
Планирование является одной из важных форм хозяйствования. Планирование – умение предвидеть цели предприятия, результат его деятельности и ресурсы, необходимые для достижения поставленных целей.
Опыт планирования в нашей стране и странах с развитой рыночной экономикой свидетельствует, что планирование дает очень много выгод:
- Поощряет руководителей и специалистов постоянно мыслить перспективно;
- В процессе разработки и выполнения планов осуществляет четкую координацию предпринимаемых предприятием усилий;
- Заставляет предприятия четко определять свои задачи и устанавливать показатели деятельности для последующего контроля;
- Стимулирует менеджеров к реализации своих решений в дальнейшей работе;
- Способствует более рациональному распределению ресурсов;
- Подготавливает предприятия к внезапным переменам и наглядно демонстрирует взаимосвязь обязанностей должностных лиц.
Именно в процессе планирования руководители предприятия должны уяснить, каких целей они хотят добиться в будущем и где, когда, как и для кого, предприятие собирается производить и реализовать продукцию.
Существуют следующие виды планирования:
1. Текущее планирование, – в котором увязываются все направления деятельности предприятия и работы всех его структурных подразделений на предстоящий финансовый год. Этот план охватывает производство, сбыт, исследования и разработки, снабжение, маркетинг, развитие персонала и финансовые ресурсы.
2. Оперативное планирование – детальная разработка плана по решению конкретных вопросов деятельности предприятия в текущих декаде, месяце, квартале. Этот план имеет узкую направленность, высокую степень детализации и характеризуется использованием различных приемов и методов при его обосновании.
3. Долгосрочное планирование – разрабатывается на 10-15 лет, нацелены на решение многих стратегических направлений деятельности предприятия.
4. Бизнес-планирование – это программа осуществления бизнес операций, действий предприятия, содержащая сведения о предприятии, товаре, его производстве, рынках сбыта, маркетинге, организации операций и их эффективности. Этот план развития предприятия разрабатывается при освоении новых сфер деятельности предприятия, создании новых видов бизнеса. Важную роль это планирование может выполнить при решении вопросов выхода из кризиса неплатежей.
Целью данной курсовой работы является процесс оперативного управления и контроля на примере Литейно-прокатного комплекса филиала ООО «ОМК-Сталь» (г.Выкса).
Разработка бизнес-плана производственного предприятия
... работы фирмы. 1.2 Бизнес-план, как метод осуществления финансово-экономической деятельности предприятия Планирование, бесспорно, необходимый элемент эффективной деятельности фирмы на рынке. Существует несколько подходов к разработке бизнес-плана ... виде приложения. Основной целью производственного плана является предоставление информации по обеспеченности с производственной стороны выпуска продукции ...
Литейно-прокатный комплекс в составе электросталеплавильного и прокатного цехов предназначен для производства горячекатаного полосового проката в рулонах.
Объем производства комплекса по годному составляет – 1200 тыс.т горячекатаных рулонов в год..
гл. 1 Теоретические основы оперативно-производственного планирования.
п.1.1. Оперативно-производственное планирование.
Оперативно-производственное планирование (ОПП) является завершающим этапом внутризаводского планирования. Его особенностью является то, что разработка плановых заданий производственным подразделением сочетается с организацией их выполнения.
Главной задачей ОПП является организация слаженной работы всех подразделений предприятия для обеспечения равномерного, ритмичного выпуска продукции в установленном объеме и номенклатуре при полном использовании производственных ресурсов.
В процессе ОПП разрабатываются календарно-плановые нормативы, план выпуска продукции предприятия по месяцам года; оперативно-календарные планы выпуска и графики производства узлов и деталей цехами, участками по месяцам, неделям, суткам, сменам (иногда часам).
Выполняются объемные расчеты загрузки оборудования и площадей; организуется сменно-суточное планирование, оперативный учет хода производства, контроль и регулирование его (диспетчирование).
ОПП слагается из календарного планирования и оперативного регулирования хода производства – диспетчирования.
Календарное планирование – это детализация годового плана производства продукции предприятия по срокам запуска-выпуска каждого вида продукции и своевременное доведение этих показателей до каждого основного цеха, а внутри его – до каждого участка и рабочего места. Оно включает также оперативный учет выполнения производственных заданий.
Оперативное регулирование хода производства осуществляется диспетчированием путем систематического учета и контроля за выполнением сменно-суточных заданий и применением профилактических мероприятий, устраняющих причины, нарушающие ритм производства и срывы выполнения планов.
ОПП по месту его выполнения подразделяется на межцеховое и внутрицеховое.
Межцеховое осуществляется УПиЛ – Управлением по производству и логистике предприятия (рис.1).
В функции его входят разработка оперативно-календарных нормативов, взаимная увязка содержания и сроков календарных графиков работы цехов, составление и выдача цехам календарных планов по месяцам, оперативный учет и диспетчирование выполнения календарного плана.
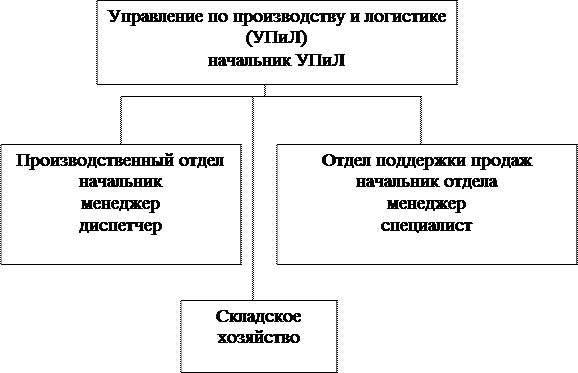
Рис. 1. Структура Управления по производству и логистике (УПиЛ) филиала ООО «ОМК-Сталь»
Внутрицеховое планирование направлено на ритмичное выполнение участками и их рабочими местами заданной месячной программы..
п.1.2. Производственная программа предприятия.
При планировании работы предприятия в целом учитываются портфель заказов и производственные возможности предприятия — производственная мощность (максимально возможный выпуск продукции по объему и ассортименту при полном использовании технологий, оборудования, трудовых ресурсов и площадей).
Организация производства продукции на предприятии на примере ...
... в работе: системный подход, другие научные подходы (функциональный, воспроизводственный, маркетинговый, динамический и др.), анализ и синтез, классификация, стратегическое и тактическое планирование, частности и обобщения. план процесс производство продукция предприятие ...
Для согласования потребностей рынка и возможностей предприятия формируется производственная программа (план производства и реализации продукции) на год с разбивкой по кварталам или месяцам. (Пример в прил.1) Расчеты ведутся в стоимостных и натуральных единицах для усредненных изделий-представителей и с учетом усредненного использования производственных мощностей. (Заметим, что одной из характеристик иерархической системы планирования является то, что при детализации планов доля стоимостных показателей уменьшается, а натуральных растет).
Производственная программа является основой для расчета планов производственных подразделений.
Особенностью этапа формирования производственной программы по сравнению с последующими этапами планирования является наименьшая зависимость от специфики и организации производства на предприятии. Вместе с тем именно на этом этапе используется наибольший объем внешних по отношению к производству исходных данных. Чем лучше сформирован портфель заказов (функция отдела поддержки продаж), чем точнее сформулированы прогнозы производства и сбыта (плановый отдел, производственный отдел, отдел снабжения, отдел маркетинга) и чем выше доля реальных заказов по сравнению с прогнозами, тем лучше производственная программа будет задавать ход производству.
п.1.3. Планирование выполнения производственной программы
При планировании реализации производственной программы предприятия решаются задачи объемного планирования. К ним относится распределение (декомпозиция) годовой производственной программы по подразделениям и срокам (объемно-календарное планирование)
Распределение по кварталам и месяцам проводится с целью равномерной работы производства, наиболее полного использования оборудования и ресурсов, соблюдения сроков выполнения заказов, сокращения себестоимости продукции за счет уменьшения длительности производственного цикла и объема незавершенного производства и повышения серийности. Кроме того, годовая производственная программа завода распределяется в объемном, трудовом и натуральном выражении между цехами и производственными участками (расцеховка).
Производственная программа для выпускающих цехов соответствует производственной программе предприятия с учетом выпуска продукции за предыдущий период и состояния складов готовой продукции. Далее формируются программы (номенклатурные планы) для других производственных подразделений, происходит увязка программы с ограничениями на ресурсы, строятся скоординированные календарные планы для цехов основного производства и обеспечивающих служб.
В планировании — это очень важно для дальнейшего обсуждения — используются так называемые календарно-плановые нормативы, например размер партий запуска, ритмы запуска заказов в производство, длительность производственных циклов, нормативы незавершенного производства, нормативы времени на ремонт оборудования и затраты труда.
Обычно нормативы определяются моделированием, расчетным путем или статистически. Во всех способах полагается, что предприятие работает стабильно и предсказуемо.
Однако ЛПК находится в процессе наращивания мощностей, освоения номенклатуры выпускаемой продукции и рынков сбыта.
При внедрении новых систем планирования требуется либо мотивированно принимать решение о возможности использования нормативов, которые были «заложены» в традиционные АСУП, либо их менять или даже ориентироваться на то, что нормативы могут многократно меняться даже в процессе внедрения системы (что не типично для «нормативно-справочной» информации).
Планирование производства продукции
... создавать межфункциональные рабочие группы плановиков, разрабатывать комплексные программы развития производства с учетом конкретных задач каждая подразделения [8; с. 49]. Планирование производства продукции на отечественных предприятиях представляет собой процесс разработки и выполнения ...
Оперативное планирование производства заключается в разработке важнейших объемных календарных показателей производственно-хозяйственной деятельности предприятия. Всякий процесс оперативного планирования предусматривает выполнение экономистами-менеджерами таких этапов деятельности, как выбор стратегии развития предприятия, обоснование формы организации производства, определение логистической схемы движения материальных потоков, разработка основных календарно-плановых нормативов, оперативное планирование работы производственных подразделений организационная подготовка производства, непосредственная организация оперативной работы, текущий контроль и регулирование хода производства.
В оперативном планировании производства в зависимости от разрабатываемых показателей применяются такие основные методы, как объемный, календарный, а также их разновидности: объемно-календарный и объемно-динамический.
Объемный метод предназначен для распределения годовых объемов производства и продажи продукции предприятия по отдельным подразделениям и более коротким временным интервалам — квартал, месяц, декада, неделя, день и час. С его помощью формируются месячные производственные программы основных цехов и планируются сроки выпуска продукции или выполнения заказа во всех выпускающих подразделениях предприятия.
Календарный метод применяется для планирования конкретных временных сроков запуска и выпуска продукции, нормативов длительности производственного цикла и опережений производства отдельных работ относительно выпуска головных изделий, предназначенных для реализации на соответствующем рынке продукции. Данный метод основывается на использовании прогрессивных норм времени для расчета производственных циклов изготовления отдельных деталей, планируемых комплектов продукции и выполнения сборочных процессов.
Объемно-календарный метод позволяет планировать одновременно сроки и объемы выполняемых на предприятии работ в целом на весь предусмотренный период времени — год, квартал, месяц и т.д. С его помощью рассчитываются продолжительность производственного цикла выпуска и поставки продукции на рынок, а также показатели загрузки технологическою оборудования и сборочных стендов в каждом подразделении предприятия.
Объемно-динамический метод предусматривает тесное взаимодействие таких планово-расчетных показателей, как сроки, объемы и динамика производства продукции, товаров и услуг. В условиях рынка этот метод позволяет наиболее полно учитывать объемы спроса и производственные возможности предприятия и создает планово-организационные основы оптимального использования наличных ресурсов на каждом предприятии.
В соответствии с рассмотренными методами необходимо различать виды оперативного планирования производства: календарное, объемное и смешанное.
Таким образом, можно сказать, что основная задача оперативного планирования сводится в конечном итоге к обеспечению на предприятии слаженного и ритмического хода всех производственных процессов с целью наибольшего удовлетворения основных потребностей рынка, рационального использования имеющихся экономических ресурсов и максимизации получаемой прибыли.
1.5. Межцеховое и внутрицеховое календарное планирование
Анализ производства и реализации продукции предприятия
... не случайно анализу показателей выпуска и реализации продукции уделяется особое внимание в системе экономического анализа. Целью курсовой работы является анализ производства и реализации продукции предприятия. Из цели работы следуют задачи: 1. Изучение теоретических аспектов анализа производства и реализации продукции 2. Анализ производства и реализации продукции на примере предприятия 3. Расчет ...
Межцеховое и внутрицеховое календарное планирование производства сводится к установлению цехам (участкам, поточным линиям) основного производства плановых заданий в подетальном разрезе по всей номенклатуре выпуска, как правило, на квартал с разбивкой по месяцам, исходя из производственной программы с учетом того, что он каждый год уточняется и сопровождается расчетом календарно-плановых нормативов.
Месячные оперативные программы цехам составляются на основе квартальных, но с учетом состояния выполнения программы истекшего периода, внесения работ, не предусмотренных квартальной программой, и работ по созданию нормативной величины заделов (складских) и выдаются цехам за 8-10 дней до начала планируемого периода.
Квартальные (месячные) производственные программы составляются цепным методом, т.е. в последовательности, обратной ходу технологического процесса, — от участка резки горячекатаных рулонов к участку стана горячей прокатки и потом к участку МНЛЗ и участку выплавки стали. Таким образом, исходной величиной для планирования выпуска продукции цехами является программа выпуска готовой продукции заводом. На основе этой программы и состояния заделав рассчитывается оперативная программа для каждого цеха.
Программа выпуска участка горячекатаных рулонов определяется по формуле:
![]() ,
,
Где ![]() — объем выпуска горячекатаных рулонов на квартал (месяц), предусмотренный программой предприятия, шт.;
— объем выпуска горячекатаных рулонов на квартал (месяц), предусмотренный программой предприятия, шт.;
![]() и
и ![]() — соответственно нормативная и фактическая величина складского задела готовой продукции участка горячекатаных рулонов, шт.
— соответственно нормативная и фактическая величина складского задела готовой продукции участка горячекатаных рулонов, шт.
Программа выпуска участка горячекатаных рулонов рассчитывается по формуле
![]() ,
,
Где ![]() и
и ![]() — соответственно нормативная и фактическая величина цехового задела, шт.
— соответственно нормативная и фактическая величина цехового задела, шт.
Например, месячная программа выпуска горячекатаных рулонов из стали марки 09Г2С (ГОСТ 19281-89) ![]() =300 шт. и
=300 шт. и ![]() = 10 шт. и
= 10 шт. и ![]() =5 шт.;
=5 шт.; ![]() =20 шт. и
=20 шт. и ![]() =15 шт.
=15 шт.
Тогда ![]() шт.;
шт.;
![]() шт.
шт.
Аналогично определяется программа выпуска и запуска участка стана горячей прокатки. Участка МНЛЗ, участка выплавки стали.
На основе квартальных и месячных программ цехи составляют месячные оперативные календарные планы-графики, в которых указывают задание на месяц в целом и на каждые сутки (смену), а также проставляют фактическое выполнение. Таким образом, месячный календарный план–график является документом, с помощью которого осуществляется планирование и оперативный контроль за ходом выполнения плана.
Месячные календарные планы работы цехов должны предусматривать решение следующих задач:
1) обеспечение выпуска изделий в объеме программы текущего месяца;
2) обеспечение выполнения плана поставок комплектующих, полуфабрикатов;
3) восполнение всех видов заделок, деталей до установленных норм;
4) обеспечение равномерной загрузки рабочих мест и ритмичного выпуска продукции в течении месяца, декады, недели;
5) привязка стандарт-планов работы отдельных участков, поточных линий к календарному времени.
Гл.2 организация производственной диспетчеризации
п.2.1 сущность, значение и задачи диспетчеризации производства
Диспетчеризация – это второй этап оперативно-календарного планирования, в задачу которого входят непрерывный систематический контроль за выполнением планов-графиков изготовления продукции, координация работы связанных между собой звеньев производства (цехов, участков, рабочих мест) и ликвидация последствий, возникающих из-за отклонений от установленного регламента работы. Следует отметить, что термин «производственная диспетчеризация» в последние годы все больше вытесняется термином «оперативное управление производством», который охватывает аналогичные функции оперативного регулирования хода производственного процесса.
Являясь продолжением календарного планирования, диспетчерское регулирование тем проще и эффективнее, чем лучше организовано календарное планирование работы цехов, участков и других подразделений.
Диспетчеризация должна иметь предупредительный характер, заключающийся в заблаговременном выявлении и своевременном устранении намечающихся отклонений от установленных планов-графиков и текущих заданий. Для успешного проведения производственной диспетчеризации необходимы следующие объективные условия:
- наличие обоснованно составленных производственных программ, заданий, взаимосвязанных календарных планов-графиков всех производственных и непроизводственных подразделений предприятия, на основе которых сравнивается фактический ход производства с нормативным и выявляются отклонения;
- обеспечение всех подразделений предприятия необходимыми материалами (документацией, материалами, заготовками, деталями, инструментами, приспособлениями и т.д.);
- наличие возможности маневрирования резервами производства с тем, чтобы использовать их для предупреждения намечающихся отклонений от графика или быстрой ликвидации, если их не удалось предупредить;
- возможность изменения и перенастройки оперативных зданий и планов графиков по ходу с целью повышения загрузки мощностей и рабочих изготовлением деталей или выполнением работ, не включенных в план текущих суток, но обеспеченных всем необходимым, за счёт исключения из программы деталей или работ, по которым отсутствуют условия для их выполнения;
- оснащённость диспетчерской службы необходимыми техническими средствами (устройствами передачи речи, графических изображений, текстов;
- устройствами дистанционного наблюдения, автоматического учёта и контроля и т.д.)
При присутствии этих условий диспетчерский контроль может свестись к простой регистрации неполадок и к продвижению деталей без устранения причин, нарушающих планы-графики и вызывающих штурмовщину на работе.
Методы и содержание оперативного регулирования, так же как и календарного планирования, во многом зависят от типа производства.
В условиях единичного и мелкосерийного производства основными объектами диспетчерского контроля являются сроки выполнения важнейших работ по отдельным заказам и оперативная подготовка к выполнению текущих заданий. Диспетчерский контроль осуществляется в соответствии с цикловыми планами-графиками выполнения задач. Он состоит в проверке сроков запуска и выпуска заготовок, деталей и сборочных единиц по цехам, а также в укомплектовании сборки изделия деталями и сборочными единицами в установленные сроки.
В условиях серийного производства основными объектами диспетчерского контроля являются сроки запуска и выпуска партий заготовок, деталей, сборочных единиц, состояние складских заделов и степень комплектной обеспеченности сборочных работ.
Контроль и регулирование осуществляется в соответствии с установленными планами-графиками межцеховых подач или комплектования изделий заготовками, деталями и сборочными единицами с учётом норм опережений, выраженных в изделиях. Выпуск готовой продукции в количестве, номенклатуре и по строкам сопоставляется с календарным планом-графиком изготовлений серий изделий.
В условиях массового производства основными объектами диспетчерского контроля являются соблюдение установленных ритмов работы поточных линий и состояние внутрилинейных и межлинейных заделов. Диспетчерский контроль осуществляется в суточном, сменном или почасовом разрезе в зависимости от величины ритма.
Текущий контроль и регулирование хода производства, осуществляемые диспетчерской службой, направлены в основном на выполнение производственных программ, зданий и календарных планов-графиков в пределах суток. Одновременно с этим обеспечивается нормальный ход производства по графику на ближайшее время – неделю, декаду.
Наряду с основным производством, диспетчерская служба координирует работу вспомогательных цехов и обслуживающих хозяйств производственного назначения.
п.2.2 Организация диспетчерской службы предприятия.
На большинстве машиностроительных заводов диспетчерская служба имеет трехступенчатую структуру:
1) производственно-диспетчерский отдел (ПДО) предприятия;
2) производственно-диспетчерское бюро ( ПДБ) цеха;
3) диспетчер (плановик) участка.
Производственно-диспетчерский отдел возглавляет начальник производства, который одновременно является и главным диспетчером завода. На крупных заводах должность главного диспетчера может быть самостоятельной. В ПДО входят бюро оперативно-календарного планирования основного производства и диспетчерского бюро. Диспетчерское бюро, как правило, возглавляется главным диспетчером, которому подчинены дежурные сменные диспетчеры, осуществляющие текущий контроль и регулирование хода производства. У сменных диспетчеров могут быть помощники-операторы, которые ведут учёт выполнения планов и получают необходимую для этого информацию из цехов и других подразделений предприятия.
Основными документами, на основе которых ведёт работу сменный диспетчер завода, являются: сменно-суточные задания по выпуску продукции цехами; графики межцеховых подач материалов, заготовок, деталей, сборочных единиц ( подузлов, узлов, блоков); графики выхода оборудования из плановых ремонтов; ведомости дефицитных деталей; диспетчерский журнал; короткое контрольных сроков. Дежурный диспетчер завода решает все оперативные вопросы по регулированию производства и маневрированию ресурсами в заводском масштабе и между отдельными цехами, которые не могут ими решатся самостоятельно.
Таким образом, не вмешиваясь в руководство технического процесса отдельных цехов, дежурный диспетчер завода свое деятельностью обеспечивает их согласованную работу в рамках сменно-суточных заданий и способствуют скорейшему изготовлению заготовок и деталей сборочных единиц, находящихся в списке дефицитных.
Оперативность и эффективность диспетчерской службы в большой степени повышается благодаря проведению ежедневных диспетчерских совещаний, на которых проводятся итоги работы завода за истекшие сутки и выявляются причины, которые вызвали или могут вызвать отклонение от нормального хода производства, по общезаводскому диспетчерскому коммутатору. Его участниками являются все линейные и функциональные руководители заводских подразделений ( начальники цехов, участков, отделов, других подразделений).
На совещание диспетчер завода на основе сведений оперативного контроля и учёта сообщает по коммутатору данные о ходе выполнения сменно-суточного задания по цехам, заводу в целом и отмечает неполадки и причины, обусловливающие срыв выполнения отдельных заводов. Затем он выслушивает запросы и претензии руководителей подразделений, которые фиксируются в диспетчерском журнале и картотеке контрольных сроков исполнения.
Работу по производственной диспетчеризации в цехах завода возглавляет старший диспетчер, являющийся заместителем начальника ПДБ. Работу по оперативному контроль и регулированию производства в смене осуществляет смены диспетчер цеха, являющийся оперативным руководителем своей смены. В оперативном отношении в дневную смену диспетчер подчинён начальнику цеха, в ночное время – начальнику смены. В части оперативного регулирования производства и продвижения заготовок, деталей и сборочных единиц, находящихся под общезаводским наблюдение, он одновременно подчинен и диспетчеру завода.
Основным содержание работы цехового диспетчерского аппарата является:
- контроль выполнения графика выпуска продукции цехом и прохождения ведущих и дефицитных деталей;
- контроль за своевременным запуском в производство заготовок и деталей;
- контроль за оперативной подготовкой производства и обеспечением всем необходимым;
- принятие мер по предупреждению и ликвидации различных неполадок в производстве;
- руководство работой внутрицехового транспорта;
- ведение диспетчерского журнала, карточек, контрольных графиков работы цеха и составление текущей оперативной отчетности (рапорта в ПДУ о выполнении производственной программы за истекшие сутки);
- уточнение сменно-суточных заданий на следующую смену и сутки.
Помимо общецеховой диспетчеризации существует диспетчерский контроль за работой участков. Диспетчеры (распределители работ) участков подчиняются старшим мастерам и распределяют работы по рабочим местам, составляют сменные задания, осуществляют контроль за исполнением заданий рабочими участка. При отсутствии диспетчеров участков их офункции выполняют мастера участков.
3.1 Состав, объём производства, режим работы ЭСПЦ
3.1.1 Состав технологической линии
Для обеспечения литейно-прокатным комплексом заданного объема производства – 1200 тыс.т горячекатаных рулонов в год, в составе ЭСПЦ предусматривается следующее основное технологическое оборудование:
- дуговая сталеплавильная печь переменного тока ДСП-160/190 с массой плавки 160 т и трансформатором мощностью 140+10 % МВА, работающая по технологии с жидким стартом (в печи остаётся 10-15 % металла и конечного шлака предыдущей плавки) и с использованием средств интенсификации плавки (система «DANARC»);
- двухпозиционная установка печь-ковш с трансформатором мощностью 25+20 % МВА – для комплексной доводки стали в ковше по химсоставу и температуре перед разливкой, а также для десульфурации ответственных марок сталей перед вакуумированием путём наведения рафинировочного шлака;
- двухместный вакууматор камерного типа – для рафинирования в ковше, в условиях глубокого вакуума, стали с повышенными требованиями к чистоте с целью улучшения ее микро- и макроструктуры;
— – одноручьевая тонкослябовая криволинейная МНЛЗ – для получения слябов следующих параметров: ширина – 800÷1800 мм, толщина на выходе из кристаллизатора – 110 (90) мм, толщина после «мягкого» обжатия – 90(70) мм, максимальная длина – 37,5 м.
Для приёма плавки, внепечной обработки и разливки стали используется сталеразливочный ковш ёмк. 160 т, оборудованный шиберным затвором и устройством для продувки аргоном через донные пористые пробки.
Для удаления из сталеразливочного ковша рафинировочного шлака, наведенного на установке печь-ковш при обработке вакуумируемой стали, предусматривается машина скачивания шлака.
Устанавливаемое в ЭСПЦ оборудование организационно объединено в одну технологическую линию с последовательным расположением агрегатов, что является оптимальным решением и соответствует мировому опыту.
Технологическое оборудование фирма «Даниели» соответствует современному уровню сталеплавильного производства и обеспечивает получение качественной готовой продукции требуемого сортамента.
3.1.2 Годовая производительность ЭСПЦ
Годовая производительность ЭСПЦ определена с учётом заданных технологических параметров и годового фонда рабочего времени основного оборудования цеха, длительности операций по выплавке полупродукта, внепечной обработке и непрерывной разливке стали (в увязке по всей технологической линии).
Годовой фонд рабочего времени основного технологического оборудования ЭСПЦ принят согласно технологии, разработанной фирмой «Даниели», и приведен в таблице 3.1.
Таблица 3.1 Годовой фонд рабочего времени основного
технологического оборудования ЭСПЦ
|
Наименование показателя |
Длительность, ч |
|
1 Годовой фонд рабочего времени ЭСПЦ |
8760 |
| 2 Продолжительность ремонтов, всего | 744 |
| в т. ч.: — ежегодная остановка ЛПК (5 сут/год) | 120 |
| — ежемесячный ППР (24 ч 11 месяцев) | 264 |
| — еженедельное 8-часовое техническое обслуживание | 360 |
|
3 Годовой фонд рабочего времени основного технологического оборудования с учётом продолжительности ремонтов |
8016 |
|
4 Годовой фонд рабочего времени основного технологического оборудования с учётом продолжительности ремонтов и коэффициента использования оборудования К = 0,9 (8016 ч 0,9) |
7214 |
|
5 Чистый годовой фонд рабочего времени оборудования |
7200 |
Как видно из таблицы 3.1, режим работы ЭСПЦ принят 365 суток в году по непрерывному четырехбригадному графику в три смены. Годовой фонд работы основного технологического оборудования – 300 суток.
Цикл выплавки стали в ДСП, согласно технологии, принят 55 мин.
Циклы работы других агрегатов технологической линии приведены к циклу выплавки.
Годовая производительность ЭСПЦ по жидкой стали:
1200 : 0,96 = 1250 тыс.т/год,
где 1200 – заданный объем производства горячекатаных рулонов, тыс.т/год;
0,96 – сквозной коэффициент выхода годного, принятый фирмой «Даниели».
Требуемая часовая производительность электропечи составит:
1250 : 7200 = 173,6 т/час,
где 1250 – объем производства жидкой стали, тыс.т/год;
7200 – годовой фонд работы ДСП, часов.
Технологией фирмы «Даниели» длительность плавки в печи принята – 55 мин.
Следовательно, годовая производительность электропечи по жидкому составит:
160 : 55 х 60 х 7200 = 1257 тыс.т/год.
С учетом возможных непредвиденных задержек – 1250 тыс.т/год.
Производительность ЭСПЦ по литой тонкослябовой заготовке:
Длительность разливки одной плавки на МНЛЗ принята равной длительности ее выплавки в дуговой печи.
Разливка стали на МНЛЗ производится сериями по 10-14 плавок. После выплавки серии плавок, МНЛЗ останавливается на ~24 мин для подготовки оборудования к разливке следующей серии.
Годовая производительность МНЛЗ по тонкослябовой заготовке составит:
1250 х 0,98 = 1225 тыс.т,
где 0,98 – коэффициент выхода годного при разливке на МНЛЗ, принятый
фирма «Даниели».
С учетом возможных непредвиденных задержек – 1220 тыс.т/год.
Согласно технологии, циклы обработки сталеразливочного ковша на печи-ковше и вакууматоре приняты по 55 минут. При этом, одной из функций агрегатов внепечной обработки является обеспечение буферного запаса времени с целью синхронизации графиков работы ДСП и МНЛЗ. Предусматривается следующая конструкция агрегатов внепечной обработки:
- печь-ковш – двухпозиционная, с двумя сталевозами и одной поворотной системой нагрева металла;
- вакууматор – с двумя камерами, одной общей крышкой и с одним пароэжекторным насосом.
Наличие двухпозиционных агрегатов позволит осуществить гибкую стыковку отдельных участков производственного процесса.
3.3.2 Основные положения технологии выплавки и
внепечной обработки стали
Приведенные в настоящем разделе основные положения технологии и особенности процессов выплавки стали в электродуговой печи и доводки ее на установках внепечной обработки приняты в соответствии с техническими предложениями контракта ф. «Даниели».
3.3.2.1 Выплавка стали
Современная технология производства стали реализуется в две стадии – получение в электродуговой печи полупродукта и рафинирование полупродукта в ковше на установках внепечной обработки с получением стали заданного состава и температуры.
В электропечи производится расплавление металлошихты, дефосфорация, обезуглероживание и нагрев металла с использованием энергии электрической дуги, топлива (природный газ и углерод) и кислорода, предварительное легирование в ковше на выпуске.
Работа ДСП предусматривается по технологии с жидким стартом, т.е. в печи остаётся «болото» – жидкий металл и конечный шлак предыдущей плавки. Оптимальный размер «болота» должен поддерживаться на уровне 10-15 % от общего веса жидкого расплава.
Наличие в печи расплавленного остатка металла и раскисленного шлака создает оптимальные условия для удаления фосфора во время всего процесса. Кроме того, жидкое «болото» защищает огнеупорную футеровку печи при завалке шихты первой корзиной.
Состав и методика завалки металлошихты
Состав металлошихты для каждой группы выплавляемых сталей приведен в таблице 3.8.
Таблица 3.8 Состав металлошихты для групп марок сталей
| Группа марок стали | Состав металлошихты | Выход годного, % |
Объем производства, тыс.т/год |
|
| по жидкому |
горяче- катаные рулоны |
|||
|
1 Группа I (низкоуглеродистые) 2 Группа II (низколегированные) 3 Группа III (вакуумируемые) |
скрап – 100 % скрап – 80 % чугун чушковый – 20 % скрап – 40 % чугун чушковый – 25 % металлизованные брикеты – 35 % |
91 91 89,5 |
605 333 312 |
580 320 300 |
Примечание — чушковый чугун должен быть в кусках весом 10÷15 кг.
Одной из особенностей процесса выплавки является предварительная сушка загружаемого в печь скрапа на специальных установках, что особенно важно в зимний период. Мероприятия по организации сушки скрапа приведены в разделе 3.5.1 записки.
Методика завалки в печь металлошихты, в зависимости от ее состава, приведена в таблице 3.9.
Таблица 3.9 Методика завалки металлошихты
| Методика завалки |
Металлошихта |
|||
| скрап |
чушковый чугун |
металли- зованные брикеты |
всего на плавку |
|
|
1 Стали группы I – 100 % скрапа |
||||
|
1-ая корзина, т/м 3 2-ая корзина, т/м 3 Общая масса, т |
109/145 69/92 178 |
— — — |
— — — |
109/145 69/92 178 |
| 2 Стали группы II – 80 % скрапа; 20 % чугуна | ||||
|
1-ая корзина, т/м 3 2-ая корзина, т/м 3 Общая масса, т |
101/135 41/55 142 |
36/10 — 36 |
— — — |
137/145 41/55 178 |
| 3 Стали группы III – 40 % скрапа; 25 % чугуна; 35 % метализов. брикетов | ||||
|
1-ая корзина, т/м 3 2-ая корзина, т/м 3 Общая масса, т |
71/95 — 71 |
45/13 — 45 |
— — 65,2 |
116/108 — 181,2 |
Примечание — средняя насыпная плотность скрапа – 0,75 т/м 3 .
Таким образом, для сталей групп I и II завалка в печь металлошихты производится загрузочными корзинами емк. 145 м 3 в два приема – завалка и подвалка. Первая корзина содержит до 60 % от общей завалки шихты, вторая ~40 %.
Для сталей группы III завалка части шихты, состоящей из скрапа и чугуна, производится загрузочной корзиной в один приём. Металлизованные брикеты конвейером загружаются непосредственно в печь.
Цикл выплавки стали
Согласно технологии, продолжительность плавки в дуговой печи принята 55 мин. Цикл выплавки стали в ДСП по операциям приведен в таблице 3.10.
Таблица 3.10 Технологический цикл выплавки стали по операциям
| Наименование операций |
Продолжительность операций, мин |
||
|
группа I |
группа II | группа III | |
| 100 % скрапа |
80 % скрапа, 20 % чугуна |
40 % скрапа, 25 % чугуна, 35 % металлизов. брикетов |
|
|
1 Техническое обслуживание |
5 |
5 |
5 |
| 2 Завалка первой корзины |
2,5 |
2,5 | 2,5 |
| 3 Плавление первой корзины |
20 |
20 | 37 |
|
4 Завалка второй корзины (подвалка) |
2,5 | 2,5 | — |
| 5 Плавление второй корзины | 15 | 15 | — |
|
Окончание таблицы 3.10 |
|||
| Наименование операций |
Продолжительность операций, мин |
||
|
группа I |
группа II | группа III | |
| 100 % скрапа |
80 % скрапа, 20 % чугуна |
40 % скрапа, 25 % чугуна, 35 % металлизов. брикетов |
|
|
6 Период доводки |
6 |
6 |
6,5 |
| 7 Выпуск плавки | 4 | 4 | 4 |
|
Всего, в т.ч.: — время работы печи под током — время обесточивания печи |
55 41 14 |
55 41 14 |
55 43,5 11,5 |
| Время работы горелок | 14 | 14 | 8 |
Примечание — в пункте 1 таблицы приведено среднее время на техобслуживание печи, в т. ч.
выпускного отверстия и порога завалочных окон, центровки/перемещения электродов.
Технология выплавки
Цикл выплавки стали начинается с загрузки на «болото» извести и завалки металлошихты.
После включения печи вводятся в действие газокислородные горелки, работающие, в зависимости от состава шихты, 8÷14 мин в течение цикла расплавления. В печь подают шлакообразующие.
После расплавления в печь инжекторами вводится кислород и порошок науглероживателя.
Для ввода дополнительной тепловой энергии на этапе расплавления шихты печь оснащена современной системой модульного вдувания «DANARC», позволяющей заменить традиционные кислородные и углеродные фурмы на стационарно смонтированные устройства (инжекторы) для вдувания кислорода и углерода.
Система «DANARC» включает 8 комбинированных блоков: 5 из которых, помимо режима газовой горелки, работают в режиме кислородного инжектора, а 3 другие – углеродного инжектора.
Науглероживание ванны путем вдувания порошка углерода с присадкой извести обеспечивает работу печи по технологии «пенистого шлака» и с «длинной» дугой, т.е. с погружением электрических дуг в шлак и защитой от их воздействия футеровки нижней части стен печи.
Угольный порошок также является источником монооксида углерода, образующегося в результате химических реакций между углеродом и FeO или кислородом.
Интенсивное вдувание кислорода обеспечивает ввод в расплав дополнительной энергии – за счет реакции окисления углерода и содержащихся в металле примесей, а также за счет дожигания непосредственно в рабочем пространстве печи моноокиси углерода (альтернативного топлива).
Образование экранирующих электрическую дугу «пенистых» шлаков (максимальной высотой 800 мм и основностью ~2,5) и вдувание в печь оптимального количества кислорода обеспечивает защиту металла от насыщения азотом.
Подача кислорода и вдувание углерода производятся в процессе ведения плавки и прекращаются по достижении требуемого содержания углерода и температуры расплава.
Донная продувка металла инертным газом обеспечивает ускорение массопереноса в объеме печи и, следовательно, процессов обезуглероживания металла, взаимодействия металла и шлака, улучшения теплообмена в печи.
Длительность периода рафинирования (доводки) металла в печи минимальна, учитывая раннее начало периода дефосфорации и обезуглероживания.
Корректирующие добавки шлакообразующих материалов производятся по ходу плавки через отверстие в своде печи.
Слив образующегося печного шлака производится с каждой плавки через рабочее окно ДСП.
Избыточный шлак спускается самотеком через порог рабочего окна печи в конце стадии расплавления и по ходу рафинирования.
Слив шлака производится без использования шлаковых чаш – на пол специально оборудованного участка. Мероприятия по организации скачивания и уборки печного шлака приведены в разделе 3.5.2 настоящей записки.
Температура металла в печи перед выпуском должна быть в пределах 1630 0 С.
После контроля химического состава металла на содержание углерода, марганца, серы, фосфора, других элементов и замера температуры производится выпуск металла из печи в сталеразливочный ковш ёмк.160 т, оборудованный шиберным затвором.
Эркерная система выпуска металла обеспечивает: возможность максимально быстрого слива плавки, что исключает поглощение расплавом кислорода, водорода и азота из воздуха; попадание минимального количества печного шлака в ковш на выпуске – 3÷5 кг/т стали.
В процессе выпуска металла в ковш подаются ферросплавы (на нижний предел заданного анализа по легирующим элементам), карбюризаторы (при необходимости повторного науглероживания металла), шлакообразующие для десульфурации и термоизоляции. При этом производится продувка стали аргоном через пористые пробки в днище ковша.
Управление процессом выплавки стали и механизмами печи осуществляется из поста управления.
3.3.2.2 Внепечная обработка стали
Поставляемый ф. «Даниели» комплекс оборудования внепечного рафинирования стали включает: двухпозиционную установку печь-ковш, машину скачивания шлака и двухкамерный вакууматор, а также вспомогательное и обслуживающее оборудование комплекса. Оборудование и технология внепечной обработки соответствуют современным достижениям отрасли и обеспечивают, при минимальных эксплуатационных затратах, получение высококачественной стали согласно требованиям марочного сортамента.
Обработка стали на установке печь-ковш
Ковш с металлом сталевозом подается в рабочую позицию печи-ковша (под крышку с электродами) и подключается к системе подачи аргона. На ковш опускается крышка, включается система аспирации, начинается предварительная продувка металла аргоном через донные пористые пробки и гомогенизация расплава. В результате происходит окончательное усреднение температуры жидкого металла.
Затем опускаются электроды, зажигается дуга и начинается нагрев металла со скоростью 4,5 0 С/мин. В отдельных случаях, когда время обработки имеет решающее значение для процесса, скорость нагрева металла может достигать максимальной – 4,7 0 С/мин.
Во время нагрева в ковш добавляются шлакообразующие материалы (известь ~10 кг/т, плавиковый шпат ~3,13 кг/т) и раскислители для наведения высокоосновного безжелезистого шлака. С повышением температуры металла в ковше шлакообразующие материалы расплавляются.
Хорошо раскисленный шлак, постоянное перемешивание металла и шлака аргоном, инертная атмосфера над расплавом способствуют протеканию процесса десульфурации стали с образованием сульфида кальция, переходящего в шлак.
Продувка ковша инертным газом также способствует турбулентным реакциям между металлом и шлаком и, следовательно, удалению неметаллических включений, обеспечивая чистоту стали. Одновременно происходит усреднение химсостава и температуры металла по всему объему ковша. Колебание температуры в сталеразливочном ковше не превышает ±5 0 С.
Первая стадия обработки заканчивается. Производится отбор проб и измерение температуры металла, осуществляемые вручную или манипулятором (через рабочее окно в крышке), оснащенным соответствующими сменными зондами измерения.
После получения результатов анализа проб, с целью корректировки химсостава стали, в ковш добавляется основное количество легирующих и ферросплавов, а также шлакообразующие материалы для корректировки состава шлака. Температура повышается до заданного уровня. Увеличивается расход аргона на продувку ковша. Все присаживаемые в ковш ферросплавы и легирующие подаются в просушенном виде.
Микролегирование и модифицирование стали осуществляются титаном, ниобием, молибденом, ванадием, бором, кальцием. Микролегирующие элементы при корректировке химсостава вводят в последнюю очередь.
Раскисление металла, при необходимости, производится алюминиевой проволокой, вводимой в ковш с помощью трайб-аппарата в конце процесса обработки.
По достижении заданного химсостава, температуры металла и измерения активности кислорода процесс доводки заканчивают: прекращается подача электроэнергии и аргона, электроды поднимают, отключается система аспирации.
Ковш передается на разливку на МНЛЗ.
Управление процессом доводки стали и механизмами УПК осуществляется из поста управления.
Продолжительность собственно обработки одного ковша на УПК составляет 40-45 мин. Однако, с учетом буферной функции агрегата (с целью выдержки графика разливки стали на МНЛЗ), продолжительность обработки на УПК принята в среднем 55 мин.
Проектная мощность прокатного цеха составляет 1,2 млн. т по годному в год горячекатаных полос толщиной 2,35÷12,7 мм, шириной 800÷1800 мм в рулонах массой до 36,0 т.
Прокатный цех расположен непосредственно за машиной непрерывной разливки стали.
В состав цеха входят следующие участки:
- участок нагрева слябов с одной туннельной печью роликового типа длиной 200 м. Туннельная печь вмещает до 5 слябов максимальной длиной до 37,5 м, образуя, в случае необходимости, буферную емкость, позволяющую продолжать непрерывную разливку стали при остановках стана для перевалки рабочих валков;
- участок непрерывной черновой группы клетей, состоящий из устройства гидросбива, обеспечивающего давление воды до 220 бар, вертикальной клети с диаметром валков 900÷1020 мм с приводом от двух электродвигателей мощностью 250 кВт каждый, двух клетей кварто с диаметром рабочих валков 1100÷1220 мм и опорных с диаметром 1350÷1450 мм с приводом мощностью 9000 кВт для каждой клети, системы промежуточного охлаждения с 8 коллекторами;
- участок непрерывной чистовой группы клетей, состоящий из подогреваемого передаточного рольганга, барабанных ножниц типа «старт-стоп», установки гидросбива окалины, обеспечивающей давление воды до 220 бар, вертикальной клети с диаметром валков 760÷860 мм с приводом каждого валка от электродвигателя мощностью 150 кВт, четырех клетей кварто диаметром рабочих валков 810÷730 мм и опорных диаметром 1320÷1470 мм с приводом мощностью 9000 кВт для каждой клети, одной клети кварто диаметром рабочих валков 630÷700 мм и опорных валков диаметром 1320÷1450 мм с приводом от электродвигателя мощностью 7000 кВт, системы ламинарного охлаждения полосы с 23 коллекторами типа «водяная стена»;
- участок смотки, осмотра, взвешивания, маркировки и обвязки рулонов, состоящий из подпольной моталки, обеспечивающей смотку рулонов с максимальным наружным диаметром 2300 мм и максимальной скоростью смотки 16,5 м/с, транспортерами с шагающими балками, машинами для обвязки рулонов по окружности и по образующей, станции взвешивания рулонов, маркировщиков образующей и торцевой поверхности рулонов, линии инспекции полосы и отбора проб, цепного конвейера для рулонов;
- склад готовой продукции, обслуживаемый мостовыми кранами грузоподъемностью 50/12,5 т, оборудованными механизированными траверсами для транспортировки рулонов.
Дальнейшее развитие оперативного планирования на отечественных предприятиях будет способствовать решению следующих организационно-экономических задач:
- достижение согласованной работы всех звеньев производства на основе единой рыночной цели, предусматривающей равномерный выпуск и сбыт товаров;
- совершенствование всей системы внутрифирменного планирования за счет повышения надежности календарно-плановых расчетов и снижения трудоемкости;
- повышение гибкости и оперативности внутрихозяйственного планирования на основе более полного учета требований потребителей и последующей корректировки годовых планов;
- обеспечение непрерывности в процессе производственного планирования и достижение более тесного взаимодействия стратегических, тактических и оперативных планов;
— создание на каждом предприятии системы оперативного планирования производства, соответствующей современным требованиям рынка и уровню развития конкретного предприятия. Совершенствование оперативно-производственного планирования на отечественных предприятиях будет способствовать подъему производства и росту эффективности в условиях действующих рыночных отношений.
Совершенствование системы внутрифирменного планирования в современных условиях требует широкого применения экономико-математических методов, электронно-вычислительной техники, средств организационной техники и связи. Использование их позволит ускорить сбор, обработку и анализ информации и найти оптимальные решения задач, связанных с планированием производства.
Необходимо обязательное разделение функций стратегического и оперативного управления производством. Первые осуществляет руководитель (совет директоров) и штаб (консультативный совет, не имеющий права давать прямые указания исполнителям), вторые — правление, директора по производству, маркетингу и сбыту и т.д., подчиненные им отделы управления. К числу обязанностей руководителя относится определение общих целей на основе анализа и прогнозирования рыночных позиций фирмы, утверждение соответствующих планов и программ, структуры управления, концепции маркетинга, основных направлений НИОКР, разработка кадровой, социальной, финансовой, инвестиционной, закупочной и производственной (что и как выпускать) политики, координация работы структурных единиц и служб управления, подбор непосредственно подчиненных сотрудников. Вмешательство генерального директора в оперативное управление поставками, запасами, календарное планирование неприемлемо в рыночной экономике.
Конкурентная борьба, при умелом ее использование, является важным инструментом стратегического планирования фирмы. Оградить себя от конкуренции других фирм, предприятие может, разработав свою уникальную технологию планирования материальных ресурсов, производства и сбыта. Поиск технологии состоит в выборе более доступного, дешевого и качественного сырья, нежели сырье, используемое другими фирмами. Кроме того, в современных рыночных отношениях, которые характеризуются возросшей конкуренцией, планирование экономической деятельности предприятия является одним из самых важных показателей конкурентоспособности.
Благодаря планированию достигается равновесие между производством и сбытом продукции, спросом и предложением.
1. Алексеева М.М. «Планирование деятельности фирмы», Москва «Финансы и статистика», 1997
2. Ансофф И. Стратегия управления – М.: Экономика, 1989
3. Бухалков М.И. Внутрифирменное планирование: Учебник.- М.: Инфра- М., 1999
4. Герчикова И.Н. «Менеджмент», Москва, 1997
5. Кабаков В.С., Порховник Ю.М., Зубов И.П. Менеджмент.- Л.: Лениздат, 1990
6. Куксов В.А. Планирование деятельности предприятия//Экономист.- 1996.-№6.- С.61-67.
7. Макаренко М.В., Махалина О.М. Производственный менеджмент: Учебное пособие для вузов.- М. : Издательство Приор , 1998
8. Мескон М.Х., Амберт М., Хедоури Ф. «Основы менеджмента», Москва, 1992
9. Стерлин А., Тулин И. Стратегическое планирование в промышленных корпорациях США.- М., 1990
Планирование на предприятии. Учебное пособие для экономических специальностей вузов / Под ред. А. И. Ильина. М.: Новое знание, 2000. (В 2 т.)
[7] Уайт О. У. Управление производством и материальными запасами в век ЭВМ. М.: Прогресс, 1978.
«Планирование — это обеспечение всех производственных подразделений информацией о том, как они