. Транспортируется задняя подвеска мостовым краном.
— число рабочих мест, на которых выполняются данные операции. Операция по сборке задней подвески выполняются на подставке для подсборки задней подвески, на подставке для сварки задней подвески и на слесарном верстаке. Транспортируется задняя подвеска мостовым краном.
Соединение деталей посадкой с натягом (прессовое соединение)
... изменяться действительные нагрузочные способности соединения и напряжений деталей. Пределы рассеивания натяга уменьшаются с повышением классов точности изготовления деталей. Вероятность минимальных и максимальных ... В приближенных расчетах прочности соединения стальных и чугунных деталей принимают: 0,08...0,1 -- сборка прессованием; О,12. ..0,14 -- сборка с нагревом или охлаждением. Изгибающий ...
![]() ;
;
![]() .
.
Коэффициенту К зо =1,75 соответствует крупносерийное производство.
2.2 Определение числа сборочных единиц и составление комплектовочной карты
После изучения сборочных чертежей и технологического анализа конструкции выявим базовые детали, количество сборочных единиц и порядок комплектования узлов и изделий в процессе сборки задней подвески.
Разбивка изделия на сборочные единицы — это основная работа при проектировании технологического процесса сборки.
Базой задней подвески является мост. Относительно его определяется положение левой и правой балок, ограничителя, кронштейна, стопорной пластины. Перечисленные детали устанавливаются на задний мост. Задняя подвеска в процессе установки на автобус не подвергается разборке, что упрощает процесс ремонта подвески и установки ее на автомобиль. При установке задней подвески на автобус базовой деталью, определяющей её положение, является каркас. Верхняя часть балки через реактивные штанги крепится к каркасу.
Для обеспечения удобства сборки задней подвески и установки её на автомобиль составляется комплектовочная карта.
Комплектование выполняет следующие функции:
- накопление, учет и хранение деталей, сборочных единиц и комплектующих изделий;
- подбор составных частей сборочных единиц по номенклатуре и количеству, размерным и массовым группам;
- пригонка сопрягаемых деталей в отдельных соединениях;
- доставка сборочных комплектов к постам сборки до начала выполнения сборочных работ.
2.3 Обоснование выбранных видов соединений
Все соединения можно классифицировать по следующим признакам:
1 По конструкции, условиям эксплуатации и возможности демонтажа:
1.1 неподвижные разъемные (резьбовые, шпоночные и шлицевые, штифтовые, конические);
1.2 неподвижные неразъемные (заклепочные, сварочные, клеенные, развальцованные, цилиндрические прессовые, паянные);
3 подвижные разъемные (цилиндрические с зазором, например валы-подшипники скольжения, плунжеры-втулки, зубья колес);
4 подвижные неразъемные (некоторые подшипники качения, запорные клапаны);
2 По виду контакта сопрягающихся поверхностей деталей:
2.1 соединения с непосредственным контактом по поверхности сопряжения (общим, местным, линейным, точечным);
2 соединения с контактом по поверхности сопряжения через промежуточный слой материала;
3 По способу сборки:
3.1 соединения, осуществляемые установкой сопрягаемых деталей по охватывающим (охватываемым) поверхностям или по установочным элементам сборочных приспособлений (соединения с гарантированным зазором);
3.2 соединения, выполняемые пластическим деформированием крепежных деталей (заклепок) или соединяемых деталей (раскернивание, расклепывание, развальцовывание, отбортовка, отгибка, постановка шплинтов, рифленых штифтов);
3 соединения, выполняемые упругим деформированием соединяемых или соединительных деталей (прессовые, постановка упругих стопорных колец, разрезных шайб, защелок и т.п.);
4 разъемные соединения, осуществляемые различными крепежными и фиксирующими деталями (резьбовые детали, клинья, цилиндрические и конические штифты);
5 соединения, осуществляемые введением в зону контакта сопрягаемых деталей дополнительного материала (наплавляемого металла при сварке, припоя, клея, мастик, пластмасс);
6 соединения, получаемые специальными методами (заливкой расплавленного металла, обвязкой проволокой, соединение скрепками и т.п.).
При сборке задней подвески приходится иметь дело со следующими видами соединений:
1 По конструкции, условиям эксплуатации и возможности демонтажа:
2 Неподвижные неразъёмные (ограничитель приварен к балкам).
2 По виду контакта сопрягающихся поверхностей деталей:
2.1 соединения с непосредственным контактом по поверхности сопряжения (относятся все соединения).
По способу сборки:
3.1 разъемные соединения, осуществляемые различными крепежными и фиксирующими деталями (резьбовые детали);
2 соединения, осуществляемые введением в зону контакта сопрягаемых деталей дополнительного материала (наплавляемого металла при сварке).
Для наглядности представим все соединения в виде таблицы 1.
Таблица 1 — Обоснование выбранных видов соединений
|
Наименование соединяемых деталей |
Вид соединения |
Обоснование выбора вида соединения |
|
балка-мост |
неподвижное разъёмное, соединение с непосредственным контактом по поверхности сопряжения |
простота сборки и разборки, достаточная прочость и надежность |
|
ограничитель-балка |
неподвижные неразъёмные, с непосредственным контактом по поверхности сопряжения, выполняемые введением в зону контакта сопрягаемых деталей дополнительного материала |
обеспечивает высокую надежность и прочность соединения |
|
кронштейн-мост |
неподвижное разъёмное, соединение с непосредственным контактом по поверхности сопряжения |
простота сборки и разборки, достаточной прочность и надежность |
2.4 Выбор методов обеспечения точности сборки
Точность сборки деталей и узлов автомобиля напрямую влияет на качество и надежность автомобиля при его эксплуатации. Для обеспечения заданных характеристик автомобиля нужно выбрать метод, обеспечивающий заданную точность при сборке. К методам обеспечения точности сборки относят сборку с полной, неполной и групповой взаимозаменяемостью, с пригонкой, с регулированием и с компенсирующими материалами.
Выбор требуемых методов обеспечения точности сборки представлен в таблице 2.
Таблица 2 — Выбор методов обеспечения точности сборки
|
Наименование сопряжения |
Номер (по каталогу) и наименование сопряженных деталей |
Выбранный метод сборки и его обоснование |
|
|
Деталь, посадочная поверхность |
Деталь, посадочная поверхность |
||
|
балка-мост (болт-гайка H7/g6) |
отверстие под стяжку в балке |
отверстие под стяжку в мосту |
метод полной взаимозаменяемости. |
|
ограничитель-балка (сварка) |
наружная поверхность ограничителя |
наружная поверхность балки |
метод полной взаимозаменяемости. |
|
кронштейн-мост (болт-гайка H7/g6) |
отверстие в кронштейне |
отверстие в мосту |
метод полной взаимозаменяемости. |
|
балка-мост (штифт H7/g6) |
отверстие в балке |
отверстие в мосту |
метод полной взаимозаменяемости |
|
стопорение проволокой |
отверстие в головке болта |
отверстие в головке болта |
|
2.5 Технологические
Технологические инструкции используются для уменьшения трудоёмкости разработок технологических процессов сборки, сокращения сроков технической подготовки производства, сокращения общего количества документов на предприятии. Они составляются на наиболее часто повторяющиеся процессы (операции), включающие в себя общие приёмы работ.
Составим технологическую инструкцию для установки кронштейна на мост., В процессе установки кронштейна на мост используются следующие оборудование и инструменты:, Подставка для сборки подвески задней А-9759.0180;, Гайковёрт 271-ЕU;, Головка на 24.
Техника безопасности при установке кронштейна на мост:
Проверить состояние своей спецодежды и других СИЗ. Спецодежда должна быть чистой, исправной, по размеру подогнанной, застёгнута на все пуговицы. Волосы убраны под головной убор.
Рабочее место следует содержать в чистоте и порядке.
Перед началом работы следует проверить исправность оборудования и инструментов. Убедиться в исправности пневмоинструмента.
Не приступать к работе в болезненном или утомлённом состоянии.
Детали, необходимо укладывать устойчиво в специально отведенное место, не загромождая проходы.
При завёртывании болтов следует надёжно устанавливать инструмент на головки болтов.
7 После окончания работы собрать и сложить все незакреплённые детали, инструмент и приспособления. Привести в порядок своё рабочее место.
После окончания работы с пневмоинструментом нужно: закрыть вентиль на воздушной магистрали и отсоединить от неё шланг; вынуть вставной инструмент; отсоединить шланг от пневмоинструмента и свернуть его.
Привести в порядок спецодежду.
10 Вымыть с мылом руки и лицо или принять душ.
Установка кронштейна на мост осуществляется следующим образом:
установить заднюю подвеску на подставку для сборки подвески задней;
установить кронштейн на мост;
совместить отверстия;
затянуть с Мкр от 275 до 353 Нм.
Контроль:
1) Внешним осмотром проверить чистоту, комплектность и целостность крепежных деталей;
2) Проверить момент затяжки резьбовых соединений (от 275 до 353 Нм).
2.6 Технологическая схема сборки
Для удобства составления технологического процесса составляется технологическая схема сборки, которая позволяет наглядно показать весь технологический процесс сборки, что обеспечивает лёгкость чтения технологического процесса.
2.7 Режим работы участка
Предприятие, на котором осуществляется рассматриваемый технологический процесс, работает по пятидневной рабочей неделе. Нерабочие дни — суббота и воскресенье. Рабочих дней в 2015 году — 260.
Предприятие работает в две смены. Начало работы 1 смены в 7.00, окончание в 15.20, для второй смены начало работы в 15.20, окончание в 23.35. Перерыв для приёма пищи — 20 минут (с 11.00 до 11.20) для первой смены и 15 минут (с 19.20 до 19.35) для второй смены. Длительность рабочей смены из расчёта работы 40 часов в неделю составляет 8 часов.
2.8 Расчет годовых фондов времени
Годовые фонды времени — рабочих, оборудования, рабочих мест (рабочих постов) определяют, исходя из режима работы участка. Различают два вида годовых фондов времени: номинальный и действительный.
![]() , (2)
, (2)
где — соответственно число дней в году и число выходных дней;
![]() — количество праздничных дней в году;
— количество праздничных дней в году;
dп =7;
![]() — средняя продолжительность рабочей смены, ч;
— средняя продолжительность рабочей смены, ч;
tсм =8 ч;
![]() — сокращение длительности смены в предпраздничные дни, ч;
— сокращение длительности смены в предпраздничные дни, ч;
t ск =1 ч;
![]() — количество предпраздничных дней в году;
— количество предпраздничных дней в году;
nп = 8.
![]()
Действительный годовой фонд времени ![]() , ч, учитывает фактически отрабатываемое время рабочим в течение года с учетом отпуска (годового, учебного, по болезни) и потерь по уважительным причинам и определяется по формуле
, ч, учитывает фактически отрабатываемое время рабочим в течение года с учетом отпуска (годового, учебного, по болезни) и потерь по уважительным причинам и определяется по формуле
![]() , (3)
, (3)
где ![]() — продолжительность отпуска рабочего, рабочие дни;
— продолжительность отпуска рабочего, рабочие дни;
dо.р. =18; сделать так везде!!!!!
![]() — коэффициент, учитывающий потери рабочего времени по уважительным причинам;
— коэффициент, учитывающий потери рабочего времени по уважительным причинам;
nр =0,97.
![]()
Номинальный годовой фонд времени работы оборудования ![]() , ч, учитывает время, в течение которого оно может работать при заданном режиме работы, и определяется по формуле
, ч, учитывает время, в течение которого оно может работать при заданном режиме работы, и определяется по формуле
![]() , (4)
, (4)
где — количество смен работы.
у=2.
![]()
Действительный годовой фонд времени работы оборудования ![]() , ч, учитывает неизбежные простои оборудования в профилактическом обслуживании и в ремонтах и представляет собой время, в течение которого оно может быть полностью загружено производственной работой
, ч, учитывает неизбежные простои оборудования в профилактическом обслуживании и в ремонтах и представляет собой время, в течение которого оно может быть полностью загружено производственной работой
![]() , (5)
, (5)
где ![]() — коэффициент, учитывающий потери времени на выполнение планово-предупредительного ремонта оборудования.
— коэффициент, учитывающий потери времени на выполнение планово-предупредительного ремонта оборудования.
![]()
![]()
р.м.
![]()
От годовых фондов времени зависит количество оборудования, рабочих мест или постов, размер производственных площадей и пр.
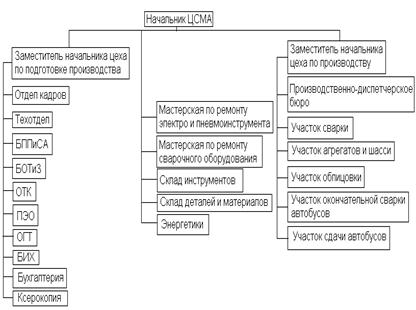
Рисунок 8 — Структура цеха сборки малых автобусов
Рисунок
2.9 Внутризаводской транспорт
На предприятии «МАЗ» используется большое количество транспортных средств, которые предназначены для доставки деталей, узлов, сборочных единиц и заготовок со складов, а так же для перевозки грузов между цехами. Транспорт предприятия представлен железнодорожным транспортом, грузовыми автомобилями, электрокарами, вилочными погрузчиками, рохлями, мостовыми кранами, кран-балками и ручными тележками.
Железнодорожный транспорт предназначен для доставки на предприятие сырья, а так же вывоза готовой продукции и отходов.
Грузовые автомобили различной грузоподъемности применяют для вывоза отходов производства, перемещения по заводу деталей, узлов, сборочных единиц, так же применяется для буксирования каркасов на специальных платформах. Грузовые автомобили используются собственного производства.
Электрокар ЭК-1.00-1 — универсальная высокоманевренная машина, предназначенная для транспортировки грузов внутри промышленных помещений и цехов, а так же на объектах, где экологически недопустимо или технически нецелесообразно применение других видов транспортных средств.
Номинальная грузоподъемность 2000 кг. Масса снаряженного электрокара 1750 кг. Полная масса электрокара 3750 кг. Распределение полной массы, кг: — на переднюю ось — 1555 — на ведущий мост — 2195. Максимальная скорость на горизонтальном участке дороги, км/ч 20. Погрузочная высота, мм. 800. Наименьший внешний радиус поворота, м — 3. Двигатель — тип электрический, постоянного тока — модель ДПТ-4.0-У2 — номинальная мощность, кВт. 4.0 — номинальное напряжение, В — 75, номинальная частота вращения, об/мин. 1400. Рама сварная из гнутых профелей. Подвеска — управляемой оси полые резиновые рессоры — ведущего моста полуэллиптические рессоры. Колеса и шины — колеса односкатные с разъемными дисками — размер колес, дюйм 3.75-13 — шины пневматические, камерные, десятислойные — размер шин, дюйм (мм).
6.00-13 (609х155) диагональные. Управление рулевое — рулевой механизм червячного типа. Система тормозная — рабочий тормоз (ножной) барабанного типа, с двумя внутренними разжимаемыми колодками на колесах ведущего моста, с усилением на переднем и заднем ходу — привод рабочего тормоза гидравлический. Стояночный (резервный) тормоз барабанного типа, с внутренними разжимаемыми колодками на колесах ведущего моста с усилением на переднем и заднем ходу. Электрооборудование — система проводки двухпроводная — номинальное напряжение, В-силовой (тяговой) сети от 40 до 80 — сетей освещения и сигнализации 24. Габаритные размеры, мм — длина 3315 — ширина 1300 — высота (по крыше кабины) 2200 Габаритные размеры грузовой платформы, мм — длина 2050 — ширина 1300 Аккумуляторная батарея: — тип КГ, емкость, А.ч. не менее 160 Система управления. теристорно-импульсная или контакторная.
Производитель: Могилевский автомобильный завод им. С.М.КИРОВА.
Вилочные погрузчики используются для разгрузки грузовых автомобилей, перевозки и складирования контейнеров с деталями и узлами. Внутри цехов используются погрузчики небольшой грузоподъемности на электрической тяге, на открытой территории предприятия используются «дизельные» погрузчики с грузоподъемностью до 12,5 тонн.
В качестве «дизельного» погрузчика используются такие погрузчики, как АМКОДОР 451А.
Таблица 1 — Техническая характеристика АМКОДОР 451 А
|
Наименование покаателя |
Значение |
|
Номинальная грузоподъемность, при расстоянии центра массы номинального груза от спинки вил 600 мм, кг |
5 000 |
|
Номинальная высота подъема груза, мм |
3 300 |
|
Высота свободного подъема груза, мм |
200 |
|
Тип грузоподъемника |
Дуплекс |
|
Габаритные размеры, мм: длина, включая спинку вил ширина высота |
3 880 2 000 2 650 |
|
Радиус поворота по наружному габариту, мм |
|
|
База, мм |
2 225 |
|
Колея, мм: передних колес задних колес |
1465 1590 |
|
Клиренс, мм: под грузоподъемником в центре базы |
170 220 |
|
Максимальная скорость движения, км/ч: I передача II передача задний ход |
11 20 11 |
|
Преодолеваемый подъем на длине 12 м с номинальным грузом, % |
20 |
|
Максимальная скорость подъема номинального груза, м/с |
0.24 |
|
Скорость опускания вил, м/с с номинальным грузом без груза |
0.5 0.5 |
|
Дизель |
Д-245 |
|
Мощность номинальная, кВт |
77 |
|
Трансмиссия |
Гидромеханическая |
|
Мосты: передний задний |
Ведущий Управяемый |
|
Подвеска: переднего моста заднего моста |
Жесткая Балансирная |
|
Шины: передних колес / количество задних колес / количество |
8.25 -15/4 8.15 -15/2 |
|
Рулевое управление |
Гидрообъемный рулевой механизм с приводом на колеса заднего моста |
|
Рабочий тормоз |
Могодисковый в масляной ванне, встроен в передний мост, гидроуправляемый |
|
Стояночный тормоз |
Однодисковый, постоянно замкнутый, сухого трения, установлен на входном фланце ведущего моста, гидроуправляемый |
|
Давление в гидравлических системах, ограничиваемое предохранительными клапанами, МПа: погрузочного оборудования рулевого управления рабочего тормоза стояночного тормоза |
16 16 4 5 |
|
Снаряженная масса, кг |
7 400 |
|
Полная масса, кг |
12 400 |
Тележка гидравлическая (рохля) — применяется в цехах для перемещения паддонов, контейнеров и прочих емкостей массой до 2,5 тонн.
Мостовые краны, грузоподъемностью от 5 до 20 тонн используются как в производственных помещениях так и за их пределами, предназначены они для перемещения различных видов грузов в пределах своей рабочей зоны. Мостовым краном управляет отдельный рабочий, имеющий разрешение на управление данной грузоподъемной машиной.
Кран-балки, грузоподъемностью от 1 до 5 тонн предназначены для выполнения погрузочно-разгрузочных работ при различных технологических операциях внутри цеха. Кран-балкой управляет рабочий, который совершает так же и сборочные операции, но имеет разрешение на управление кран-балкой.
Ручные тележки предназначены для перевозки малогабаритных грузов по территории цеха. Максимальная грузоподъемность данной тележки составляет 150 кг.
2.9 Правила внутреннего распорядка
Правила внутреннего распорядка — это правила, регламентирующие трудовой режим, распорядок работы, эти правила устанавливаются администрацией предприятия по согласованию с профсоюзной организацией. Правила внутреннего трудового распорядка отнесены к локальному нормативному акту, регулирующему вопросы трудовых отношений на уровне отдельно взятого предприятия, учреждения, организации.
Вход на завод и выход с него осуществляется строго по пропускам. На предприятии установлена рабочая неделя продолжительностью:
40-часовая — для работников с нормальными условиями труда;
35-часовая — для инвалидов 2 группы, работников с особо вредными условиями труда, работников в возрасте от 16 до 18 лет;
23-часовая — для работников в возрасте от 14 до 16 лет.
В связи с производственной необходимостью, график работы предприятия может быть уточнен нанимателем по согласованию с профсоюзом в любое время текущего года.
Таблица 2 — Режим работы для работников предприятия
|
РАСПОРЯДОК РАБОТЫ |
|||||
|
Категории работников |
Смены |
Продолжительность рабочего дня в обычные дни (час/мин) |
Продолжительность перерыва на обед |
Начало в конец работы по сменам в обычные дни (час/мин) |
|
|
Для работников работающих в одну-, |
1 |
8.00 |
20 |
7.00 |
15.20 |
|
две-, три смены, кроме работников отделов и |
2 |
8.00 |
10 |
15.20 |
23.30 |
|
служб заводоуправления |
3 |
10 |
23.30 |
6.40 |
|
|
Для работников |
|||||
|
отделов и служб заводоуправления |
1 |
8.00 |
20 |
7.40 |
16.00 |
Годовой фонд рабочего времени при 40-часовой рабочей недели — 2008 часов, при 35-часовой — 1756 часов.
Рабочие, специалисты и служащие структурных подразделений завода, которые работают не по заводскому графику, работают по соответствующим графикам, утвержденным администрацией и согласованным с цеховым комитетом профсоюзов.
В соответствии с артикулом ПК РБ и Указом Президента Республики Беларусь «Об государственных праздниках и праздничных днях» от 1999 г. установлены праздничные дни: 1 января — Новый год; 7 января — Рождество Христово; 8 марта — День женщин; 1 мая — День труда; 9 мая — День Победы; 3 июля — день Независимости; 7 ноября — День октябрьской революции.
В соответствии с «Декретом Президента №1» в случае употребления спиртных напитков на рабочем месте, либо нахождение в состоянии алкогольного опьянения, работника увольняют согласно статье.
Обязанностями работника являются:
добросовестно трудиться;
подчиняться установленному трудовому распорядку;
обеспечить соблюдение требований, установленных к качеству продукции;
не допускать брака, соблюдать технологическую, трудовую дисциплину;
соблюдать требования по охране труда
бережно относиться к имуществу нанимателя, рационально его использовать;
содержать оборудование и приспособления в исправном состоянии.
К правилам внутреннего распорядка так же относится выполнение норм и правил техники безопасности, как общей, так и для своего рабочего места.
Обязанностями нанимателя являются:
рационально использовать труд работников;
обеспечивать трудовую и производственную дисциплину;
вести учет фактически отработанного работником времени;
выплачивать заработную плату в сроки и размерах, установленных законодательством, коллективным договором, соглашением или трудовым договором;
обеспечивать здоровье и безопасные условия труда на рабочем месте, соблюдать установленные нормативными правовыми актами требования по охране труда и предоставить гарантии и компенсации за работу с вредными и (или) опасными условиями труда. При отсутствии в нормативных правовых актах требований, обеспечивающих безопасные условия труда, наниматель принимает меры по обеспечению здоровых и безопасных условий труда;
принимать необходимые меры по профилактике производственного травматизма, профессиональных и других заболеваний работников, постоянно контролировать знание и соблюдение работниками требований инструкций по охране труда и пожарной безопасности, своевременно и правильно проводить расследование и учет несчастных случаев на производстве;
в случаях, предусмотренных законодательством и локальными нормативными правовыми актами, своевременно предоставлять гарантии и компенсации в связи с вредными и (или) опасными условиями труда (сокращенный рабочий день, дополнительные отпуска, лечебно-профилактическое питание и др.), соблюдать нормы по охране труда женщин, молодежи и инвалидов;
обеспечивать работников в соответствии с установленными нормами специальной одеждой, специальной обувью и другими средствами индивидуальной защиты, организовывать надлежащее хранение и уход за этими средствами;
обеспечивать соблюдение законодательства о труде, условий, установленных коллективными договорами, соглашениями, другими локальными нормативными правовыми актами и трудовыми договорами;
своевременно оформлять изменения в трудовых обязанностях работника и знакомить его с ними;
обеспечивать повышение квалификации или переподготовку работников;
создавать необходимые условия для совмещения работы с обучением в соответствии с Трудовым кодексом;
обеспечивать участие работников в управлении организацией, своевременно рассматривать критические замечания работников и сообщать им о принятых мерах
представлять статистические данные о труде в объеме и порядке, определяемые законодательством;
оформлять изменения условий и прекращение трудового договора с работником приказом (распоряжением), постановлением;
отстранять работников от работы в случаях, предусмотренных Трудовым кодексом;
исполнять другие обязанности, вытекающие из законодательства, локальных нормативных правовых актов и трудовых договоров.
2.10 Вопросы ресурсо- и энергосбережения
Наиболее распространенный способ экономии электроэнергии — оптимизация потребления электроэнергии на освещение. Ключевыми мероприятиями оптимизации потребления электроэнергии на освещение являются:
максимальное использование дневного света (повышение прозрачности и увеличение площади окон, дополнительные окна);
повышение отражающей способности (белые стены и потолок);
использование осветительных приборов только по необходимости;
повышение светоотдачи существующих источников (замена люстр, плафонов, удаление грязи с плафонов, применение более эффективных отражателей);
замена ламп накаливания на энергосберегающие (люминисцентные, компактные люминисцентные, светодиодные).
Например, лампа люминисцентная энергосберегающая VES electric T3 3U 18W/827 E27. Минимальная цена: 43 750 руб. Потребляемая мощность: 18 Вт. Рабочее напряжение 220-240В/ 50 Гц Температура свечения: 2700К Освещенность: 1010Лм);
применение устройств управления освещением (датчики движения и акустические датчики, датчики освещенности, таймеры, системы дистанционного управления);
внедрение автоматизированной системы диспетчерского управления наружным освещением (АСДУ НО)
Еще один эффективный способ энергосбережения — замена электроинструмента на пневмоинструмент. При этом энергию потребляет только компрессор, а инструмент работает от сжатого воздуха, создаваемого компрессором. Наибольшей эффективности этот метод достигает в холодную погоду, т.к. холодный воздух легче нагнетается.
К мероприятиям по оптимизации потребления ресурсосбережение относится:
вторичное использование материалов (стружки, бракованных изделий);
сортировка стружки по материалу изготовления;
внедрение в работу новых станков с числовым программным управлением, при изготовлении изделий на которых происходит меньше затрат на материал;
2.11 Система менеджмента качества
Стандартизация — это деятельность по установлению и применению норм, правил и характеристик в целях обеспечения:
единства измерений;
выпуска качественной продукции;
безопасности продукции, работ и услуг для окружающей среды, жизни, здоровья имущества;
экономии ресурсов, повышения энергоэффективности и снижения энерго- и материалоемкости продукции, работ и услуг.
Унификация — наиболее распространенный и эффективный метод стандартизации, который предусматривает приведение объектов к однотипности на основе установления рационального числа их разновидностей.
Дает возможность снизить стоимость производства новых изделий, повысить серийность и уровень автоматизации производственных процессов. Основой унификации является систематизация — распределение предметов продукции в определенном порядке и последовательности, которые создают удобную систему использования.
Чтобы выпускать качественную продукцию, необходимо выбрать систему качества и в соответствии с ней налаживать производство. На предприятии МАЗ, как и на большинстве подобных предприятий мира, вся выпускаемая продукция должна соответствовать международной системе качества ИСО. Основным стандартом этой системы является ЕН ИСО-9001:2008, в котором описаны модели для обеспечения качества при проектировании, обслуживании, монтаже, испытании и других производственных процессах.
Контроль качества продукции на предприятии осуществляется подразделениями ОТК, БТК, УКК, независимый контроль соответствия продукции установленным требованиям и гарантирует это соответствие потребителю. Отдел технического контроля подчиняется высшему руководству организации (предприятия), что обеспечивает независимость контроля.
Система контроля качества продукции представляет собой совокупность взаимосвязанных объектов и субъектов контроля, используемых видов, методов и средств оценки качества изделий и профилактики брака на различных этапах жизненного цикла продукции и уровнях управления качеством. Положительные результаты действенного контроля качества можно выделить и в большинстве случаев определить количественно на стадиях разработки, производства, обращения, эксплуатации (потребления) и восстановления (ремонта) продукции.
Требования к продукции в договорах, в нормативной (стандарты) и технической (конструкторской и технологической) документации. Факт принятия продукции отделом технического контроля и гарантийные обязательства предприятия отражаются в паспорте продукции (ярлыке, сертификате и т.д.).
Главные задачи ОТК — предотвращение выпуска продукции, не соответствующей требованиям стандартов, технических условий, эталонов, технической документации, договорным условиям, укрепление производственной дисциплины и повышение ответственности всех звеньев производства за качество выпускаемой продукции.
3. Характеристика выполняемых работ
В процессе прохождения практики выполнялись работы по подсборке радиаторов на низкопольный автобус МАЗ 206085. Процесс подсборки заключается в объединении трех радиаторов (охлаждения, интеркулера, масляного), гидромотора и крыльчатки со ступицей в одно целое — блок радиаторов. Все перечисленные детали отечественного производства, кроме гидромотора — которые устанавливаются двух производителей: Casappa (Италия) или Bosch (Германия).
Так же на блок радиаторов устанавливался змеевик подготовки сжатого воздуха, который изготавливается слесарем из медной трубы, которую необходимо согнуть по размерам и развальцевать.
После завершения подсборки блока радиаторов качество и правильность сборки оценивает контролер, который контролирует соответствие данного радиатора требованиям техпроцесса и конструкторской документации.
Среднее время подсборки блока радиаторов 4 часа.
Стоимость данной операции около 100 000 руб.
3.2 Экскурсия по предприятию
В ходе экскурсии по предприятию был посещен главный сборочный конвейер (ЦСА-4).
В данном цехе мы наблюдали как на первый участок закатывают раму из цеха подсборки рамы, который производит подсборку основных элементов рамы, кронштейнов. Устанавливает на раму проводку, полиамидную трубку, по которой проходит воздух под давлением, а так же топливные магистрали. На первом участке раму укладывают на конвейер, далее устанавливаются задний и передний мосты, бампера, карданный вал, производят установку пневматических камер. Затем раму переворачивают и производят установку механизма опрокидывания кабины, предпускового подогревателя, а также установку и запитку двигателя и подключение его к основным элементам кабины. За одну смену по плану из цеха выходит около 30 автомобилей, затем его отправляют в другой цех на конечную доработку. Цех работает в 2 смены, чем обеспечивается значительный объем выпуска продукции.
В цеху 2 начальника смены и 11 мастеров, которые руководят процессом сборки автомобилей.
Так же проводились экскурсии по другим участкам ЦСМА филиала АМАЗ, в результате которых были отслежены и изучены все стадии производства автобусов.
Все начинается на сварочном участке, где отдельно в кондукторах свариваются боковины, низ и верх автобуса. После этого эти четыре части сваривают в один каркас. Затем приваривают остальные элементы конструкции.
На следующей стадии на каркас устанавливают на каркас устанавливают передний и задний мосты и производят рихтовку каркаса.
После этого каркас поступает на участок облицовки шахты, где обшивают моторный отсек, утепляют, устанавливают наружную облицовку из листового металла.
После этой операции электрики прокладывают всю проводку для последующей ее эксплуатации.
Далее, на участке пневматики, рабочие прокладывают по каркасу полиамидную трубку, а так же устанавливают все пневматические механизмы.
Следующим для каркаса является участок агрегатов, где устанавливают все агрегаты, механизмы и детали автобуса.
После этого контролер проверяет каркас для полной его сдачи.
На участке окончательной сборки каркас запенивают, отделывают интерьер, устанавливают внешние световые приборы, систему отопления, стекла, внешнюю обшивку.
Далее автобус отправляется в бокс антикоррозийной обработки днища, где его обрабатывают антикоррозийной мастикой.
После этого автобус отправляют в соответствующий бокс сдачи автобусов, где они проходят окончательную проверку, регулировку и наладку всех систем и узлов.
4. Изучение конструкции и технологии подсборки и установки двигателя внутреннего сгорания в ЦСМА», .1 Особенности
На предприятии в основном устанавливают двигатели Mercedes-Benz (OM904LA (E-5)) и Минского моторного завода (Д245.7-364).
Оба двигателя рядные, 4 цилиндровые, большей мощностью обладает немецкий двигатель, у которого 130 кВт, в то время как у минского 90 кВт. Так же двигатель от Mercedes выигрывает и в расходе топлива, он потребляет 189 г.\кВт по ВСХ, двигатель ММЗ 210г\кВт. Двигатель Минского моторного завода соответствует экологическому стандарту Euro-4, двигатель компании Mercedes соответствует стандарту Euro-5. При худших показателях двигатель ММЗ весит 597 кг, что почти на 100 кг больше массы двигателя немецкого производителя, его масса 503 кг.
По конструкции двигатели идентичны, но у двигателя Минского моторного завода, есть некоторые недоработки в конструкции, которые усложняют процесс установки некоторых узлов.
4.2 Техническая характеристика двигателя внутреннего сгорания ММЗ
Двигатель Минского моторного завода обладает мощностью 90 кВт (122.4 л.с.), номинальная частота вращения 2400 об/мин, максимальный крутящий момент 422 Н/м, частота вращения при максимальном крутящем моменте 1500 об/мин, удельный расход топлива 210 г./кВт.
4.3 Маршрутная технология подсборки и установки двигателя
Процесс подсборки и установки включает в себя:
Извлечения двигателя и коробки переключения передач из транспортировочных ящиков
Снятие технологических заглушек
Установка сцепления
Соединение КПП с двигателем
Установка на двигатель масляного насоса
Установка на двигатель гидропривода вентилятора охлаждения
Установка на двигатель помпы
Установка на двигатель насоса ГУР
Установка на шкив коленвала вискомуфты с крыльчаткой
Обвязка двигателя проводкой, подключение стартера и ЭБУ управления двигателем
Установка патрубков и шлангов для полной запитки двигателя
Соединение КПП с карданным валом
Установка на каркас опор двигателя (подушек)
Установка двигателя на каркас
Запитка двигателя
Подключение электрических разъемов
После полной сборки каркаса производится запуск двигателя, его работа не должна сопровождаться посторонним шумом, двигатель должен работать ровно на всех режимах работы.
Двигатель поступает на предприятие с комплектом фильтров для первой замены, также прилагается инструкция по эксплуатации.
Для подсборки применяется инструмент: Гаечные ключи, трещетка, головки, пневматический гайковерт, нож.
4.4 Организация рабочего места. Охрана труда на рабочем месте
Организация рабочего места
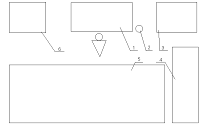
— верстак; 2 — урна для отходов; 3 — стеллаж с инструментом; 4 — стеллаж с деталями; 5 — место, отведенное для подсборки двигателей; 6 — емкость для технологических заглушек.
Требования безопасности перед началом работы
привести в порядок рабочую специальную одежду и обувь: застегнуть обшлага рукавов, заправить одежду и застегнуть ее на все пуговицы, надеть головной убор, подготовить рукавицы (перчатки) и защитныеочки.
осмотреть рабочее место, убрать все, что может помешать выполнению работ или создать дополнительную опасность.
проверить освещенность рабочего места (освещенность должна быть достаточной, но свет не должен слепить глаза).
в случае недостаточности общего освещения необходимо применять для местного освещения переносные инвентарные светильники напряжением.
В с рукояткой из диэлектрического материала, защитной сеткой и вилкой, конструкция которой исключает возможность ее подключения в розетку напряжением свыше 12 В.
проверить исправность необходимого для работы инструмента:
молоток (кувалда) должен быть надежно насажен на исправную (без трещин)
— зубила, крейцмейсели, бородки, обжимки и керны не должны иметь сбитых или сношенных затылков с заусенцами;
набор гаечных ключей должен соответствовать размерам болтов и гаек; если ключи не подходят к гайкам, пользоваться раздвижными ключами.
К работе с электро- и пневмоинструментом допускаются лица, прошедшие специальное обучение, инструктаж и проверку знаний по безопасности работ с таким инструментом.
при работе электроинструментом необходимо проверить:
изоляцию шлангового провода, она не должна иметь повреждений;
наличие контакта заземляющего провода с корпусом электроинструмента;
наличие и исправность диэлектрических перчаток, диэлектрического коврика на рабочем месте.
при работе с пневмоинструментом необходимо проверить:
исправность шлангов;
плотность соединений шлангов и трубопроводов с пневмоинструментом и между собой;
работая электрическим и пневматическим ручным инструментом, а также с грузоподъемными механизмами и электрогазосварочным инструментом, необходимо выполнять требования инструкций по безопасной работе с этим инструментом.
о всех обнаруженных неполадках сообщить непосредственному руководителю и до их устранения к работе не приступать.
Требования безопасности во время работы
При выполнении слесарных работ:
верстак должен быть установлен строго горизонтально, а стол обит листовой сталью и должен иметь защитную сетку высотой 1 м по всей длине верстака;
поверхность верстака должна быть гладкой, без выбоин и заусенцев и должна содержаться в чистоте и порядке;
тиски должны быть прочно закреплены на верстаке, губки тисков не должны иметь сколов выбоин;
обрабатываемую деталь необходимо прочно закреплять в тисках;
поданные на обработку и обработанные детали необходимо укладывать устойчиво на подкладках в специальную тару или на стеллажи.
Во время работы слесарь обязан:
пользоваться только исправным инструментом, предусмотренным технологической картой;
кантовать тяжелые грузы, подводить под них стропы только при помощи специальных ломов, домкратов и других приспособлений;
при работе инструментом ударного действия использовать защитные очки;
при работе клиньями или зубилами с использованием кувалд и выколоток применять держатели длиной не менее 0,7 м. Выколотки должны быть изготовлены из мягкого металла;
при работе пневмозубилом, молотком, а также на шлифовальных и сверлильных машинах обязательно надевать защитные очки или щитки для защиты глаз и лица;
при опрессовке узлов на пневматических и гидравлических приспособлениях укладку изделий производить при полной неподвижности штока гидроцилиндра;
при работе на гидравлических прессах устанавливать запрессовываемые детали без перекосов;
установку и снятие тяжелых деталей и узлов производить только с помощью грузоподъемных средств, исправных и соответствующих поднимаемому грузу;
при работе совместно с электросварщиком пользоваться защитными очками со специальными стеклами-светофильтрами;
пользоваться защитным экраном или очками, работая на заточных станках;
следить за чистотой и порядком на рабочем месте, не загромождать проходов и проездов.
Слесарю запрещается:
работать не в специальной обуви и одежде, без использования средств индивидуальной защиты;
применять неисправный и неправильно заточенный инструмент и приспособления;
прикасаться к токоведущим частям электрооборудования, открывать дверцы электрошкафов. В случае необходимости следует обращаться к электромонтеру;
останавливать вращающийся инструмент руками или каким-либо предметом;
пользоваться гаечными ключами, имеющими трещины, выбоины, скосы; применять прокладки при зазорах между гранями гайки и ключа;
наращивать длину рукоятки ключа с помощью другого ключа или трубы;
выполнение работ слесарно-монтажным инструментом с изолирующими рукоятками, если на их поверхности или в толще изоляции имеются раковины, сколы, вздутия и другие дефекты;
обдувать сжатым воздухом одежду на себе и на других работающих;
при работе на пневматических и гидравлических приспособлениях и прессах поправлять деталь во время движения штока гидроцилиндра;
превышать установленную грузоподъемность талей и стропов;
пользоваться осветительными приборами для местного освещения напряжением свыше 42 В;
пользоваться оправками, выколотками и другим слесарным инструментом и приспособлениями, не включенными в технологическую карту;
находиться в опасной зоне перемещаемого груза, при работе грузоподъемных машин;
во время перерывов оставлять элементы собираемых конструкций на весу.
Требования безопасности в аварийных и чрезвычайных ситуациях
при обнаружении неисправности инструмента или оборудования работу немедленно прекратить и доложить об этом своему непосредственному руководителю.
в случае загорания ветоши, оборудования или возникновения пожара необходимо немедленно сообщить о случившемся в пожарную охрану, руководителям и другим работникам предприятия и приступить к ликвидации очага загорания.
в случае возникновения аварийной или чрезвычайной ситуации, опасности для своего здоровья или здоровья окружающих людей покинуть опасную зону и сообщить об опасности непосредственному руководителю.
Требования безопасности по окончании работы
После окончания работы слесарь обязан:
отключить от сети питания электро- и пневмоинструмент и сдать его в кладовую;
проверить наличие слесарного инструмента и уложить его в отведенное для хранения место;
произвести уборку рабочего места и сдать его мастеру;
снять спецодежду, повесить ее в шкаф, вымыть лицо и руки теплой водой с мылом или принять душ.
5 Виды брака при сборке и способы его устранения
При сборке задней подвески возможен брак:
при установке балок подвески разность контролируемых размеров более 2 мм. Устраняется методом подгона;
момент затяжки болтов крепления кронштейна не соответствует технологическому процессу. Контроль динамометрическим ключом;
несовпадение штифтовых пазов, в результате чего невозможность установки редуктора на балку. Браковка деталей, либо рассверливание отверстий.
4.6 Предложения по усовершенствованию технологического процесса
Вворачивание и затяжку болтов для сборки задней подвески можно производить применяя динамометрический пневматический гайковерт, либо динамометрическую головку №9941-58 на пневматический гайковерт СР7733, что уменьшит количество переходов и соответственно увеличит производительность труда рабочего.
4.7 Оплата труда
Расчетная цена сборки задней подвески 152 600 руб., за рабочую смену работник собирает около 3 подвесок, среднее время сборки задней подвески 3 часа.
Форма оплаты труда сдельно-премиальная.
Формула для оплаты труда:
ЗПсд=Nдет*K (стоимость операции)
Предположим, что рабочий за месяц собрал 48 подвесок. Зная количество собранных подвесок и стоимость сборки одной подвески можем узнать заработную плату рабочего: 48*152 600 = 7 324 800 руб.
Заключение
За время прохождения технологической практики была освоена профессия слесаря механосборочных работ 3 разряда. Приобретен опыт работы на крупном машиностроительном предприятии
Составлен отчет по плану прохождения практики и заполнен дневник, в котором отражается ход выполнения программы практики.
В ходе технологической практики закреплены теоретические знания, полученные на учебных занятиях в колледже и получены новые практические навыки по профессии слесаря механо — сборочных работ, которые отражены в разделе 2 «Характеристика работ, выполняемых на производстве». Так же во время прохождения практики изучены: техпроцесс сборки и установки автомобильных узлов на автобусы, история предприятия, его структурная схема, внутризаводской транспорт, правила внутреннего распорядка, вопросы ресурсо- и энергосбережения, менеджмента качества продукции, продукция производимая предприятием, так же проводились ознакомительные экскурсии на главный сборочный конвейер, а так же другие цеха по сборке автобусов.
В ходе технологической практики выполнено индивидуальное задание и собран необходимый материал для выполнения курсовых проектов по дисциплинам: «Технология сборки автомобилей» и «экономика организации», а так же собран материал к презентации на теоретическую конференцию для учащихся 3 и 4 курсов по специальности «Автомобилестроение».
Список использованных источников
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/modernizatsiya-podveski/
1. Национальный Интернет-портал Республики Беларусь [Электронный ресурс] / Свободная энциклопедия ВИКИПЕДИЯ. — Москва, 2014. — Режим доступа: http://ru.wikipedia.org/wiki/. — Дата доступа: 14.09.2014.
. Национальный Интернет-портал Республики Беларусь [Электронный ресурс] / Технические характеристики двигателей — Москва, 2014. — Режим доступа: http://systemsauto.ru/. — Дата доступа: 11.10.2014.
3. Национальный Интернет-портал Республики Беларусь [Электронный ресурс] / Охрана труда на рабочем месте слесаря МСР. — Минск, 2014. — Режим доступа: http://ohrana-truda.by/. — Дата доступа: 19.10.2014.