
Промышленный робот — автономное устройство, состоящее из механического манипулятора и перепрограммируемой системы управления, которое применяется для перемещения объектов в пространстве в различных производственных процессах.
Промышленные роботы (ПР) способны заменить человека там, где требуется тяжелый физический труд, в условиях с повышенными температурой и влажностью, вибрацией, шумом загрязненным воздухом, взрывоопасностью и радиоактивностью. Промышленный робот представляет собой перепрограммируемую автоматическую машину, способную выполнять аналогичные человеческим двигательные функции по перемещению предметов производства или технологической оснастки.
Роботы позволяют заменить монотонный физический труд, повысить качество изделий, увеличить их выпуск. Один робот может заменить труд четырех человек.
1 Основная часть.
1.1 История развития робототехники.
История развития робототехники насчитывает три поколения роботов.
Роботы первого поколения часто называют программными. Эти роботы предназначены для выполнения запрограммированной последовательности операций по четкой программе, составленной с учетом требований того или иного технологического процесса. Особенно эффективно применение роботов первого поколения при неизменных и строго определенных условиях эксплуатации. Поэтому они широко внедряются в производство при выполнении простейших операций сборки, установки, снятия, транспортирования и упаковки изделий. Однако благодаря простоте изменения программы, заложенной в память системы управления робота, возможно переобучение его путем перепрограммирования на выполнение другого класса операций.
Роботы второго поколения называют адаптивными. Системы управления этими роботами имеют более широкий по сравнению с программным набор датчиков информации о состоянии внешней среды и характеризуются большей сложностью. Алгоритм управления роботами второго поколения значительно сложнее, чем роботами с жесткой программой, и часто имеет ситуационный характер, что требует реализации его с помощью микроЭВМ или микропроцессора. Благодаря широко развитому программному обеспечению, наличию совершенных устройств системы очувствления роботы второго поколения способны приспосабливать свое поведение к изменяющейся обстановке.
Роботы третьего поколения называют интеллектуальными или разумными. Функциональные возможности этих роботов значительно расширены, от имитации физических действий человека до автоматизации элементов его интеллектуальной деятельности. По сравнению с адаптивными роботами они характеризуются значительно более сложной системой управления, включающей элементы искусственного интеллекта. Благодаря этому интеллектуальные роботы способны воспринимать разговорный язык и вести диалог с человеком, распознавать и анализировать различные ситуации, строить модель внешней среды, обучаться навыкам, программировать движения, усваивать понятия, планировать поведение в разнообразных условиях эксплуатации. В настоящее время выпускается большое число робототехнических устройств, различающихся по компоновочным схемам и конструктивному исполнению.
Управление системой доставки продукции
... [2]. Транспортная система - транспортная инфраструктура, транспортные предприятия, транспортные средства и управление в совокупности. Единая ... единицу времени. Грузооборот – основной экономический показатель продукции транспорта, характеризующий суммарный вес грузов, перевезенных на ... Большая маневренность и подвижность; высокая скорость доставки груза; небольшие капиталовложения в освоение малого ...
Независимо от типа, класса, поколения и назначения промышленный робот имеет две основные части: механическую и систему управления. Механическая часть состоит из основания , с помощью которого робот устанавливается на пол вблизи основного технологического оборудования или монтируется на станине. Робот может также перемещаться относительно оборудования по рельсам портала или направляющим. Корпус конструктивно объединяет все органы робота, в том числе привод рабочих органов.
Исполнительное устройство робота — манипулятор — выполняет все двигательные функции, оснащено приводом и управляющим устройством. Роботы могут иметь два и более независимо или синхронно действующих манипулятора. Рабочий орган является составной частью манипулятора и предназначен для непосредственного выполнения предусмотренных действий. Рабочий орган может иметь разную конструкцию, которая иногда является решающим фактором при определении возможности использования робота, например для манипулирования хрупким, крупногабаритным или профилированным объектом. Устройство управления 6 в соответствии с заданной программой формирует управляющее воздействие, которое передается исполнительному устройству и далее на приводы с помощью многожильного кабеля или пневмопровода.
Обобщенная схема робота представлена на рисунке 1.1.
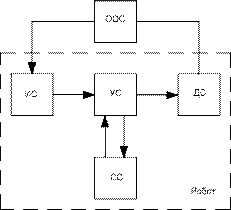
Рисунок 1.1. Обобщенная схема робота: ИС — информационная система; УС—управляющая система; ДС — двигательная система; СС — система связи; OOC — объект окружающей среды.
Система связи робота выполняет функции обмена информацией между человеком и робототехническим устройством в целях выдачи роботу заданий, контроля его действий, диагностики и т. п. Для этого используются не только механические устройства информации, смонтированные на пульте управления (клавиши, кнопки, переключатели), но и устройства для речевого управления (микрофоны).
Вывод информации от робота к человеку в виде звуковых и световых сигналов осуществляется с помощью дисплеев.
Информационная система выполняет функции искусственных органов чувств (сенсоров) робота и предназначена для восприятия и преобразования информации о состоянии объектов внешней среды и самого робота в соответствии с алгоритмом управляющей системы. В качестве сенсоров информационной системы робота наибольшее распространение получили акустические датчики, лазерные и ультразвуковые дальномеры, тактильные, контактные и индукционные датчики, датчики положения, скорости, сил и моментов, оптико-электронные устройства и др.
Управляющая (интеллектуальная) система предназначена для формирования законов (алгоритмов) управления приводами и исполнительными механизмами двигательной системы в соответствии с сигналами обратной связи информационной системы. Управляющая система обычно состоит из микроЭВМ или микропроцессора в комплекте с набором входных (аналого-цифровых) и выходных (цифро-аналоговых) преобразователей и интерфейсных каналов связи, по которым осуществляется обмен аналоговыми и дискретными сигналами между роботом и внешней средой.
Управление электроэнергетической системой
... 2.1.4 Переход от уравнений состояния непрерывных систем управления к уравнениям состояния дискретных систем Дискретные системы управления содержат в структуре цифровые вычислительные устройства, ... = 1.5; S c = 0.08. 2. Исследование систем автоматического управления 2.1 Математические модели непрерывной системы управления 2.1.1 Математическая модель в пространстве состояний Под математической ...
Интеллектуальные способности робота определяются алгоритмическим и программным обеспечением его управляющей системы. Двигательная (моторная) система выполняет функции целенаправленного воздействия робота на объекты окружающей среды в соответствии с управляющими сигналами информационно-управляющей системы. Конструктивно двигательная система может быть представлена разными приводами (двигателями), манипуляторами (механические руки и другие элементы).
Для перемещения не ориентированных в пространстве предметов достаточно трех степеней свободы, а для полной пространственной ориентации — шести. Обычно три степени подвижности обеспечивает базовый механизм робота, а еще две степени добавляет механическое устройство — кисть робота, на которой крепится рабочий инструмент.
1.2 Принципы управления промышленным роботом.
Современные роботы функционируют на основе принципов обратной связи, подчинённого управления и иерархичности системы управления роботом.
Иерархия системы управления роботом подразумевает деление системы управления на горизонтальные слои, управляющие общим поведением робота, расчётом необходимой траектории движения манипулятора, поведением отдельных его приводов, и слои, непосредственно осуществляющие управление двигателями приводов.
Подчинённое управление служит для построения системы управления приводом. Если необходимо построить систему управления приводом по положению (например, по углу поворота звена манипулятора), то система управления замыкается обратной связью по положению, а внутри системы управления по положению функционирует система управления по скорости со своей обратной связью по скорости, внутри которой существует контур управления по току со своей обратной связью.
Современный робот оснащён не только обратными связями по положению, скорости и ускорениям звеньев. При захвате деталей робот должен знать, удачно ли он захватил деталь. Если деталь хрупкая или её поверхность имеет высокую степень чистоты, строятся сложные системы с обратной связью по усилию, позволяющие роботу схватывать деталь, не повреждая её поверхность и не разрушая её.
Управление роботом может осуществляться как человеком-оператором, так и системой управления промышленным предприятием, согласующими действия робота с готовностью заготовок и станков с числовым программным управлением к выполнению технологических операций.
1.3 Классификация систем управления движением инструмента.
Системы управления движением инструмента робота подразделяются на цикловые, позиционные и контурные.
Цикловая система наиболее проста, так как программируют обычно две позиции: начало и конец перемещения инструмента. В роботах с цикловым управлением широко используют пневмопривод.
Позиционная система управления задает не только последовательность команд, но и положение всех звеньев робота, ее используют для обеспечения сложных манипуляций с большим числом точек позиционирования. При этом траектория инструмента между отдельными точками не контролируется и может отклоняться от прямой, соединяющей эти точки. Однако завершение перемещения в каждой точке обеспечивается с заданной точностью. Систему называют однопозиционной, если она предусматривает остановку инструмента в конце каждого отдельного перемещения (в каждой точке).
Такая система пригодна для контактной точечной сварки, для сборочных и транспортных операций.
Многопозиционная система управления предусматривает прохождение промежуточных точек без остановки с сохранением заданной скорости. При достаточной частоте промежуточных точек такая система управления обеспечивает перемещение инструмента по заданной траектории и поэтому может использоваться для дуговой сварки. Однако в этом случае введение программы в память робота требует значительных затрат времени.
Контурная система управления задает движение в виде непрерывной траектории или контура, причем в каждый момент времени определяет не только положение звеньев манипулятора, но и вектор скорости движения инструмента. Эта система обеспечивает движение инструмента по прямой линии или окружности путем задания соответственно двух или трех точек участков траектории. Это существенно упрощает обучение робота, так как отдельные участки траектории могут интерполироваться дугами окружности и отрезками прямых. Роботы с контурным управлением используют для дуговой сварки и термической резки.
1.4 Программирование промышленных роботов
Практически все фирмы производители робототехники разрабатывают собственные языки программирования и средства вспомогательного программного обеспечения. Фирмы, непосредственно занимающиеся внедрением робототехники в производственные процессы (системные интеграторы), делают основной упор на вспомогательном программном обеспечение адаптированном к конкретным практическим условиям, разработкам новых и модернизации старых технологий, внедрением измерительных систем, позволяющих повысит точность и качество производимой продукции.
Большинство промышленных роботов имеют комплексную программную оболочку, в которую по необходимости интегрируются разнообразные дополнительные модули расширений. Так, например, существует возможность подключения модулей коммуникаций с внешними сенсорными устройствами: система видео наблюдения, система замера прилагаемой нагрузки, вращающего момента, что дает возможность робототехнической системе реагировать на изменение внешних условий.
Довольно часто контроллер робота связан с программируемым логическим контроллером (ПЛК), который отвечает за взаимодействие робота и периферийного оборудования.
Программирование промышленных роботов делится на два вида Online- программирование и Offline-программирование . Как правило, при программировании робота используется оба вида. Существуют также различия относительно методов программирования, возможностей самих языков программирования и возможности роботов.
1.4 .1 Online-программирование.
Это программирование непосредственно на месте установки робота, с помощью самого робота. К данному способу относятся два метода Teach-In и Playback.
1.4 .1.1 Метод Teach-In.
При Teach-In методе (сокращенно Teachen) движение робота в пространстве к заданному участку производится управляющей консолью (в виде джойстика или кнопок).
В большинстве случаев, в самом роботе (в 1-ю ось) заложена система координат, связанная в свою очередь посредством кинематической цепи с самой удалённой точкой робота (например, 6-й осью у 6-ти осевого робота).
Таком образом местоположение и ориентация всех осей и предполагаемого инструмента робота в пространстве всегда известны.
Достигнутое местоположение (пункт) запоминается контроллером робота, и выполняется до тех пор, пока робот не выполнит все требуемые операции. Совокупность таких пунктов, определяет траекторию самостоятельного движения робота. Каждый пункт имеет определенное количество изменяемых параметров, скорость движения и углового вращения, точность, конфигурацию осей.
1.4 .1.2 Метод Playback.
Робот посредством человека, в ручную, обводится по траектории предполагаемого движения, которая в последствии в точности повторяется роботом. Этот метод часто применяется при программирование роботов для лакирования и покраски.
К недостаткам Online — программирования относится то, что во время программирования, не может быть речи о производственном процессе. Такое программирование не обеспечивает высокой точности обработки и конечно не очень удобно для каких-либо изменений.
1.4 .2 Offline программирование
Данный вид программирования производится на обыкновенном компьютере; без непосредственного участия робота. Тем самым дает возможность программирования робота без остановки производственного процесса.
Текстовое программирование (Описание течения программы языком программирования).
Это, по сути дела, написание логики программы (последовательность траекторий, опрос периферийных устройств, коммуникация с обслуживающим персоналом и конечно техника безопасности).
Изготовленная таким образом программа загружается тем или иным способом (дискета или сетевое соединение) в контроллер робота, проходит тест на ошибки, программа корректируется и в принципе готова к использованию.
1.5 Достоинства использования промышленных роботов.
1. достаточно быстрая окупаемость
2. исключение влияния человеческого фактора на конвейерных производствах, а также при проведении монотонных работ, требующих высокой точности;
3. повышение точности выполнения технологических операций и, как следствие, улучшение качества;
4. возможность использования технологического оборудования в три смены, 365 дней в году;
5. рациональность использования производственных помещений;
6. исключение воздействия вредных факторов на персонал на производствах с повышенной опасностью;
2. Описание промышленного робота IRB 2400.
2.1 Структура робота IRB 2400.
Робот состоит из двух главных частей, как показано на рисунке 1.
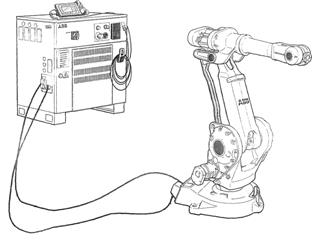
Рисунок 2.1 Робот IRB 2400.
2.2 Манипулятор.
Манипулятор оборудован двигателями переменного тока, которые имеют электромеханические тормоза. Тормоза блокируют двигатели, когда робот является недействующим в течение больше чем трех минут.
2.3 Контроллер робота.
|
|
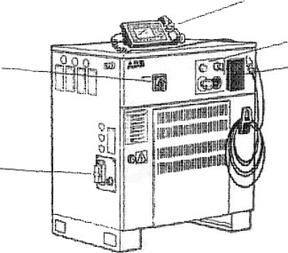 Подобный блок программирования используется для ручного ввода рабочих положений робота. Также у него есть функции для проверки всей запрограммированной последовательности перемещений, после того как она введена. Компактный, модульный контроллер является составной частью системы робота. Он содержит ЦП и мощную электронику для питания и управления роботом. Контроллер используется для управления манипулятором и обеспечивает оптимальную работу и функциональные возможности.
Подобный блок программирования используется для ручного ввода рабочих положений робота. Также у него есть функции для проверки всей запрограммированной последовательности перемещений, после того как она введена. Компактный, модульный контроллер является составной частью системы робота. Он содержит ЦП и мощную электронику для питания и управления роботом. Контроллер используется для управления манипулятором и обеспечивает оптимальную работу и функциональные возможности.
Рисунок 2.2 Внешний вид контроллера робота.
2.3.1 Электронный блок.
Весь контроль и управляющая электроника, кроме платы последовательных измерений, которая расположена в манипуляторе, собраны в контроллере.
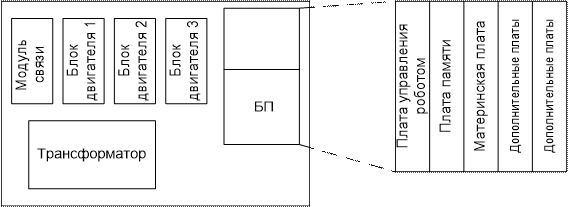
Рисунок 2.3 Расположение электронных панелей и блоков за передней дверцей.
Блок управления включает следующие части:
1. Плата управления роботом содержит элементы, используемые, для управления движением манипулятора и обработки информации.
2. Плата памяти — содержит дополнительную оперативную память 6, 8 и 16 MB.
3. Материнская плата — содержит память RAM на 4 MB и управляет системой робота.
4. Дополнительные платы – платы связи, содержащие кругообороты для сети Network и коммуникации через bas-шину.
5. Блок питания преобразует входное напряжение в 4 регулируемых и защищенных от короткого замыкания напряжения для различных плат.
6. Модуль связи преобразует трехфазное переменное напряжение в постоянное напряжение.
Плата последовательных измерений (в манипуляторе) собирает данные исполняющего устройства и передает их последовательно плате управления роботом. Плата последовательных измерений питается батареей так, чтобы информация не была потеряна в случае отключения питания.
2.4 Компьютерная система
Материнская плата и плата управления роботом — центр обработки данных. Они обладают всеми функциями, требуемыми для создания, выполнения и хранения программы робота. Они также содержат функции для координации и регулировки движения осей.
На рисунке 6 показано, как центр обработки данных связан с другими блоками.
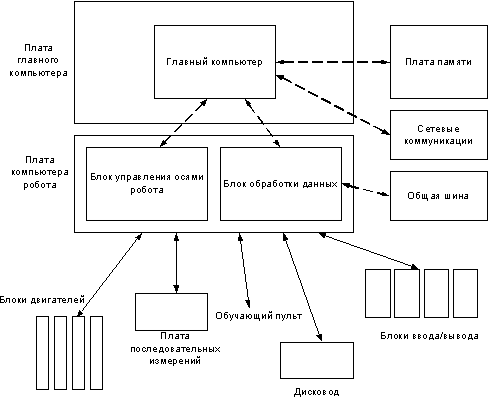
Рисунок 6. Интерфейсы компьютерной системы робота IRB 2400.
Главный компьютер осуществляет сбор информации, поступающей с блока обработки данных и от других компьютеров сети Network. На блок обработки данных поступают сигналы :
- от пульта управления. Управление производится оператором вручную при программировании робота и при корректировке программ.
- с дисковода. На дискетах хранится рабочие программы робота, которые при запуске системы необходимо подгружать в оперативную память робота.
— с блоков ввода/вывода, на которые поступают сигналы с датчиков, необходимых для корректной и безопасной работы робота, а в свою очередь с блоков ввода/вывода на периферийные устройства поступают сигналы о готовности систем робота к выполнению поставленных задач.
На основе полученной и обработанной информации главный компьютер формирует управляющие сигналы, которые через блок управления осями робота и с учетом заданной программы осуществляет запуск двигателей соответствующих осей. Контроль выполнения программ осуществляется с помощью платы последовательных измерений.
2.5 Сравнение робота IRB 2400.
Надежный — Длительный период безотказной работы
IRB 2400 — самый популярный промышленный робот в мире (более чем 14 000 установленных роботов этого типа на сегодняшний день).
Надежная, крепкая конструкция и использование минимального количества компонентов дают высокую надежность и большие интервалы между сервисным обслуживанием.
Быстрый — Короткое время циклов
Благодаря уникальной системе контроля движения компании АББ, робот оптимизирует ускорения достигая минимально-возможное время рабочих циклов.
Точный — Постоянное качество деталей
Лучшие в своем классе: точность следования заданному пути и позиционная повторяемость ( 0.06 мм).
Мощный – Максимальное использование
Варианты грузоподъемности 5 -16 кг. Радиус дейстия 1.810 м.
Защищенный – Работа под воздействием тяжелых условий внешней среды
Классифицированный как IP 67, с возможностью мойка паром, с классом «чистой комнаты» — 100 и опцией “Foundry Plus”.
Универсальный – Легкая внедряемость в производство
Весь модельный ряд имеет возможность установки как на полу так и на потолке
Список используемой литературы.
[Электронный ресурс]//URL: https://drprom.ru/otchet/sistema-upravleniya-promyishlennyimi-robotami/
1. Сварочные роботы. В. Геттерт, Г. Герден, X. Гюттнер и др.; Под ред.
Г. Гердена; Пер. с нем. Г. Н. Клебанова, Д. Г. Тесменицкого.— М.:
Машиностроение, 1988.—288 с: ил.
2. Банов М.Д., Казаков Ю.В., Козулин М.Г. — Сварка и резка материалов. М.-
2000