
К электротехнологии относятся электрические способы обработки металлов, получившие большое развитие за последнее десятилетие.
Электрическими способами обработки называются такие виды обработки, при осуществлении которых съем металла или изменение структуры и качества поверхностного слоя детали являются следствием термического, химического или комбинированного действия электрического тока, подводимого непосредственно (гальваническая связь) к детали и инструменту. При этом преобразование электрической энергии в другие виды энергии происходит в зоне обработки, образованной взаимодействующими поверхностями инструмента и обрабатываемой детали.
Электрическая обработка включает в себяэлектроэрозионные, электрохимические, комбинированные электроэрозионно-химические и электромеханические способы обработки (схема 1).
При электроэрозионных способах обработки съем металла и изменение свойств поверхности детали являются результатом термического действия электрического тока.
В свою очередь, электроэрозионные способы обработки металлов по назначению различаются на способы, при помощи которых осуществляется:
размерная
упрочнение
электроискровой, электроимпульсный
Схема 1. Общая классификация электроэрозионных способов обработки металлов.
электроискровой
электроискровой, электроимпульсной
Приведенные определения и классификация позволяют рассматривать электрическую обработку металлов как самостоятельную отрасль электротехнологии.
С появлением электрических способов обработки оказалось в принципе возможным осуществление методами электротехнологии всего комплекса операций, необходимых для превращения заготовки в готовую деталь, включая и ее термическую обработку.
Электроэрозионные способы не исключают механическую обработку, а дополняют ее, занимая свое определенное место, соответствующее их особенностям, а именно: возможности обработки токопроводящих материалов с любыми физико-механическими свойствами и отображения формы инструмента в изделии. Следовательно, использование электроэрозионных способов обработки будет развиваться с повышением твердости и вязкости обрабатываемых материалов, с усложнением формы детали и обрабатываемых поверхностей (полости сложной конфигурации, отверстия с криволинейной осью, отверстия весьма малого диаметра, тонкие и глубокие щели простой и сложной формы и т. п.), наконец, с улучшением технико-экономических показателей электроэрозионных способов обработки — повышением производительности, чистоты поверхности, точности, стойкости инструмента и снижением энергоемкости процесса.
Разработка гибкого производственного участка для обработки корпусных деталей
... мм. - 2 единицы ИР500ПМФ4, для обработки деталей 200 х 200 х 200 мм. - 4 единицы ИР200ПМФ4. 4. Автоматизированная система инструментального обеспечения (АСИО) АСИО ... комплектации инструмента гибкий производственный участок № п/п Наименование функции Уровень автоматизации Значение 1 Поиск информации по комплектующим инструмента автоматизированное 0,5 2 Комплектация инструмента автоматизированное 0,5 ...
Особо перспективным является использование электрических способов для обработки деталей из твердых сплавов, жаропрочных сталей и специальных трудно обрабатываемых сплавов, получающих все большее применение в связи с повышением давлений, температур и скоростей в машинах и аппаратах.
электрофрикционная
электроискрового
Эти способы были дополнены в 1948 г. новым применением электроконтактной обработки (заточка по методу инж. М. Е. Перлина), получившим дальнейшее развитие в работах Харьковского электротехнического института, Харьковского подшипникового завода (обработка шаров по методу инж. Б. П. Гофмана), ХТЗ имени Орджоникидзе (обработка траков), научно-исследовательского института Минсудпрома (обработка гребных винтов) и др.
электроискрового
электроискровом
электроимпульсного.
электроимпульсный
Электроимпульсный
электроимпульсному
Электрическая обработка металлов и ее разновидность — электроэрозионная обработка — представляют самостоятельную отрасль электротехнологии, находящуюся на начальной ступени развития.
ФИЗИЧЕСКИЕ УСЛОВИЯ ОСУЩЕСТВЛЕНИЯ РАЗМЕРНОЙ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ
Для обеспечения качественной размерной обработки металлов за счет использования теплового действия электрического тока необходимо соблюдение следующих трех основных условий:
1. Энергия электрического тока должна подводиться к обрабатываемому участку в виде импульса достаточно малой продолжительности (локализация элементарного съема металла во времени).
отображения
Примером обработки при непрерывном подводе энергии может служить разрезка или выжигание отверстий электрической дугой; в этом случае точность и чистота поверхности в месте реза неприемлема для размерной обработки.
2. Участок детали, к которому подводится импульс энергии, должен быть достаточно мал (локализация элементарного съема металла в пространстве).
Для того, чтобы произвести при подводе импульса энергии к большому участку съем металла, необходимо соответственно увеличить энергию импульса, что приведет к увеличению элементарного съема. Чем больше элементарный съем металла, тем хуже, естественно, чистота поверхности и ниже точность обработки.
Если сохранить при увеличенном элементарном участке импульс энергии неизменным, то съем металла может вообще не произойти, так как подведенной энергии будет недостаточно для расплавления элементарного съема.
3. Импульсы энергии должны подводиться к элементарным участкам объема металла, подлежащего удалению, непрерывно и с достаточной частотой (локализация процесса обработки во времени).
Это условие обеспечивает непрерывность процесса и получение требуемой производительности.
Указанным трем условиям удовлетворяют в разной степени электрические способы обработки, основанные на тепловом действии электрического тока.
Размерная электрохимическая обработка металлов
... растворении коэффициент выхода металла по току составляет обычно 0,5-1,0; при пассивном растворении η <0,5. 2. Разновидности процессов ЭХО., Размерная электрохимическая обработка. Таким образом, особенностью размерной электрохимической обработки является неодинаковая скорость ...
РАЗНОВИДНОСТИ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МЕТАЛЛОВ
Электрическую обработку металлов можно разделить на три группы.
К первой группе, основанной на чисто контактном подводе энергии, относится электромеханическая обработка.
электромеханическом
К резцу и обрабатываемой детали подводится переменный ток, производящий в месте контакта нагрев детали. Электрический контактный нагрев служит лишь целям уменьшения усилий резания и может быть заменен другими источниками тепла — дугой, пламенем ацетиленовой горелки, высокочастотным нагревом и т. п.
Как показывает расчет и опыт, с энергетической точки зрения введение электрического тока через резец в общем случае является нецелесообразным и не дает повышения производительности и увеличения стойкости инструмента. Последнее объясняется тем, что ввиду малых падений напряжения в месте контакта, для создания сколько-нибудь существенного нагрева необходимо вводить весьма большие токи; при этом резец оказывается, с точки зрения отвода тепла, в значительно более тяжелых условиях, чем обрабатываемая деталь. Поэтому происходит разогрев режущей кромки и снижение стойкости резца.
При малых же токах нагрев изделия настолько ничтожен, что практически не оказывает влияния на величину усилия механического резания.
электроискровой
Третья группа, объединяющая диодно-механический и электроконтактный способы со всеми разновидностями, основана на применении комбинированного контактно-дугового подвода энергии.
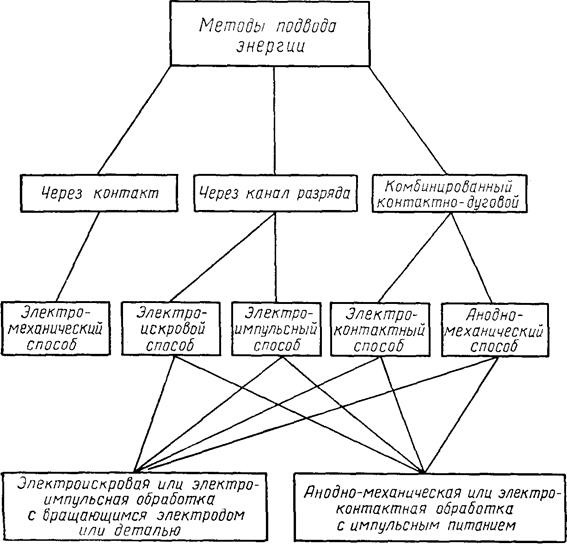
Схема 2. Классификация электроэрозионных способов обработки металлов по методам подвода энергии.
электроискровая
Рассмотрим принципиальные отличия разновидностей размерной электроэрозионной обработки внутри второй и третьей групп.
Электроискровой
Диодно-механический
электроконтактного
Как следует из изложенного, независимо от способа подвода энергии, известные электроэрозионные способы размерной обработки металлов имеют в основе единую физическую природу — металл удаляется в результате термического действия электрического тока.
Отличия заключаются в механизме удаления снятого металла и в технических средствах, обеспечивающих выполнение трех условий размерной электрообработки.
квт-ч/кг),
квт-ч/кг,
При сопоставлении этих данных следует иметь в виду, что удельный расход энергии для электрохимического растворения и плавления практически не зависит от механических свойств обрабатываемых материалов, в то время, как при механической обработке увеличение, например, твердости обрабатываемого материала резко повышает удельный расход энергии. Необходимо, однако, отметить, что фактические удельные расходы в электроэрозионных и электрохимических установках значительно выше приведенных данных вследствие неизбежных потерь энергии при ее преобразовании и передаче.
Эти данные определяют с энергетической точки зрения целесообразность применения электрических методов для обработки токопроводящих материалов, трудно поддающихся механической обработке.
С учетом свойства отображения (копирования), осуществляемого на электроэрозионных станках по предельно простой кинематической схеме и без силового привода, и возможности выполнения ряда специальных операций, недоступных механической обработке, следует расширить целесообразную область применения электроэрозионных способов и на детали из обычных материалов, но обладающих сложной формой, затрудняющей их механическую обработку.
Электрофизические методы обработки материалов
... электрофизические свойства – электропроводность и магнитную проницаемость и др.). 1. Электроэрозионная (электроискровая) обработка В основе этого метода обработки ... обработка., Высокочастотная электроискровая обработка Для обработки деталей электроискровым методом выпускают различные станки, которые могут выполнять следующие виды обработки: ... способствует удалению металла из ... вся энергия, запасенная ...
Рассмотрение методов подвода энергии электрического тока к инструменту и детали показывает, что для осуществления требуемого физического процесса съема металла необходимо специальное оборудование — станок или установка, включающие в себя следующие специфические элементы:
1) генератор импульсов;
2) автоматический регулятор;
3) систему снабжения рабочей жидкостью (ванна, устройство для работы с поливом, насосная станция и т. п., в зависимости от типа и назначения станка).
ЭЛЕКТРОТЕХНОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Электоротехнологические характеристики электроэрозион-ных способов обработки позволяют определить по заданным площади, конфигурации и материалу обрабатываемой детали, какие электрические режимы и в какой последовательности их необходимо применить для того, чтобы получить деталь с заданными размерами и чистотой поверхности и каково будет при этом машинное время обработки. Электротехнологические характеристики в электрической обработке аналогичны режимам резания в механической обработке металлов.
электроимпульсной
ХАРАКТЕРИСТИКИ И ОБЛАСТИ ПРИМЕНЕНИЯ РАЗМЕРНОЙ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ
Рассмотрим основные технологические характеристики и области преимущественного применения разновидностей электроэрозионной обработки металлов.
Приводимые данные по производительности, чистоте поверхности и энергоемкости относятся к обработке различных по величине площадей на режимах, обусловливающих отсутствие участков оплавления и покрытия, т. е. при оптимальных плотностях токов.
Электроискровой способ
При обработке твердого сплава производительность процесса на мягких режимах, примерно, в два-три раза меньше, чем при обработке стали, однако при этом получается несколько лучшая чистота поверхности. Применение более жестких режимов при обработке твердых сплавов лимитируется образованием на них трещин.
Электроискровой, Электроимпульсный способ
электроимпульсного
электроимпульсного
ПРИМЕРЫ НЕКОТОРЫХ ОПЕРАЦИЙ
Накопившийся за последние годы опыт позволяет установить области, где применение электрических способов оказалось рентабельным, и области, где имеются перспективы их внедрения при улучшении технико-экономических характеристик способа, усовершенствовании оборудования и разработке новых технологических приемов.
электроискровых
преимущественно анодно-механических
Имеются отдельные операции, выполнение которых оказалось целесообразным на специализированных электроэрозионных станках. К числу таких операций, в частности, относятся:
электроискровой
анодно-механический
Характеристика промышленности Калининградской области
... охваченную программой соседства «Литва -- Польша -- Калининградская область». Подведем итог по особенностям положения Калининградской области в мире 1. Калининградский регион - особая экономическая зона: С 1 апреля ... и области в целом. Более половины инвестиций направлены в топливно-энергетический комплекс и транспорт. Большая часть иностранных инвестиций приходится на промышленность, торговлю ...
электроискровой
электроискровой
электроискровой
электроконтактный
электроимпульсного
Следует учесть, что при изготовлении штампов электроэрозионным способом большое значение имеет их серийность, так как при этих способах обработки велики первоначальные затраты на изготовление инструментов.
Изготовление стружколомающих порожков.
Эта операция достаточно производительна. Например, на серийно выпускаемом настольном электроискровом станке мод. 4382 в смену изготовляется от 206 до 400 порожков на резцах с твердосплавными пластинками размером от 30 X 40 до 10 X 10 мм.
Изготовление сеток и щелей.
Частным случаем является получившее широкое применение в промышленности изготовление мелких отверстии и 0,15 мм и выше в топливной аппаратуре.
Рассмотрим некоторые модели современных электроэрозионных станков и примеры отдельных технологических операций, которые могут быть на них осуществлены.
ЭЛЕКТРОИСКРОВЫЕ СТАНКИ, Электроискровые
Универсальный прошивочно-копировальный электро-искровой станок.
электроискровых
Для прошивания мелких отверстий в распылителях имеется ряд конструкций станков, разработанных на Ленинградском карбюраторном заводе.
В настоящее время имеются опытные конструкции полуавтоматов, позволяющие обрабатывать несколько распылителей одновременно.
Полуавтомат для шлифования рабочего конуса распылителя.
электроискрового
ЭЛЕКТРОИМПУЛЬСНЫЕ СТАНКИ
Универсальный прошивочно-копировальный станок.
Электроимпульсный переносной станок для извлечения сломанного инструмента.
Станок рассчитан на широкий диапазон применения. Диаметр прошиваемых отверстий лежит в пределах 2-30 мм, т. е. охватывает практически почти весь диапазон резьб и отверстий, встречающихся в среднем и крупном машиностроении.
Специальный прошивочно-копировальный станок.
ЗАКЛЮЧЕНИЕ.
Таким образом, в этой курсовой работе показано, чем электроимпульсная и электроискровая обработка металлов выгодно отличаются от других обработок металлов.