
Для производства изделий из древесины исходный материал в виде досок, листов фанеры и древесных плит
требуется предварительно раскроить на заготовки. Эту технологическую операцию выполняют на круглопильных станках. В зависимости от требований к качеству обработки деталей различают раскрой предварительный и окончательный, чистовой. Бывают следующие виды раскроя на круглопильных станках.
Торцевание досок и брусковых заготовок производят на станках для поперечного раскроя. Станки бывают одно- или многопильные (концеравнители).
На многопильных станках можно выпиливать одновременно несколько кратных заготовок. Продольный раскрой пиломатериалов и заготовок осуществляют на круглопильных станках для продольного раскроя. ка из одной широкой заготовки за один проход одновременно нескольких брусков или реек выполняется на многопильных станках. Пильные валы этих станков могут иметь две, три, пять и более пил.
Часто требуется распиливать материал не только в поперечном и продольном направлениях, но и под косым углом. Такой смешанный раскрой выполняют на универсальных круглопильных станках.
Раскрой листовых материалов и плит на щитовые детали выполняют на раскроечных станках, а опиловку кромок — на форматно-обрезных станках. Если требуется получить детали с продольными кромками, то форматно-обрезные станки оснащают дополнительно профильными фрезами.
По расположению пилы относительно распиливаемого материала станки различают с нижним и верхним расположением пилы. Расположение пилы и направление ее вращения выбирают так, чтобы сила пиления Fу прижимала заготовку к базирующим элементам станка. В одних конструкциях станков заготовку подают на пилу, в других вращающуюся пилу надвигают на заготовку.
Главными параметрами круглопильных станков для поперечного и продольного раскроя досок на заготовки являются наибольшая ширина и наименьшая или наибольшая длина распиливаемого материала. Эти размеры определяют габаритные размеры станка.
Для форматных станков главный параметр — наибольший размер раскраиваемых плит. Наибольшая толщина H распиливаемого материала определяет основной параметр станка — мощность привода механизма резания.
Материал, поступающий на круглопильные станки, должен удовлетворять техническим требованиям, иметь допустимые отклонения размеров
Конструкция ленточнопильных столярных станков
Станки столярные предназначены для прямолиней ного и кривол инейного пиления досок, щитов и листовых материалов на заготовки. Режущ ий инструмент станков выполнен в виде бесконечной ленты, на одной кромке которой имеются зубья. Лента надета на дв а узких шкива, один из которых приводится во вращение от электродвигателя.
Фрезерные станки
... -4, а также станок ФА-4 с механизированной подачей заготовок звездочкой. Ведущее предприятие по выпуску фрезерных станков — Днепропетровский станкостроительный завод. Фрезерные станки с верхним расположением шпинделя, Технические характеристики фрезерных станков с нижним расположением ...
Взависимости от размера распиливаемых заготовок станки бывают с диаметром шкивов 400 мм (ЛС40-1), с диаметром шкивов 800 мм и ручной подачей или с (Л С80 -6).
Станок столярный ЛС80-6 (рис.1) включает стани н у 1С-образной формы, верхний неприводной шкив 2, ленточную пилу 3, ограждение пилы с направляющим устройством 4, наклоняющийся стол 5, нижний приводной шкив 7, который приводится во вращ ение через ременную передачу от электродвигателя 9. Для выпиливания деталей требуемой ширины служит направляющ ая линейка 6. Для быстрой остановки нижнего шкива предназначено тормозное устройство, действующее от педали 8.
Шкив имеют плоский обод с мягким резиновым или кожаным бандажом, который увеличивает сцепление между пилой и шкивом при их движен и и. Вблизи верхнего шкива имеется устройство для улавли вания пильной ленты при ее аварийном разрыве. Конструкция верхне го шкива ленточнопильного станка показана на рис.2. Шкив 2 смонтирован на консоли оси 3, закрепленной в по лзуне 5. П олзун установлен на кронштейне 6 так, чтобы он мог перемещаться по высо те с помощью винта 8 от маховичка 12. Вра щением маховичка осуществляется первоначальное натяжение пилы 1. П остоянное натяжение пилы при тепловом или механическом удлинении в процессе рабо ты сохраняется с помощью пружин ы 9, установленн ой между по лзун ом и кронштейн ом н а цилин дрической части винта 8. Для предотвращения сбега пилы со шкивов кронштейн можно поворачивать вокруг оси 7 регулировочным винтом 10 и таким образом наклонять при необходимости верхний шкив в обе стороны от вертикали.
Направляющее устройство служит для предотвращения отклонения пилы в сторону и соскальзывания ее со шкивов. Устройство состоит из двух одинаковых блоков, устанавливаемых над рабочим столом и под ним в зоне рабочей ветви пилы. В качестве направляющих элементов используют ролики или бобышки из антифрикционного материала.
Распиливаемый материал на столярных станках подают вручную. При массовой выпиловке прямолинейных деталей подачу механизируют, применяя съемный механизм подачи (рис. 3, а).
Он состоит из поворотного кронштейна 3, на конце которого смонтирован приводной рифленый ролик 2. Маховичок 4 предназначен для поворота кронштейна относительно оси 5, укрепленной на столе 1. При повороте кронштейна ролик прижимает обрабатываемый материал к базовой линейке 6 коробчатой формы, внутри которой крепятся оси свободно вращающихся роликов.
Привод подающего ролика (рис. 3, б) осуществляется от гидродвигателя 8 через червячный редуктор 7. Масло в гидродвигатель подается от насоса 10 через дроссель 9, посредством которого бесступенчато изменяют скорость подачи от 1,5 до 35 м/мин.
Наладка и работа на ленточнопильных столярных станках
Наладка станков.
В ленточнопильных столярных станках используют ленточные пилы для распиловки древесины. Пильную ленту поставляют в рулонах длиной 4 и 6 м, шириной (с зубьями) 10… 60 мм т лщи н ой 0,б…0,9 мм. На деревообрабатывающем предприятии ленту размечают на отрезки необходимой длины и разрезают. После этого пилы спаивают, затачивают зубья на заточн ых станках абразивными кругами и разводят вручную разводкой или на специальн ых автоматах. После подготовки к работе ленточные пилы должны удовлетворять следующим требованиям: пильное полотно не должно иметь изгибов и трещин, количество зубьев пилы должно быть четным, последовательность их развода — правильной; место спайки должно быть тщательно зачищено напильником или наждачной шкуркой и на 0,1 …0,2 мм быть тоньше толщины полотна пилы; все зубья остро заточены без засинения, заворотов вершин и крупных заусенцев; профиль зубьев столярных пил должен соответствовать величинам, указанным на рис.4.
Шаг зубьев t столярных пил в зависимости от высоты зубьев h должен быть следующим:
| t, мм | 6 | 8 | 10 | 12 |
| h, мм | 3,0 | 4,0 | 5,0 | 6,0 |
Развод зубьев на сторону для древесины двойных пород (сосна, ель) составляет 0,25… 0,30 мм, для древесины твердых пород (дуб, бук, ясень) — 0.20…0.25 мм.
Точность развода контролируют индикаторным разводомером или шаблоном. Допустимое отклонение в величине развода отдельных зубьев пилы ±0,05 мм.
L наиб
L наиб
где D — диаметр пильного шкива, мм; 1наиб — наибольшее расстояние между осями пильных шкивов, мм.
Для снижения напряжений, возникающих при изгибе пилы на шкивах, толщину пилы необходимо принимать не более 0,001 диаметра пильного шкива. При продольной распиловке ширину пилы выбирают в зависимости от ширины пильных шкивов и принимают равной 40…50 мм.
При криволинейном пропиле ширина пилы должна быть такой, чтобы обеспечивался заданный радиус кривизны детали. Если для выпиловки кривых деталей применяют широкие пилы, то возникают отклонения пропила от намеченной линии и при значительном закруглении пила может соскользнуть со шкивов. Для крив инейной распиловки используют узкие пилы шириной 10 .. .15 мм.
Ленточную пилу устанавливают в станок следующим образом. Опускают верхний пильный шкив и открывают ограждения. Ленточ ую п илу надевают сначала на верхний шкив, а потом на н ижн ий . Широкую пилу располагают на шкивах так, чтобы зубья ее выступали за край обода шкивов. Если зубья касаются бандажа шкивов, нарушается их первоначальн ый развод и пила будет при распиловке отклоняться в сторону. Поворачивая рукой верхний шкив и регулируя положения оси шкива маховичком механизма наклона, добиваются правильного движени я ленточной пилы.
Нижний пильный шкив перемещают в осевом направлении регулировочными винтами, добиваясь расположения шкивов в одной вертикальной плоскости. Натягивают пилу, поднимая верхний шкив. При подъеме следует следить за тем, чтобы указатель пружинного натяжного устройства находился посередине шкалы. Чрезмерно сильное натяжение пилы вызывает быстрый износ станка и разрыв пилы, слабое натяжение — соскальзывание пилы со шкивов в процессе резания.
Усилие натяжения ленточных пил выбирают в зависимости от толщины и ширины полотна пилы:
| Толщина пилы, мм. | 0,8 | 0,9 | 1,0 |
| Усилие натяжения пилы, Н, для пил шириной, мм: | |||
| 25 | 2500 | 3000 | 3500 |
| 50 | — | 4000 | 5000 |
Включая кратковременно электродвигатель вращения шкивов, проверяют правильность движения пильной ленты, после чего приступают к регулированию направляющего устройства. Направляющее устройство переставляют по высоте в зависимости от толщины распиливаемого материала. Расстояние до верхней пласти заготовки должно быть не более 10…15 мм. Боковые направляющие регулируют так, чтобы между ними и пилой был зазор 0,05…0,10 мм. Величину зазора контролируют щупом. Направляющие не должны зажимать пилу или отгибать ее в сторону. Для предотвращения соприкосновения зубьев пил с направляющими их передняя кромка должна располагаться на расстоянии 5…10 мм от впадины зубьев.
Задний опорный ролик устанавливают так, чтобы между тыльной кромкой пилы при холостом ходе был небольшой зазор. Закрыв ограждение шкивов, приступают к пробной обработке деталей. Если ведется криволинейная распиловка по разметке, то стол станка должен быть свободным от посторонних предметов, мешающих подаче заготовки.
Направляющую линейку устанавливают на столе станка на расстоянии, равном ширине выпиливаемой дощечки, и надежно фиксируют. Поверхность линейки должна быть параллельна полотну пилы. Точность положения направляющей линейки контролируют мерительной линейкой или штангенциркулем. При массовой распиловке деталей прямолинейной формы на станке монтируют подающий механизм. Перед установкой необходимо снять со станка качающуюся часть ограждения пилы и направляющую линейку. Подающий механизм крепят болтами к столу станка и настраивают в зависимости от ширины распиливаемой заготовки. Скорость механизированной подачи выбирают в зависимости от высоты пропила
| Высота пропила, мм | 20 | 40 | 60 | 100 | 130 | 150 | 200 | 300 |
| Скорость подачи, м/мин: | ||||||||
| для древесины мягких пород | 35 | 35 | 16,5 | 9 | 6 | 5 | 3 | 1,5 |
| для древесины твердых пород | 35 | 32,5 | 13 | 7 | 5 | 4 | 2,5 | 1 |
Шаблоны используют при массовом производстве деталей с криволинейными поверхностями. Конструкция шаблона определяется формой детали, способом ее базирования и закрепления. Правильное размещение заготовки в шаблоне обеспечивается настройкой и закреплением упоров в требуемом положении.
При выпиловке круглых деталей используют специальное приспособление (рис. 5).
Приспособление состоит из С-образного основания— скобы 4, на одном конце которой установлен вращающийся диск 5 для базирования заготовки 2, а на другом — зажимное устройство 3. Приспособление укрепляют на столе 1 станка так, чтобы расстояние от оси вращения заготовки до пилы было равно радиусу готовой детали. Вращая заготовку вручную или с помощью механического привода, выпиливают круглую деталь. Настройка стола ленточнопильного столярного станка необходима при выпиловке деталей, у которых поверхность обработки расположена под углом к базирующей поверхности заготовки (рис. 6).
В этом случае стол 5 открепляют, наклоняют на требуемый угол, пользуясь круговой шкалой 2, и закрепляют в заданном положении.
Работа на станках.
В зависимости от вида выполняемой работы может быть прямолинейная и криволинейная распиловка. Прямолинейную распиловку материала ведут по разметке или с использованием направляющей линейки. Материал укладывают на стол станка и прижимают к направляющей линейке. При ручной подаче заготовку надвигают на пилу равномерно, без рывков. Скорость подачи выбирают такую, чтобы станок работал спокойно, и исключались перегрузки. Вырезанные детали складывают в штабель.
При криволинейной распиловке по разметке необходимо, скорость подачи снижать в местах с малым радиусом закруглений. При уводе пилы в сторону от намеченного реза надо подать заготовку назад, немного повернуть ее относительно пилы и сделать новый пропил.
При распиловке необходимо внимательно следить за положением пальцев рук относительно пилы и всегда держать их на безопасном расстоянии. Вибрация станка и пилы свидетельств ет о плохой подготовке пилы к работе, а также несоответствии точности станка установленным нормам. Непараллельность поверхностей выпиленной детали допускается не более 0,5 мм на длине 1000 мм, шероховатость — не более 200 мкм. При неудовлетворительной работе станка следует отыскать причину неполадки, устранить ее или отремонтировать станок.
Технические характеристики ленточных столярных станков
Наибольшая высота пропила, мм 400
Ширина отпиливаемой части, мм 750
Диаметр пильного шкива, мм 800
Размер стола, мм 1000х1000
Частота вращения пильных шкивов, мин –1 950
Скорость резания, м/мин 40
Мощность электродвигателей, кВт 5,5
Габаритные размеры (длина, ширина, высота) 1980х1000х2300
Масса, т 1,4
ОХРАНА ТРУДА И ПОЖАРНАЯ БЕЗОПАСНОСТЬ
Техника безопасности при работе на деревообрабатывающих станках
Прежде чем приступить к работе, оператор обязан пройти вводный инструктаж по общим вопросам техники безопасности на предприятии и первичный инструктаж по правилам техники безопасности на рабочем месте. Кроме того, рабочие периодически должны проходить повторный производственный инструктаж по технике безопасности через каждые три месяца.
Результаты инструктажа с оценкой знаний правил техники безопасности записывают в специальный журнал. Рабочему вручается памятка или инструкция по правилам техники безопасности, разработанная на предприятии.
Перед работой на станке необходимо изучить руководство по эксплуатации станка, а также руководство по эксплуатации режущих и измерительных инструментов.
Наладку и настройку оборудования следует выполнять только при выключенном вводном рубильнике. Во время выполнения работ у станка на видном месте должна быть выставлена табличка с надписью «Идет наладка». Все металлические части станка заземляют.
Перед началом работы необходимо привести в порядок рабочую одежду: застегнуть или завязать концы рукавов, убрать свисающие концы халата, волосы закрыть головным убором.
Не допускается загромождать отходами или готовыми деталями рабочие места, проходы, подходы к станкам, механизмам и электроаппаратуре. Рабочее место должно быть подготовлено согласно требованиям технологии выполнения операций.
Запрещается подавать в станок заготовки, размеры которых больше или меньше предусмотренных технологическим процессом. Не следует брать или подавать через работающий станок какие-либо предметы. Во время работы станка не разрешается открывать или снимать ограждения и предохранительные устройства, подтягивать болты, гайки и др. При работе на станках с повышенным уровнем шума следует пользоваться индивидуальными средствами защиты от шума.
Не следует досылать обрабатываемый материал в станок руками или металлическими предметами. Запрещается измерять обрабатываемую деталь на работающем станке.
При возникновении вибрации станок следует выключить, проверить надежность крепления инструмента и качество его балансировки.
Снимать со шкивов и надевать на них ремни, отмыкать ограждения инструментов следует только после полной остановки вращающихся частей.
Запрещается пользоваться напильником, шаберами и другими инструментами без деревянных ручек или с неисправными ручками. Поверхность рукояток должна быть гладкой, ровно зачищенной, без трещин и задиров. При работе с тяжелыми грузами рабочий должен знать и строго соблюдать правила техники безопасности для стропальщиков. Нельзя находиться в зоне действия автопогрузчиков, а также в местах, над которыми перемещаются грузы.
Пожарная безопасность
Пожары на деревообрабатывающих предприятиях в основном возникают вследствие нерегулярной и небрежной уборки помещений, неправильного обращения с электрическими установками, несоблюдения правил хранения пожароопасных материалов и курения в запрещенных местах.
В деревообрабатывающих цехах сосредоточено большое количество легковоспламеняющихся материалов: древесных отходов, стружек, щепы, досок, лаков, красок и т. п. Древесная пыль является взрывоопасной и скопление ее на рабочих местах, элементах станков, электродвигателях и радиаторах отопления недопустимо.
При возникновении загорания необходимо срочно вызвать пожарную команду по телефону 01 или по пожарному извещателю и до прибытия пожарной команды принять меры по ликвидации загорания имеющимися средствами пожаротушения.
Для предупреждения возникновения пожаров в цехах и на рабочих местах необходимо строго соблюдать следующие противопожарные правила.
Все электрические провода должны быть тщательно изолированы, электрические аппараты и электродвигатели заземлены и защищены от попадания на них посторонних предметов. По окончании работы и во время перерыва электропривод необходимо выключать, а подводящие линии обесточивать.
В цехах и на рабочих местах запрещается курить и выполнять операции, которые могут вызвать появление искр или открытого огня.
Необходимо систематически
Запрещается сушить спецодежду, лесоматериалы и другие воспламеняющиеся предметы на приборах отопления, производственных и отопительных печах. Рабочие места, где имеется повышенная опасность возникновения пожара, должны быть снабжены огнетушителями, ящиками с песком и емкостями с водой.
Не допускается работать на шлифовальных станках при отключенной вытяжной вентиляции.
Бывшие в употреблении обтирочные материалы, концы, тряпки и т. п., пропитанные керосином, бензином, маслами и прочими горючими веществами, необходимо складывать в специальные металлические ящики с крышками. Над местом установки ящиков должна быть надпись «Ящик для обтирочных концов».
Нитрокраски, лаки и другие химикаты хранят в специальных изолированных помещениях или в шкафах и ящиках.
Запас жидкого топлива, смазочных материалов и горючих жидкостей, находящихся в рабочем помещении, не должен превышать суточного расхода. Хранить их нужно только в специальной плотно закрываемой металлической таре, которая после окончания работы ставится в запираемые металлические ящики или шкафы.
Изготовление и сборка оконных блоков
Окна деревянные и балконные двери для жилых и общественных зданий (ГОСТ 11214—65) подразделяются на две серии: С — со спаренными оконными переплётами и дверными полотнами; Р—с двойными раздельными переплетами и двойными полотнами
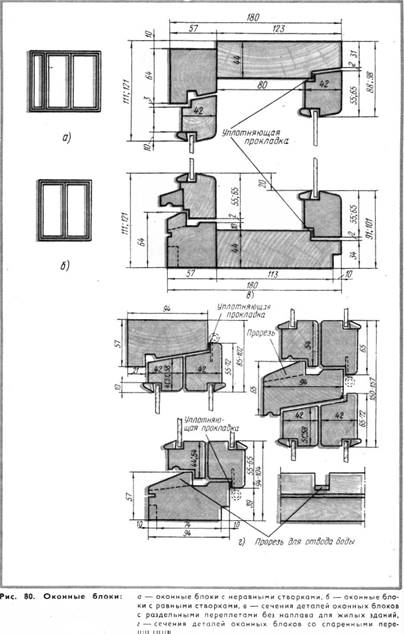
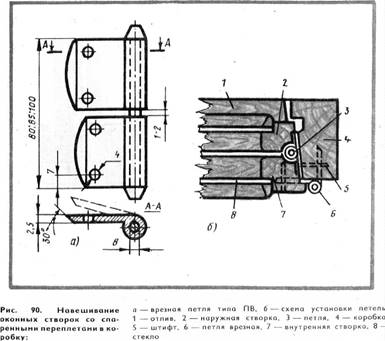
Оконные блоки изготовляют с неравными и равными створками. В блоках с неравными створками (рис 80, а) узкая створка служит форточкой для проветривания помещения
Оконные блоки с равными створками (рис 80,б) выпускают с форточками и без них. Оконные блоки со спаренными переплетами и дверные балконные блоки со спаренными полотнами делают с наплавом, а с раздельными переплетами и полотнами — с наплавом и без наплава (рис 80 в).
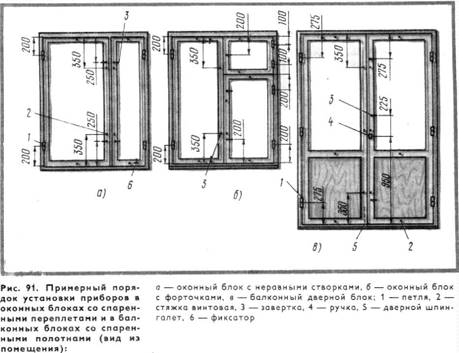
Дверные балконные блоки показаны на рис. 81.
Выпускаемые оконные и балконные дверные блоки маркируют. Марка состоит из буквенных индексов и двух двузначных цифр обозначающих высоту и ширину проема в дециметрах. Буквенные индексы обозначают следующее: ОС—оконный блок со спаренными переплетами; ОР—оконный блок с раздельными переплетами; БС—балконный дверной блок со спаренными полотнами; БР—то же с раздельными
 |
полотнами. Оконные блоки с равными створ-коми без форточек для жилых зданий и трехстворчатые для общественных зданий без фрамуг обозначают буквой А в конце марки. Оконные и дверные балконные блоки с форточками или фрамугами обозначают в конце марки дополнительными буквенными индексами: В — с форточкой или верхней фрамугой, Г — с верхней и нижней фрамугами, Е — с нижней фрамугой. Трехстворчатые оконные блоки с верхней фрамугой для общественных зданий обозначают в конце марки буквой И. Размеры оконных проемов для жилых и общественных зданий соответствуют модулю 1М, равному 100 мм. Основные размеры проемов решены в укрупненном модуле ЗМ (300 мм). Высота проемов для жилых зданий принята равной 12М (1200 мм) и 15 М (1500 мм); для общественных зданий—18М (1800 мм) и 21М (2100 мм).
Ширина проемов принята 5М, 9М, 12М, 14М, 15М, 18М, 21М для жилых зданий и 9М, |
12М, 18М, 21М, 24М и 27М для общественных зданий.
В оконных блоках со спаренными переплетами толщина наружной и внутренней створок одинаковая—42 мм, что упрощает технологию их производства.
В связи с тем, что оконные блоки серии С можно изготовлять без импоста, створки делают с правым притвором. Для обеспечения прочности навески больших размеров створок, створки спаренных оконных переплетов высотой более 1400 мм или шириной свыше 800 мм при высоте более 1000 мм навешивают на три петли — две верхние и одну нижнюю. Остальные створки навешивают на две петли. Дверные балконные полотна навешивают на три петли, располагаемые равномерно по высоте полотна. Оконные и дверные балконные блоки для жилых зданий остекляют стеклом толщиной 2,5—-3 мм, а для общественных зданий — толщиной 3—4 мм.
Для снижения воздухопроницаемости по периметру притвора в переплетах устанавливают уплотняющие прокладки из шерстяного шнура, пенополиуретана и др. Прокладки должны быть упругими, прочными, свето- и морозостойкими, долговечными. Пенополиуретановые прокладки приклеивают клеем повышенной водостойкости (КН-2, № 88).
Шерстяной шнур крепят к наплаву мелкими оцинкованными гвоздями длиной 10—15 мм с шагом 150—200 мм. Чтобы не смять шнур, гвозди забивают в край его, сохраняя по всему периметру створки равномерную толщину шнура. При установке шнур не следует сильно натягивать, так как он от этого вытягивается и теряет свои упругие свойства.
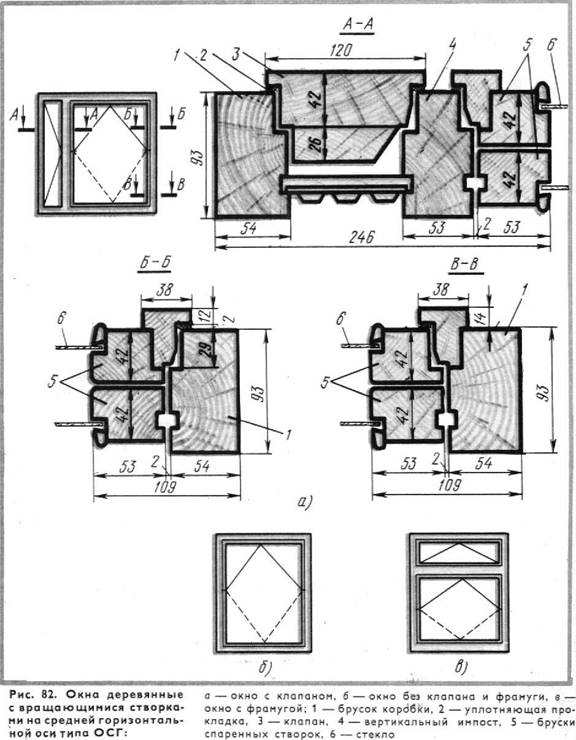
Оконные блоки деревянные со спаренными створками, вращающимися на средних осях, для гражданских зданий подразделяются на два типа: вращающиеся на средних горизонтальных осях — среднеподвесные ОСГ, имеющие дополнительно вентиляционные клапаны или верхние фрамуги, и окна со створками, вращающимися на средних вертикальных осях, —среднеповоротные ОСВ.
Окна среднеповоротные ОСВ для проемов 18 . 21 М и шириной 15М без ф рамуг дают возможность делать сплошное ленточное осте кление в зданиях каркасной конструкции с двухрядной разрезкой навесных панелей.
Окна с проемом шириной 13,5 можно устанавливать рядом и этим самым заполнить проем ши р иной 27М .
Для окон с клапанами принята ирина проема 12 М , 15М , 18М , 21М, а высота 12М и 15М ; для остальных окон, в том числе и с фрамугами, ширина проема принята 13. 5М , 15М , 18М , 21М , высота 18М , 21М . Общий вид и сечения окон показаны на рис. 82.
Окн деревянные д л я зданий промышленных предприятий (ГОСТ 12506—67) предназначены для заполнения оконных проемов в зданиях л юбой этажности. По этому ГОСТу окна подразделяются на две серии: Н —с наружным открыванием створок, В—с внутренним открыванием створок.
Окна серии Н изготовляют без наплава с одинарными или со спаренными переплётами, серии В—с наплавом со спаренными переплетами.
В одноэтажных зданиях рекомендуется применять окна с наружным и внутренним открыванием створок, а в многоэтажных —с внутренним
Оконные проемы в зданиях промышленных предприятий могут заполняться одним или несколькими оконными б оками по высоте и ширине
Оконные блоки обозначают марками, состоящими из буквенных индексов и цифр. Буквенные индексы обозначают Н — наружное , В — внутреннее открывание, С — спаренные переплеты
Цифра, стоящая после буквен ых индексов , обозначает номер блока, а цифра, стоящая после дефиса, — ширину брусков коробок в миллиметрах. Например, марка оконного блока НС6-124 обозначает, что оконный блок наружного открывания, спаренной конструкции, типа 6 с шириной коробки 124 мм .
Оконные блоки при заполнении проемов по высоте одним б оком имеют с л едующие размеры: серии Н —высоту 1164, 1764 мм, ширину 1461, 2966 и 4490 мм, серии В—высоту 1182, 1782 мм, ширину 1445, 2693, 2943 мм, а при заполнении по высоте нескол ькими блоками имеют ра змеры: серии Н — высоту 1164, 1764 мм, ширину 2966 и 4490 мм; серии В—высоту 1182, 1782 мм, ширину 2693, 2943 мм.
|
Д я жилых и общественных з даний, возводимых в I и II под зонах Северной строительно-климатической зоны, а также для районов с расчетной температурой наружного воздуха -40°С и ниже (при соответствующем обосновании) применяют деревянные окна и балконные двери с тройным остеклением и тройным уплотнением притворов (ГОСТ 16289—70) (рис. 83).
Для жилых зданий применяют окна одностворчатые с узкими створками высотой 863, 1163, 1463 мм и шириной 880, 1154, 1329, 1379, 1479, 2072 мм и окна с форточками – полустворками высотой 1163, 1463 мм и шириной 1154, 1329, 1379, 1479, 2072 и 2172 мм. |
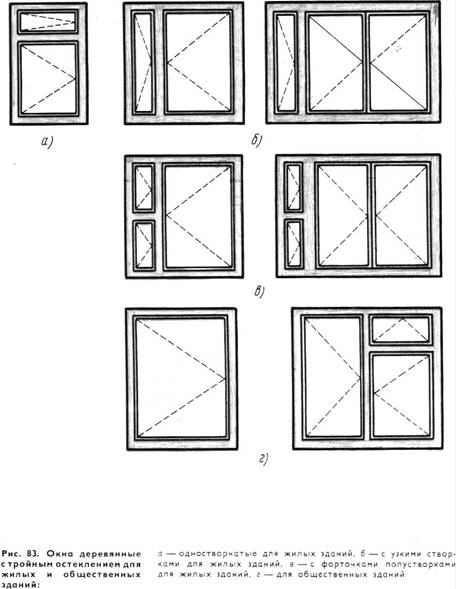 |
Д я общественных зданий применяют окна высотой 1758 мм и шириной 875, 1150, 1350 и 1758 мм. Балконные двери для жилых и общественных зданий имеют высоту 2198, 2398 мм, ширину 700 и 875 мм.
Створки спаренных переплетов высотой более 1400 мм или шириной более 800 мм (при высоте более 1000 мм) навешивают но три пет и—две верхние и одну нижнюю, двери балконные — на три петли, располагаемые равномерно по высоте.
Для заполнения оконных проемов в животноводческих и птицеводческих зданиях применяют окна, изготовл нные по ГОСТ 16470—70. В соответствии с этим ГОСТом окна бывают: с одинарными переплетами — с глухим, наружным или внутренним открыванием створок, со спа ренными переплетами—с внутренним открыванием створок, с раздел ьными переплетами—с открыванием створок в разные стороны.
Изготовление и сборка оконных блоков с раздельными переплетами
Изготовляют столярные изделия, в том числе оконные блоки, в основном на деревообрабатывающих предприятиях. На этих предприятиях древесину обрабатывают на поточных и полуавтоматических линиях с применением специализированного оборудов ния.
На предприятиях с небольшим объемом производства оконные блоки изготовляют на по иционных станках общего назначения.
Предусмотрено, что предприятия по учают обрезные пиломатериалы, которые раскраивают на полуавтоматической линии для поперечного раскроя пиломатериалов. Она состоит из последовательно расположенных: роликового конвейера, круглопильного станка Ц ПА-40 (с механизированной подачей), конвейера, желоба, прирезного станка с гусеничной подачей ЦДК-4-2 и конвей ера. Пиломатериалы кладут на приводной роликовый конвейер, прижимают к направл яющей линейке и подают к упору, при этом пиломатериал, прижатый к упору, нажимает на кнопку, вмонтированную в нем, которая включает электродвигатель привода круглопильного станка для поперечного раскроя. Одновременно с этим останав ливается роликовый конвейер. Вместе с включением пилы подается суппорт с вращающ имся пильным диском и доски разрезаются. После торцовки суппорт пилы воз вращается в исходное положение и приводит в действие сбрасыватель, которым отрезанный кусок доски подается на ленточный конвейер. С торцованный кусок доски по ширине раскраивают на прирезном станке ЦДК-4-2.
Заготовки, полученные после раскроя досок, поступают на полуавтоматическую линию по обработке брусковых дета ей.
В линии по обработке брусковых деталей последовательно расположены фуговал ный, ч е тырехсторонний продольно-фрезерный и шипорезный станки. Станки связаны между собой транспортными механизмами. Но этой линии обрабатывают бруски окон, коробки с четырех сторон с созданием профиля, а также зарезают шипы. На предприятиях, где нет таких линий, пиломатериалы раскраивают по длине на заданный размер на круглопильных станках для поперечного раскроя ЦПА-40, а по ширине—на круглопильных станках для продольного раскроя ЦДК-4-2. При ра скрое пиломатериалов в первую очередь выкраивают длинные детали, бол ее короткие детали получают попутно или после отбраковки длинных детале й. Очень короткие детали (менее 500 мм) заготовляют в кратных размерах, так как их трудно обрабатыв ать короткими.
При раскрое по длине к заданному размеру нужно добавлять припуск на д льнейшую оторцовку (ГОСТ 7307—66).
Брусковые детали обрабатывают следующим образом. и кромки у покоробленных брусков фугуют на фуговальных станках, после чего их ф резеруют на четырехсторонних продольно-фрезерных станках. Детали оконных коробок с большим сечением фрезеруют на мощных станках С26-2.
Сучки заделывают после обрабо ки деталей на линии, так как после обработки лучше видны дефектны е места. На некоторых заводах сучки заделыва ют до обработки, — в результате деталь получается более чистой, так как пробки счищают в процессе обработки детали на продольно-фрезерном станке. Порядок заделки сучков (до ил и после фрезерования) зависит от местных условий завода. Заделывать сучки, трещины, червоточины, отколы и отщепы допускае тся только при условии тщательного выполнения работ с зачисткой мест заделки.
На тех заводах, где имеются четырехсторонние продольно-фрезерные стан и с пятью валами, бруски обвязки переплетов, отлив и нащельник можно заготовлять в кратных размерах по ширине, с тем, чтобы на станке одновременно обрабатывать по два бруска и, устанавли вая строгальную пилу на пятом горизонтальном валу, разрезать их после фрезерования по ширине.
Торцуют отливы и раскладки по стеклу на универсальном станке или на специальном станке для усовки.
Пиломатериалы на бруски оконных коробок раскраивают на линии по рас рою заготовок, после чего их обрабатывают на позиционных станках.
Прошедшие обработку бруски створок, форточек, коробок выборочно про еряют, а зат е м передают на буферный склад для комплектации и временного хранения.
Сборка оконных блоков
Оконные створки, форточки, фрамуги и коробки собирают в сборочном станке Предварительная сборка створок, фрамуг, форточек и коробок производится лишь в том случае, когда необходима подгонка брусков. Ее начи нают с внутренних бру сков, горбыльков, импостов, после чего собирают наружные обвязки.
брусков столярных изделий выполняют на клею с постановкой на углах сопряжений деревянных нагелей. Вместо деревянных нагелей ставят металлические, имеющие в сечении форму креста. Металлические нагели делают из мягкого металла, легко обрабатываемого даже рубанком. Нагели следует ставить заподлицо с плоскостью.
Отверстия под нагели выбирают или коловоротом. На некоторых предприятиях отверстия под нагели выбирают сразу по двум или четырем углам специальным приспособление м (рис 85), состоящим из каркаса (рамы), уста навливаемого на станке по сборке окон. К стойкам каркаса крепят швеллеры10, по которым передвигается тележка 2 с кронштейнами 3, 4, причем к кронштейнам 3 шарнирно прикреплен рычаг 6, с помощью которого тележка 2 может двигаться вперед и назад.
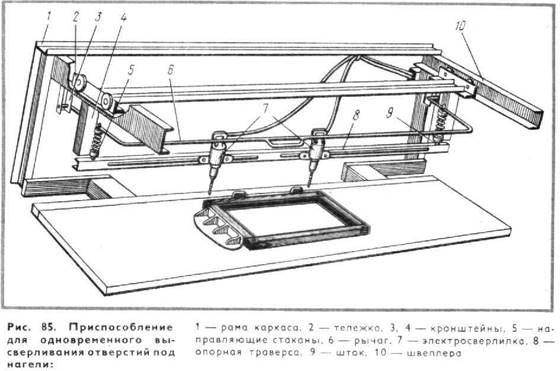
К кронштейнам 4 прикреплены направляющие стаканы5, через которые проходят штоки9, соединенные шарнирно с 6. На штоках 9 распо л ожена тра верса 8 с закрепленными на ней электросверлилками. Электросверлилки в зависимости от размеров расстояний между отверстиями могут передвигаться по траверсе.
Работающий рычагом 6 устанавливает в нужном положении над собираемой створкой, коробкой, затем опускает рычаг, и электросверлилки, также опускаясь, высверливают отверстия.
Собранные изделия укладывают на место для выдержки, необходимой для схватывания клея. В дальнейшую обработку изделие должно поступать только после схв а тывания клея в шиповом соединении. Процесс сушки клеевого соединения можно ускорить, применяя токи высокой частоты в сборочном станке после обжатия брусков. Собранные створки, фрамуги и форточки должны иметь припуск до 2 мм на сторону для обработки по периметру и по толщине 0,5 мм для снятия провесов.
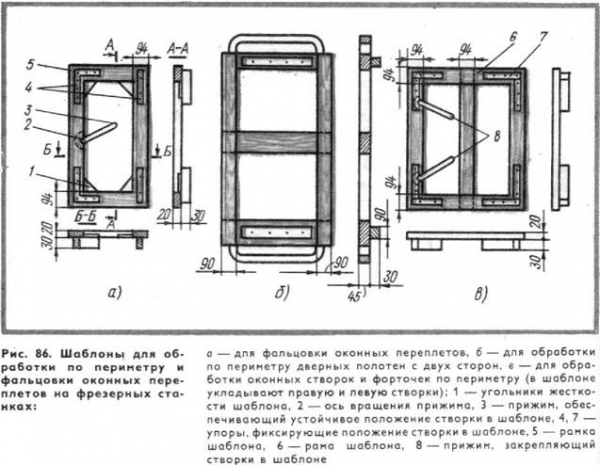
До вгонки (постановки) в коробки оконные створки, фрамуги, форточки обрабатыв ют по периметру для придания правильной геометрической формы. Одновременно с обработкой по периметру створки, фрамуги фальцуют, образуя четверть, необходимую для притвора. При обработке форточки по периметру создают профиль обработки, зеркальный профи л ю брусков и горбыльку, чтобы при постановке форточки на место она точно подходила к профилю брусков и горбыльку.
Створки, фрамуги и другие детали на небольших предприятиях по периметру обрабатывают на фрезерных станках с применением шаблонов (рис 86) На более крупных предприятиях створки, фрамуги обрабатываю на линиях.
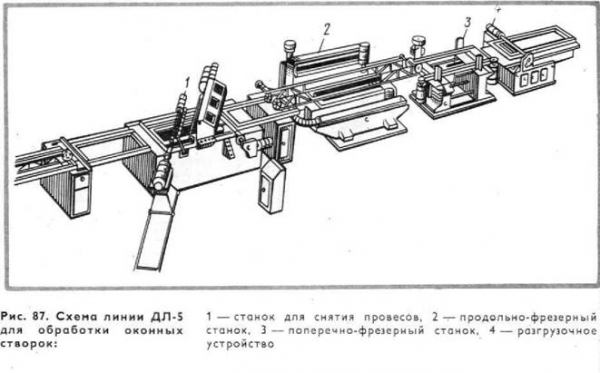
На линии ДЛ-5 (рис. 87) обрабатывают плоскости створок со снятием провесов и по периметру с созданием притвора (четверти).
В состав линии входят: станок для снятия провесов, продольно-фрезерные станки и ра грузочное устройство.
работает следующим образом. Створки поступают на станок 1 для снятия провесов. На нем под углом 55 расположены два рейсмусовых вала с ножами: один вал над обрабатываемой створкой, а другой под ней. При движении створки ножевыми валами снимаются провесы и зачищается плоскость створки. После обработки плоскостей створка поступает на продольно-фрезерный станок 2, где обрабатываются продольные кромки, после чего на станке 3 обрабатываются поперечные кромки створки. На линии можно обрабатывать створки высотой до 1800 мм, шириной 475—850 мм и толщиной 42: 62 мм.
Вгонку и навешивание форточек в створку производят на рабочем месте.
В связи с тем, что форточку обрабатывают на фрезерном станке в шаблоне, дополнительных работ по пригонке форточки к створке не требуется. Отливна форточке не ставится, так как в нижне бруске форточки отлив составляет одно целое с бруском.
Отлив, заранее прирезанные в размер, во внутренней и наружной створках ставят на рабочем месте. Отлив (врезной) ставят на клее повышенной водостойкости с креплением шурупами. Нащельник крепят к створке также на клее с привертыванием шурупами. Нащельник высотой до 1200 мм крепят 4 шурупами, а высотой 1200—1800 мм—5—6 шурупами.
Коробки собирают в сборочном станке/ Коробки без предварительной подгонки русков собирают следующим образом. В станок укладывают бруски коробки, обжимают их, следя за тем, чтобы в шиповом соединении бруски плотно подходили один к другому. Правильность сборки коробки проверяют шаблоном с угла на уго л . После этого в местах шиповых соединений высверливают отверстия под нагели, которые ставят на кл ею заподлицо с плоскостью коробки.
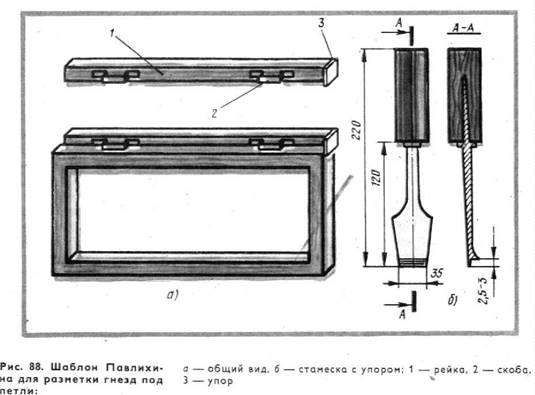
Трудоемкой операцией является навешивание створок с врезкой петель. На большинстве деревообрабатывающих предприятий эта операция механизирована. При отсутствии ст нков для врезки пете л ь используют шаблон Павлихина (рис. 88), представляющий собой рейку 1 с упором 3 и двумя скобами 2 с заточенными фасками. Ра змеры скоб соответствуют размерам петель. При разметке шаблон кладут на кромку створки по упору, а затем л егким ударом по скобе переносят ее отпечаток на створку и по нему в дальнейшем прорезают гнездо под петлю. Аналогичным образом делают разметку на коробках, а также дверных полотнах. По полученной разметке стамеской с упором прорезают гнезда под петли. Упор стамески позвол яет заглубить лезвие лишь на зада нный размер. Глубина гнезда под петлю должна точно соответствовать толщине ее, с тем чтобы после установки поверхность петли была заподлицо с древесиной.
Вгонка и навешивание створок в коробку производится на специа ьных столах, имеющих длину и ширину, соответствующую наибольшему размеру оконного блока, и высоту до 900 мм. На предприятиях с большим объемом производства вгонка и навеска створок производится на конвейерах с заданным ритмом.
Процесс вгонки и навешивания оконных створок в коробку состоит из следующих основных операций: подготовки створок; навешивания на петли. зачистки провесов и устранения других дефектов; упаковки блока (расшивки планками) для перевозки его в малярное отделение. При вгонке переплетов в коробку сначала навешивают наружные переплеты. В том случае, когда оконный блок имеет помимо створок и фрамугу (для общественных зданий), сначала подгоняют фрамугу к коробке.
После проверки правильности фрамуги к импосту ее крепят к коробке шурупами, завертываемыми под уг л ом 45°, причем в первую очередь крепят вертикальные бруски фрамуги.
Неоткрывающиеся фрамуги подгоняют плотно к коробке без зазоров, после чего закрепляют их шурупами. Открывающиеся фрамуги подгоняют к коробке, навешивают на петли, затем подгоняют створки. Зазор между фрамугами и коробкой должен быть не более 2 мм. При подгонке створок тщательно проверяют правильность притвора, т. плотность прилегания их к четвертям коробки. При навешивании ст в орок на петли следят за тем, чтобы они открывались свободно и не пружинили. Внутренние створки подгоняют так же, как и наружные.
В процессе подгонки следят, чтобы все элементы оконного б ока были гладко обработаны и в местах соединения (фальцовки) плотно пригнаны. Петли в брусках створок и коробки должны быть врезаны заподлицо, с тем чтобы створки плотно закрывались, не пружинили и плавно открывались. Крепить петли нужно на все шурупы, т. е. число шурупов должно соответствовать числу отверстий . Петли на окнах врезают на расстоянии 200 мм от четверти коробки. Оконные ручки крепят на расстоянии 1500—1600 мм от пола, а дверные дл я балконных дверей — на расстоянии 950 мм от пола. Оконные приборы к окнам крепят шурупами с потайной головкой, фрамужные приборы располагают таким образом, чтобы ими удобно было пользоваться (без применения подставок).
Изготовление и сборка оконных блоков со спаренными переплетами
Оконные блоки со спаренными переплетами изготовляют в основном из пиломатериалов, выпиливаемых по заданным размерам в лесопильном цехе или поставляемых со стороны.
Раскрой пиломатериалов.
Короткомерные пиломатериа ы, получаемые при раскрое, используют для изготовления деталей оконных блоков,сращиваяих по длине. Для этого их предварите л ьно раскраивают на нужный размер и сушат в сушильных камерах до 10%-ной влажности. Покоробленные отрезки фрезеруют в угол на фуговальном станке, а затем зарезают шипы и проушины на одностороннем шипорезном станке. Бруски с зарезанными шипами склеивают по длине и выдерживают на подстопном месте для схватывания клея. Бруски по длине соединяют на зубчатый шип.
При раскрое пиломатериалов для соблюдения комп ектности в первую очередь следует выкраивать вертикальные бруски, так как горизонтальные, имеющие незначительную длину, получают попутно или выкраивают из отбракованных вертикальных брусков.
Обработка заготовок.
На тех предприятиях, где отсутствуют линии по обработке брусковых деталей, детали обрабатывают следующим образом: бруски, имеющие и неровности, фрезеруют в угол, т е. пласть и кромку на фуговальном станке, после чего их обрабатывают с четырех сторон на четырехстороннем продольно-фрезерном станке
Обработку заготовок для брусков окон можно вести на пинии где выполняются работы по фугованию, обработке с четырех сторон с созданием профиля, торцовка и зарезка шипов. На пинии можно обрабатывать бруски длиной до 1800 мм, шириной до 70 мм. Скорость подачи на линии до 24 м /мин.
Бруски коробок выкраивают из пиломатериалов толщиной 60 мм. После сушки их раскраивают на полуавтоматической линии, а затем обрабатывают на линии по обработке брусковых деталей. Если на предприятии нет линий, то обработку ведут следующим образом: раскраивают пиломатериалы на круглопильных станках, а затем бруски, имеющие и неровности, фрезеруют в угол на фуговальном станке, пос л е чего с четырех сторон с отборкой профиля обраба тывают на четырехстороннем продольно-фрезерном станке. Затем на шипорезном станке в вертикальных брусках зарезают шипы, а в горизонтальных — проушины В горизонтальных бруск ах коробки на цепно-долбежном или на сверлильно-пазовальном станке выбирают гнезда для шипов вертикального импоста, на этом же станке в импосте выбирают пазы для по становки планки завертки замка.
В вертикальных брусках коробки гнезда для петель прорезают на специальном станке, после чего на рабочем месте ставят . В брусках, имеющих дефекты, их заделывают на станке по высверливанию и заделке сучков В нижнем горизонтальном бруске коробки для отвода к онденсата прорезают пазы.
Сборку переплетов, коробок
В брусках коробки (импосте) выбирают паз под апорную планку, а в створках и форточке — гнезда под винтовую стяжку на специальных станках или сверлильно-пазовальном станке. Оконные коробки собирают в сборочном станке ВГК-2 (на клею и нагелях).
Шиповые соединения крепят нагелями, установленными на клею.
 |
Нагели необходимо ставить во всех углах коробки, а также в местах соединений импоста с горизонтальными брусками заподлицо с плоскостью брусков коробки. При сборке переплетов и коробок необходимо следить за тем, чтобы не было перекосов с угла на угол; правильность сборки проверяют линейкой или шаблоном. Шиповые соединения коробки должны быть плотными, без зазоров. При сборке оконного б ока навешивают створки и форточки в коробку, подгоняют створки к коробке, устраняя все дефекты и неточности, а затем устанавливают отлив и раскладки по стеклу. |
||
|
Примерный порядок установки приборов в оконных и балконных блоках со спаренными полотнами приведен на рис. 91 Для спаренных переплетов и балконных дверей применяют врезные оконные завертки натяжного действия с запорными планками, имеющи отверстия со скосом для натяга засова (язычка) и уплотнения притвора типа 3В (ГОСТ 5090—73).
|
 |
||
Стяжки винтовые (ГОСТ 5090—73) в спаренных переплетах и дверных полотнах надо ставить с учетом надежного фиксированного взаимного положения наружных и внутренних створок и полотен. Винты должны отвертываться и завертываться без особых усилий. Оконные и дверные балконные блоки окрашивают масляными красками (белилами) или эмалями.
1. ПРОГРАММА ВЫПУСКА ПРОДУКЦИИ
Основными видами продукция малого частного предприятия оконный блок со спаренным переплетом, с годовым выпуском 7000 шт.
Таблица 1
| № | Наименование детали | Количество деталей на изделие | Материал | Объем древесины в чистоте м3 | Площадь прочих материалов, м2 | Годовой выпуск | ||
| шт | м3 | м2 | ||||||
| 1 | Горизонтальный брусок коробки | 2 | Пиломатериалы | 0,0048598 | 14000 | 68,0 | ||
| 2 | Вертикальный брусок коробки | 2 | Пиломатериалы | 0,0075482 | 14000 | 105,6 | ||
| 3 | Импост | 1 | Пиломатериалы | 0,0048598 | 7000 | 34,0 | ||
| 4 | Горизонтальный брусок фрамуги | 2 | Пиломатериалы | 0,0020097 | 14000 | 28,1 | ||
| 5 | Вертикальный брусок фрамуги | 2 | Пиломатериалы | 0,0010626 | 14000 | 14,8 | ||
| 6 | Стекло фрамуги | 1 | Стекло | 0,32 | 7000 | 2240 | ||
| 7 | Горизонтальный брусок створки | 2 | Пиломатериалы | 0,0020097 | 14000 | 28,1 | ||
| 8 | Вертикальный брусок створки | 2 | Пиломатериалы | 0,00021 | 14000 | 2,9 | ||
| 9 | Стекло створки | 1 | стекло | 0,72 | 7000 | 5040 | ||
| ИТОГО | 281,5 | 7280 | ||||||
х) Прочие детали, изделия и материалы учтены в разделе 7.
2. РЕЖИМ РАБОТЫ И ФОНДЫ ВРЕМЕНИ
Продолжительность рабочий недели — 41 ч.
Число смен -1.
Продолж тельность смены — 8 ч.
Фонд времени оборудования и рабочего места Ф о = 2000 ч.
Фонд времени рабочего Ф р = 1860 ч.
Примечания.
Фонд времени оборудования и рабочего места — это количество часов работы оборудования или рабочего места(например, верстака) в год с учетом и праздничных дней и времени на ремонт оборудования
Фонд времени рабочего — это количество часов работы рабочего в год с учетом выходных и дней, отпуска рабочего и времени на болезни.
3. ТРУДОЕМКОСТЬ
Трудоемкость одного изделия (время изготовления одного изделия)
t — 6 ч.
Трудоемкость годовой программы
Т = t * 7000 = 56000 ч.
4. ОБОРУДОВАНИЕ
Количество оборудова ия и рабочих мест
О = Т/(Ф о *Кз )
О = 56000/(2000*0,8) = 35 шт, где
О — количество оборудования и рабочих мест,
Т — трудоемкость годовой программы,
Ф о — фонд времени оборудования и рабочего места,
К з — коэффициент загрузки оборудования и рабочих мест, который учитывает простои оборудования и рабочих мест.
Состав оборудования приведен в табл. 2.
Таблица 2
| Оборудование | Модуль станка | Количество на годовую . |
|
1. Деревообрабатывающие станки В том числе: 1.1. Станок для прорезки гнезд под петли |
1 |
|
| 1.2. Станок для высверливания и заделки сучков | СВСА-2 | 1 |
| 1.3. Фуговальный станок | С2ФЧ-1 | 1 |
| 1.4. Усовочный станок | У6-2 | 1 |
| 1.5. Полуавтоматическая линия брусковых деталей | 1 | |
| .6. Горизонтальный сверлильный станок | 1 | |
| 1.7. односторонний станок | Ш015Г-5 | 1 |
| 1.8. Полуавтоматическая линия раскроя заготовок | 1 | |
| 1.9. Специальный станок | 1 | |
| 1.10. Цепедолбежный станок | 1 | |
| 1.11. Линия по обработке створок, форточек | 1 | |
| 1.12. Линия специальных станков | 1 | |
| ИТОГО ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ | 12 | |
|
2. Прочее оборудование В том числе: 2.1. Станок для склеивания |
8 |
|
| 2.2. Сборочный станок | 9 | |
| 2.3. Сушильная камера | 3 | |
| 2.4. Буферный склад | 3 | |
| ИТОГО ПРОЧЕГО О ОР У ДОВАНИИ | 23 | |
| ВСЕГО ОБОРУДОВАНИЯ | 35 |
5. РАЗ Е Щ ЕНИЕ ПРОИЗВОДСТВА И ПЛО ЩА ДИ
Деревообрабатывающий размещается на арендуемы х площадях согласно до говору об аренде.
Расчет п ре доставлен в табл. 3.
Таблица.3
|
Общ п лощадь |
Стоимость ар х п омещений , руб. | ||||
| 1 е д. Оборудов ания | В го |
Одного М2 |
Всего | ||
| Д ево о бра баты вающи е станки | 12 | 30 | 36 | ||
| Пр оборудов а ние | 23 | 20 | 460 | ||
| ИТОГО | 35 | 820 | 100 | 82000 | |
Общ а я площадь включает в себя п лощад ь, занимаемую оборудованием ; площадь скла доч ных мест; площадь п роходов и проездов ; площадь конторы и п лощадь бытовых помещений (раздевалки, душа, сан-узла ).
6. СОСТ В РАБОТАЮ Щ ИХ
рабо ч их (Р) определено по трудоемкости годовой программ ы (Т) и фонду времени рабочего (Ф р ) и составляет:
56000/1860=30 чел.
Состав работающих малого частного «Лицей» приведен в табл. 4.
Та бл ица 4
| ория работающего | личест во раб отающих чел. | ие | Годово фон д за ра ботной пла ты, руб. | |
| Н одного работающе го | Вс го | |||
| Произ о д ственный персонал (ПП) | ||||
| аб очи е | 30 | с расчет | 18000 (1500х1 ) | 540000 |
| И ер н о-техниче ские работники (м асте ра) | 3 | 10% от р бо ч их | 24000 (2000х1 ) | 72000 |
| Контрол ры | 1 | 3% от их | 1800 (1500х12) | 18000 |
| О ПП | 34 | 630000 | ||
| (АУП) персонал | ||||
| Директор | 1 | 60000 (5000х12) | 60000 | |
| бухгалтер | 1 | 54000 (4500х12) | 54000 | |
| ИТОГО АУП | 2 | 114000 | ||
| ВСЕГО | 36 | 744000 | ||
7. ГОДОВАЯ ПОТРЕБНОС В МАТЕРИАЛАХ
Таблица 5
|
М те риа лы и стка |
Годовая потребность |
**) Стоимость, руб. |
вание | ||||||
| древесины | рочих мате риалов |
древесины |
прочих матери |
Общая | |||||
|
в тоте М3 |
с учет отходов М3 |
в тоте М2 |
с учетом отходов, М2 *) |
||||||
|
1. Основны М т е риал ы |
|||||||||
| Пи омат е риалы | 281,5 | 331,1 | 800 | 264880 | |||||
| Стекло | 7280 | 8564,7 | 36 | 308329,2 | |||||
| ИТОГО по м ате риалам | 281,5 | 331,1 | 7280 | 8564,7 | 800 | 36 | 573209,2 | ||
|
2. Про и е : Изд ия, дет а ли, материалы /фурнитура, крепеж и т.д./ |
57320,9 | 10% от основных материа ов | |||||||
| З. Вс омогател ь ные материа лы /шкурка , марля , краска, клей и т.д./ | 57320,9 |
10% т -*- |
|||||||
| 4. Годовой расход та и пр и способлений | 57320,9 |
10% от |
|||||||
| ВСЕГО | 745171,96 | ||||||||
Годо вая потребность материалов с учё том отходов (У отх ) опреде лен а по формуле:
У отх =Учст /Кисп
чист — годовая потре бность основных мате риалов в чистоте ,
К исп — коэффиц нт испол ьзова ния ма териалов (К исп — 0,86), который учитывает разнообразные отходы в виде стружки, опил ок, обрезков и т.д.
Стоимость основных материал ов приведена с учетом транспортных ус луг.
8. СМЕТА ЗАТРАТ НА ПРОИЗВОДС ВО
Табли 6
| Статьи затрат | Обоснование | Сумма, руб. |
| Материалы и оснастка | см. разде . 7 | 745171,96 |
| э ргия всех видов /электроэнерг и я, теплоэнергия и т.д./ | 6% от затрат на материалы и | 44710,3 |
| Зарплата производ твенного и административно-управленческого персонала | Раздел. 6 | 744000 |
| Отчисления на зар лату |
в пенсионный фонд, в фонд занято с ти, в фонд медицинс кого страхования, в с оцс трах Итого — 40% |
44640 |
| Арендная плата за оме щ ение | см. ра дел 5 | 83000 |
| 10% от затрат на атериалы и О сна стку | 74517,2 | |
| ИТОГО затрат | 1736039,4 |
Себестоимость одного изделия определенакак частное от деления суммы затрат на производство /см. раздел 8/ и годовой программы выпуска /см. раздел 1/.
С = 1736039,4/7000= 248 руб.
10. Цена одного изделия
Цена одного изделия /Ц/ определена как сумма себестоимости одного
изделия /С/, ожидаемой прибыли /П/ ин налога на добавленную стоимость /НДС/.
Ц =С+По+НДС = 248 + 74,4 + 64,4= 386,8 руб.
где: По = 0,З.С= 0,3. 248 = 74,4 руб.
НДС =0,2(С+По) =0,2(248+74,4) = 64,4 руб.
11. ОСНОВНЫЕ ДАННЫЕ И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Таблица 7
| Данные и показатели |
Деревообрабатывающий участок малого частного предприятия «Лицей» |
| А. Основные данные | |
| 1. Программа выпуска продукции | |
| Изделие-представитель оконный блок со спаренным переплетем, шт | 7000 |
| 2. Трудоемкость годового выпуска продукции, ч | 56000 |
| 3. Оборудование и рабочие места, шт | 35 |
| В том числе: | |
| Деревообрабатывающие станки | 12 |
| прочее борудование | 22 |
| 4. Общая пло адь арендуе м ых помещений, м | 820 |
|
5. Численн сть работа ю щих, ч ел. В том числе: |
36 |
| а) произ одственный персонал | 34 |
|
них рабочие инженерно-технические работники (мастера) контролеры |
33 3 1 |
|
б) административно-управлен еский персонал |
|
|
з них директор |
1 |
| главный бухгалтер | 1 |
|
6. Годова потребность в о сновных материалах, древесные материалы, про ие мат е риалы, м 2 |
331,1 |
| 7. Сумма затрат на производство, руб. | 1736039,4 |
|
8. Себестоимость о и з делия, руб. 9. Цена одного руб. |
395 386,8 |
|
Б. *) 1. Прои водительность труда (выработка в год на 1 рабочего), м 2. Коэффициент материала 3. Рентабельность предприятия |
10.03 0,85 0,3 |
хх) Рентабельность предприятия (Р)
Р=П/С, где
П — прибыль,
С — себестоимость продукции.
Технологическая карта
| 1 | 2 | 3 | 4 | 5 | 6 |
| Оконный блок со спаренными переплетами | |||||
| Оконная коробка | |||||
| Вертикальные бруски | |||||
| 1 | Раскрой по длине и ширине | Полуавтоматическая линия раскроя заготовок | |||
| 2 | Сушка отходов от раскроя | Сушильная камера | |||
| 3 | Фрезирование в угол | Фуговальный станок | С-2Ф4-1 | Ножевая головка | Направляющая линейка |
| 4 | Зарезка шипов | Односторонний шипорезный станок | Ш0151-5 | Фрезы, пильный диск | |
| 5 | Склеивание брусков по длине | Станок для склеивания | |||
| 6 | Хранение и комплектация заготовок | Буферный склад | |||
| 7 | Обработка сторон с созданием профиля и зарезкой шипов | Полуавтоматическая линия брусковых деталей | |||
| 8 | Высверливание и заделка сучков | Станок для высверливания и заделки сучков | СВСА-2 | сверло | Зажимное приспособление |
| 9 | Прорезка гнезд под петли | Станок для резки гнезд под петли | |||
| 10 | Постановка полупетель | Рабочее место | |||
| 11 | Хранение и комплектация деталей | Буферный склад | |||
Горизонтальные бруски(верхний и нижний) |
|||||
| 1 | Раскрой по длине и ширине | Полуавтоматическая линия раскроя заготовок | |||
| 2 | Сушка отходов от раскроя | Сушильная камера | |||
| 3 | Фрезирование в угол | Фуговальный станок | С-2Ф4-1 | Ножевая головка | Направляющая линейка |
| 4 | Зарезка шипов | Односторонний шипорезный станок | Ш0151-5 | Фрезы, пильный диск | |
| 5 | Склеивание брусков по длине | Станок для склеивания | |||
| 6 | Хранение и комплектация заготовок | Буферный склад | |||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 7 | Обработка сторон с созданием профиля и зарезкой шипов | Полуавтоматическая линия брусковых деталей | |||
| 8 | Выборка гнезда под шипы | Цепнодолбежный станок | |||
| 9 | Высверливание и заделка сучков | Станок для высверливания и заделки сучков | СВСА-2 | сверло | Зажимное приспособление |
| 10 | Хранение и комплектация заготовок | Буферный склад | |||
| 11 | Сборка | Сборочный станок | |||
| ИМПОСТ | |||||
| 1 | Раскрой по длине и ширине | Полуавтоматическая линия раскроя заготовок | |||
| 2 | Сушка отходов от раскроя | Сушильная камера | |||
| 3 | Фрезирование в угол | Фуговальный станок | С-2Ф4-1 | Ножевая головка | Направляющая линейка |
| 4 | Зарезка шипов | Односторонний шипорезный станок | Ш0151-5 | Фрезы, пильный диск | |
| 5 | Склеивание брусков по длине | Станок для склеивания | |||
| 6 | Хранение и комплектация заготовок | Буферный склад | |||
| 7 | Обработка сторон с созданием профиля и зарезкой шипов | Полуавтоматическая линия брусковых деталей | |||
| 8 | Выборка гнезда под язычок и планку завертки. | Вертикально-сверлильный станок | |||
| 9 | Высверливание и заделка сучков | Станок для высверливания и заделки сучков | СВСА-2 | сверло | Зажимное приспособление |
| 10 | Хранение и комплектация заготовок | Буферный склад | |||
Оконные створки(вертикальные и горизонтальные бруски) |
|||||
| 1 | Раскрой по длине и ширине | Полуавтоматическая линия раскроя заготовок | |||
| 2 | Сушка отходов от раскроя | Сушильная камера | |||
| 3 | Фрезирование в угол | Фуговальный станок | С-2Ф4-1 | Ножевая головка | Направляющая линейка |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 4 | Зарезка шипов | Односторонний шипорезный станок | Ш0151-5 | Фрезы, пильный диск | |
| 5 | Склеивание брусков по длине | Станок для склеивания | |||
| 6 | Хранение и комплектация заготовок | Буферный склад | |||
| 7 | Обработка сторон с созданием профиля и зарезкой шипов | Полуавтоматическая линия брусковых деталей | |||
| 8 | Высверливание и заделка сучков | Станок для высверливания и заделки сучков | СВСА-2 | сверло | Зажимное приспособление |
| 9 | Склеивание брусков по длине | Станок для склеивания | |||
| 10 | Сборка створок форточек | Сборочный станок | |||
| 11 | Зачистка провесов, обработка по периметру | Линия по обработке створок форточек | |||
| 12 | Прорезка гнезд под петли | Специальный станок | |||
| 13 | Выборка гнезд под замок, завертки, отверстия под винты | Линия специальных станков | |||
| 14 | Крепление угольников, постановка раскладок | Линия (конвейер) | |||
| 15 | Навеска створок между собой, постановка винтов | Линия (конвейер) | |||
| 16 | Навеска створок в коробку | Рабочее место |