
Ковка является одним из способов обработки металлов давлением. Процесс ковки обычно состоит из ряда чередующихся операций, при которых формоизменение исходной заготовки происходит в результате свободного течения металла в стороны, перпендикулярные движению деформирующего инструмента (по этой причине ковку часто называют свободной ковкой).
В качестве инструмента применяют плоские или фигурные (вырезные бойки), а также различный прикладной инструмент.
Ковкой получают заготовки, называемые поковками, для последующей механической обработки при единичном и мелкосерийном производстве.
При выполнении ремонтных работ только ковкой можно изготавливать крупные поковки для роторов и дисков турбин, котлов высокого давления, колонн гидравлических прессов и другие крупногабаритные, тяжелые поковки ответственного назначения. Такие поковки могут иметь массу в десятки тонн, а габаритные размеры в десятки метров. Поковки массой до 0,5 тонн относятся к средним, это поковки коленчатых валов крупных дизелей, вагонных осей, различных шестерен, маховиков и т. п. мелкие поковки массой менее 50 кг очень разнообразны, к ним относятся, например, поковки, изготавливаемые в ремонтных целях.
Большое разнообразие поковок единичного и мелкосерийного производства обуславливает применение универсального инструмента, определенный набор которого обеспечивает изготовление поковок всевозможной формы и размеров. В качестве универсальных машин-орудий для ковки применяют ковочные приводные пневматические молоты, ковочные паровоздушные молоты и ковочные гидравлические прессы. На прессах куют преимущественно крупные слитки, а на молотах мелкие слитки и катаные профили (болванки и прутки), кованые поковки отличаются высоким качеством металла, но имеют только приближенную к деталям форму. При относительно низком коэффициенте использования металла и невысокой по сравнению со штамповкой производительностью труда свободная ковка имеет следующие достоинства:
Высокое качество металла поковок по сравнению с отливками.
Возможность получать крупные поковки, изготовление которых другими способами невозможно или не целесообразно.
Для изготовления поковок используются прессы и молоты сравнительно небольшой мощности, т. к. поковки куются по частям.
Использование универсального оборудования и инструмента позволяет получать поковки с минимальными затратами, что в единичном и мелкосерийном производстве является экономически выгодным.
Ковка имеет также недостатки:
Реферат оборудование для ковки
... огромное значение для современного декоративно-прикладного искусства. Металл, используемый для ковки. В кузнечном ... свариваемость. Для маркировки легированных сталей, применяемых в основном для изготовления кузнечного инструмента, работающих ... металла зависят от температуры конца ковки: чем выше температуре металла в момент окончания деформации, тем лучше механические свойства металла (зерно крупнее). ...
Низкая производительность по сравнению со штамповкой.
Большие напуски и припуски на поковках приводят к большому расходу металла и высокой трудоемкости последующей механической обработки.
1. Осадка
Осадка — это кузнечная операция, заключающаяся в увеличении площади поперечного сечения заготовки за счет уменьшения ее высоты. При осадке заготовку устанавливают вертикально (на торец), а инструмент движется вдоль ее оси (рис. 1.1).
В процессе этой операции заготовка деформируется неравномерно вследствие влияния сил трения, возникающих на поверхности бойков и затрудняющих течение металла, а также из-за охлаждения торцов нагретой заготовки, контактирующих с инструментом. Результатом этого является бочкообразность. Основными разновидностями осадки являются: осадка плоскими бойками, осадка слитка с хвостовиком, осадка в подкладных кольцах, высадка, осадка разгонкой.
Осадку плоскими бойками (без хвостовика) осуществляют, ударяя (или нажимая) верхним бойком по торцу заготовки и поворачивая ее после каждого удара вокруг вертикальной оси на некоторый угол (рис. 1.1, а).
Этот способ часто применяют для получения заготовок, которые затем подвергают прошивке. Крупные заготовки и слитки осаживают на прессах без поворота вокруг вертикальной оси.
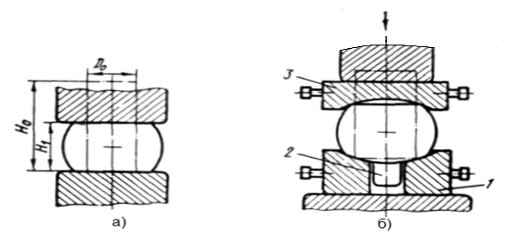
Рис. 1.1. Схемы осадки:
а — плоскими бойками, б — слитка с хвостовиком: 1, 3 — плиты, 2 — хвостовик слитка
Осадку слитка с хвостовиком (рис.1.1,б) применяют преимущественно в тех случаях, когда после нее следует протяжка. Хвостовик 2 слитка предварительно оттягивают и при осадке вставляют в отверстие нижней плиты. Плиты 1 и 3 для осадки имеют, как правило, вогнутые рабочие поверхности, обеспечивающие надежное центрирование слитка.
Осадку в подкладных кольцах выполняют с предварительной оттяжкой
хвостовиков (рис. 1.2, а) и с затеканием металла в отверстия колец (рис. 1.2,б).
При осадке по первому способу исходную заготовку протягивают на необходимый размер, в результате чего заготовка 1 приобретает ступенчатую форму с утолщенной серединой. Затем один конец заготовки вставляют в отверстие нижнего кольца 3, а на другой надевают верхнее кольцо 5. При ударах верхнего бойка 6 по кольцу последнее перемещается вниз, осаживая центральную часть заготовки. Для облегчения удаления заготовки из колец после осадки стенки отверстий выполнены с уклоном а, равным 1°30′ — 7° (в зависимости от высоты бобышек).
Второй способ применяют, если высота бобышек невелика и оттяжка их затруднительна.
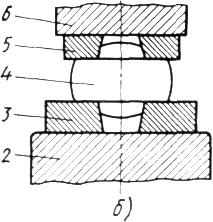

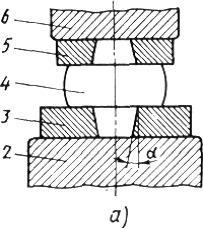
Рис. 1.2. Схемы осадки в подкладных кольцах: а — с предварительной оттяжкой хвостовиков, б — с затеканием металла в отверстия колец; 1, 4 — заготовки до и после осадки; 2, 6 — нижний и верхний бойки; 3, 5 — нижнее и верхнее кольца
Работы: «Разработка технологического процесса прокатки сортовой ...
... производство сырой стали; 2 мировое производство разливаемой стали; 3 - мировое производство непрерывнолитой стали; 4 - доля непрерывнолитой стали в процентах от сырой стали. По конструктивному исполнению в эксплуатации находятся вертикальные, ... сортовых заготовок и сортопрокатного производства; выбрать технологическую схему производства ... и технико-экономических показателей работы стана 780 ПАО ...
При высадке (рис. 1.3, а) деформируется только часть заготовки. Длина выступающего из кольца 2 конца заготовки 3 не должна превышать 2,5 диаметра (или стороны квадрата) во избежание продольного изгиба. При необходимости получения большого фланца с тонким стержнем применяют ступенчатую заготовку с оттянутым хвостовиком. Для удаления высаженной поковки (рис.1.3, б) кольцо 2 приподнимают и ставят на подкладку 5, диаметр которой меньше диаметра стержня поковки; на штамп устанавливают кольцо-съемник 5; нажатием верхнего бойка 4 на съемник удаляют поковку. Если допускается конусность стержня извлекаемой поковки, отверстие штампа следует делать с уклоном 3 — 7°.
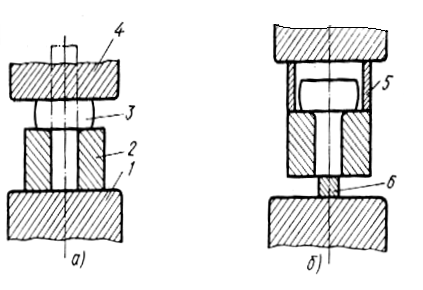
Рис. 1.3. Схемы высадки в штампе (а) и удаление высаженной поковки (б): 1, 4 — нижний и верхний байки; 2, 5 — кольца; 3 — заготовка; 6 — подкладка
Осадку разгонкой применяют для уменьшения высоты и увеличения диаметра заготовки, если мощность молота или пресса оказывается недостаточной для обычной осадки. Для разгонки небольших поковок (рис. 1.4, а) применяют полукруглую раскатку 1, которую после каждого обжатия поворачивают вокруг вертикальной оси на некоторый угол. После разгонки поверхность полотна оказывается волнистой и для ее выравнивания пользуются плоскими раскатками.
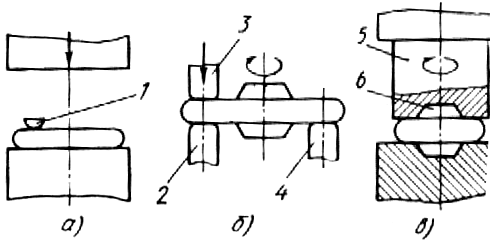
Рис. 1.4. Схемы осадки разгонкой: а — полукруглой раскаткой; б — бойками; в — узким вырезным бойком; 1 — раскатка; 2, 3 — нижний и верхний бойки; 4 — подставка; 5 — узкий боек; 6 — вырез под бобышку
Разгонка бойком молота, аналогична осадке раскаткой, только роль раскатки выполняет верхний боек 3 (рис. 1.4, б).
Заготовку устанавливают на нижний боек 2 и подставку 4 и разгоняют полотно верхним бойком 3, после каждого удара поворачивая заготовку вокруг вертикальной оси. Разгонку полотна крупного диска прессом выполняют узким бойком 5, имеющим вырез 6 под бобышку (рис. 1.4, в).
Заготовку устанавливают на подкладную плиту с отверстием под бобышку. После каждого обжатия верхний боек или нижнюю плиту с поковкой поворачивают вокруг вертикальной оси.
Основными дефектами поковок являются косогранность, зажимы, трещины. Косогранность (смещение торцов заготовки друг относительно друга) появляется по следующим причинам: длина осаживаемой части заготовки была более 2,5 диаметра (или стороны квадрата); удары бойка молота наносились не посередине, а по краям заготовки; заготовку в процессе осадки не поворачивали вокруг вертикальной оси и не правили после появления незначительного продольного изгиба. Зажимы (складки) могут появиться в результате продольного изгиба заготовки, если его не ликвидировать в самом начале осадки.
Правила осадки
- Высота исходной заготовки должна быть не более 2,5 ее диаметра в противном случае возможен продольный изгиб.
— Заготовка перед осадкой должна быть равномерно прогрета. Для снижения усилия деформации нагрев производят до максимально допустимой температуры, т. к. осадка является самой тяжелой операцией (максимальное усилие в конце процесса).
Выбор и способы получения заготовок деталей машин
... (экструзии) К металлическим заготовкам относятся: Прокат из стали и цветных металлов простых и сложных профилей в виде прутков и труб; поковки; листовая штамповка; отливки. Большинство ... производства (проектные работы, изготовление штампов, моделей, пресс-форм). При выборе технологических методов и процессов получения заготовок учитываются прогрессивные тенденции развития технологии машиностроения. ...
Если в технологическом процессе есть осадка, то мощность пресса или молота подбирают по усилию осадки.
- Торцы заготовки должны быть ровными и перпендикулярными к оси.
Заготовку перед осадкой желательно подкатать до цилиндрической формы.
Осадку, применяют в следующих случаях: как основную операцию для получения поковок, имеющих большие поперечные сечения, чем исходные заготовки (поковки фланцев, дисков, шестерен и др.); как предварительную операцию перед прошивкой отверстий для выравнивания торцов и увеличения диаметра при изготовлении полых поковок типа колец, барабанов, муфт; как промежуточную операцию для увеличения степени укова, если в процессе ковки не удаётся ликвидировать литую структуру металла и перед протяжкой с той же целью и для уменьшения неравномерности свойств в поперечном и продольном направлениях; для обеспечения в поковках радиальной волокнистой структуры.
Процесс осадки сопровождается искажением свободной поверхности заготовок, так цилиндрические заготовки принимают одну из трех форм: в виде одинарной бочки, в виде двойной бочки и в виде рюмки. Искажается форма не только вертикальных, но и горизонтальных сечений заготовки, причем любая форма поперечного сечения стремится перейти в круг (закон наименьшего со противления).
Основной причиной искажения формы являются силы трения на контактных поверхностях (бойка и заготовки).
Бочкообразность тем больше, чем больше коэффициент трения. Подхолаживание торцов заготовки при горячей деформации также увеличивает бочкообразность.
Степень деформации при осадке определяется выражением

Величину деформации оценивают также отношением высоты заготовки к высоте поковки.
Осадка уменьшает анизотропию механических свойств и улучшает свойства в радиальном направлении, способствует равномерному распределению и измельчению карбидов. Слитки с подкорковыми дефектами рекомендуется предварительно обжимать для заваривания пузырей, чтобы они не заварились при осадке.
Для уменьшения бочкообразности и неравномерности деформаций используют смазки и подогрев бойков. В качестве смазок применяют опилки, графитные смазки, стеклосмазки и т. п.
Выбор молота и пресса. При осадке требуются усилия, являющиеся, как правило, максимальными во всем технологическом процессе ковки. Если мощность молота или пресса достаточна для осадки, то на этом оборудовании можно осуществить все остальные операции ковки. Поэтому выбор молота или пресса для осадки имеет особое значение.
Выбор молота для осадки производят по необходимой работе деформации за последний удар по формуле
![]()
где G — вес падающих частей молота в кг; εk — степень деформации за последний удар, принимается εk = 0,025 — для крупных и εk = 0,060 — для мелких поковок; V − объём заготовки в см3; σs — напряжение текучести металла при температуре осадки, примерно равное пределу прочности при той же температуре в МПа.
Предел прочности деформируемого металла выбирают, пользуясь справочными данными. Остальные обозначения те же, что и в предыдущей формуле.
Современные зарубежные свайные дизель молоты
... основное направление повышения эффективности сваебойных работ — повышение единичной мощности сваебойного молота. Единичная, мощность дизель-молота может быть повышена двумя ... для навески копрового оборудования. В этом случае наиболее рационально применение гидравлического молота простого или двойного ... в конце процесса погружения суммарная величина осадки сваи-оболочки составляла 4 мм, в то ...
Средний диаметр поковки после осадки (без учета бочкообразности) определяют по формуле:

где D0 и H0 — исходные диаметр и высота заготовки.
Выбор пресса производят в зависимости от усилия осадки.
Усилие пресса, необходимое для осадки, определяют по формуле:
![]()
где Ψ — масштабный коэффициент; D1 и H1 — диаметр и высота заготовки после осадки в мм; F — площадь поперечного сечения поковки после осадки в мм2.
При осадке крупных заготовок и слитков на прессах металл охлаждается меньше, чем при деформировании мелких заготовок на молотах, что и учитывается с помощью масштабного коэффициента ψ (чем больше масса слитка, тем меньше значение ψ).
Для слитков массой 0,5 тонн ψ = 0,8; при массе слитка
тонн — принимают равным 0,5.
2. Протяжка
Протяжка — это кузнечная операция, заключающаяся в удлинении заготовки (или ее части) за счет уменьшения площади поперечного сечения (рис. 1.5) и являющаяся основной формообразующей операцией при ковке гладких, ступенчатых и коленчатых валов, поковок типа шатунов и т. п. При протягивании последовательно деформируют отдельные участки заготовки с кантовкой вокруг оси и подачей вдоль нее (при этом бойки не перекрывают заготовку целиком).
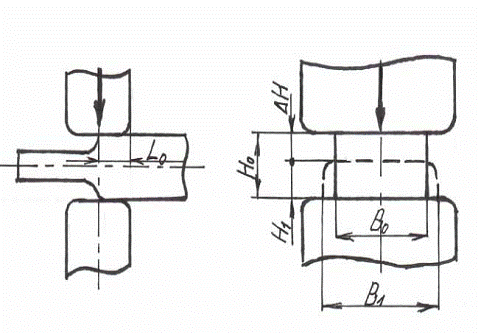
Рис. 1.5. Схема изменения размеров заготовки при протяжке
За каждое нажатие пресса или удар молота происходит уменьшение высоты заготовки на величину ΔН = Н0 — Н1 называемую обжатием.
Отношение обжатия к первоначальной высоте заготовки называют относительным обжатием ε, т. е. ε = ΔН/Н1. В процессе протягивания заготовка удлиняется, а также получает некоторое уширение. Отношение приращения длины заготовки (ΔL) к ее длине до протягивания (L0) называют относительным удлинением, а отношение приращения ширины заготовки (ΔB) к ее первоначальной ширине (В0) — относительным уширением. Отношение площади F0 поперечного сечения исходной заготовки к площади F1 поперечного сечения протянутой заготовки называют уковом. Увеличение укова способствует проработке структуры металла и улучшению механических характеристик детали. Осадка заготовки перед протягиванием увеличивает площадь ее поперечного сечения, а следовательно, и уков после протягивания.
Протяжка является основной формообразующей операцией при изготовлении поковок удлинённой формы: гладких и ступенчатых валов, коленчатых валов, фасонных поковок типа шатунов, рычагов, дышел и др.
Получение поковок протяжкой требует многократных обжатий, т. к. деформируются одновременно только отдельные участки заготовки в определённой последовательности, причём бойки не перекрывают целиком заготовку.
Продолжительность протяжки составляет 60 — 70 % всего времени ковки.
Различают три способа ведения протяжки при ковке плоскими бойками:
— После каждого обжатая следует кантовка на 90° в одну и ту же сторону без перемещения заготовки вдоль оси. Подача производится после каждых четырёх обжатий. Этот способ, называемый ковкой по винтовой линии, очень трудоёмок, его применяют только для ковки твёрдых инструментальных сталей(рис. 1.6, а).
Реферат разметка заготовок из тонколистового металла
... разметка — это нанесение рисок на поверхности плоских деталей, листовом и полосовом металле, а также на поверхностях литых и кованых деталей. Плоскостную разметку выполняют на одной поверхности заготовки, ... Разметка прямоугольника на пластине с одной базой разметки, Заключение. Исходя из рассмотренной в реферате информации, можно сделать вывод, что разметка - это ответственная операция. От разметки ...
- Производят два обжатия с кантовкой на 90°, затем следует подача и кантовка, и так до конца протяжки (рис. 1.6, б).
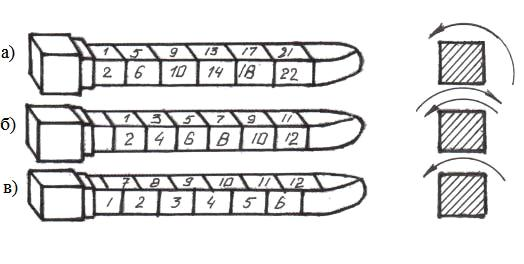
Рис. 1.6. Способы чередования обжатий и кантовок при протяжке.
ковка заготовка протяжка дефект
Направление подачи при протяжке зависит от массы, длины протягиваемой заготовки и от способа её удержания. При протяжке длинных заготовок ковку начинают с их середины. Протяжку коротких, мелких заготовок начинают с дальнего конца от кузнеца, причём каждая последующая подача приближает кузнеца к месту ковки: это так называемая протяжка «на себя». Крупные поковки протягивают «от себя», т. е. по направлению к рабочему месту кузнеца, что облегчает удержание поковки.
Протяжкой на плоских бойках получают в основном поковки, имеющие форму поперечного сечения квадрата или прямоугольника. Протяжку круглых заготовок на круглые большей длины в плоских бойках не осуществляют из-за появления растягивающих напряжений и возможности трещинообразования в осевой области заготовки. Обычно для протяжки на круг сначала производят протяжку на квадрат со стороной квадрата, равной диаметру поковки, затем сбивают углы и округляют заготовку.
Для быстрого получения поковок круглого сечения из квадратного, а также для протяжки с круга на круг применяют вырезные бойки, которые бывают с круглым вырезом — радиусные или овальные и угловым вырезом с закруглением в вершине углов — ромбические бойки. Широко применяют комбинированные бойки — верхний плоский, нижний вырезной (рис. 1.7).
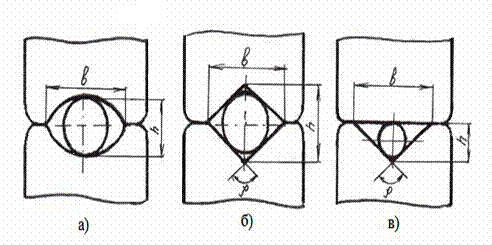
Рис. 1.7. Протяжка в вырезных бойках: а — в овальных, б — в ромбических, в — в комбинированных
Применение вырезных бойков устраняет возможность образования осевых трещин, ввиду отсутствия интенсивного течения металла в стороны. Протяжка в вырезных бойках проходит более интенсивно, с большими подачами и большим уковом за каждое обжатие, чем протяжка на плоских бойках, производительность при этом выше на 20 — 40 %.
Усилие пресса, необходимое для осуществления протяжки, определяется по формуле, полученной так же как и для осадки, т. к. каждое нажатие при протяжке можно рассматривать как местную осадку.

где ψ — масштабный коэффициент; γ — коэффициент, учитывающий увеличение удельного усилия при изменении формы бойков (для плоских бойков γ =1, для вырезных γ = 1,25 ); σв- предел прочности материала поковки при температуре протяжки; Hn-1 ,Bn-1 — исходные высота и ширина заготовки в мм (при протяжке круглой заготовки в круглых вырезных бойках принимают
Упругая и пластическая деформация. Способы обработки металлов давлением
... обработки металлов давлением различными способами и специальным оборудованием. 1. УПРУГАЯ И ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ, Деформация, Упругой деформацией, Пластическая деформация Способность металлов и сплавов к пластической деформации имеет важное практическое значение, т.к. все процессы обработки металлов давлением основаны на пластическом деформировании заготовок. Величина пластической деформации не ...
Hn -1= Bn -1= D,
где D — диаметр заготовки в мм; Ln-1 — величина подачи в мм.
Выбор молота для протяжки производится по формуле
![]()
где ᶓn — принимаемая степень деформации за 1 удар (выше критической, но не более 0,3).
Для облегчения расчётов усилия-пресса и массы падающих частей молота используют таблицы и диаграммы. Следует иметь ввиду, что усилие протяжки будет максимальным при первом проходе.
Разновидности операций протяжки:
— Протяжка с оправкой (рис. 1.8) применяется при ковке относительно длинных поковок типа цилиндров и труб. Процесс заключается в том, что предварительно прошитая заготовка надевается на коническую оправку (стержень, диаметр которого равен внутреннему диаметру поковки) и обжимается вырезными бойками как сплошная поковка. При этом толщина стенок заготовки уменьшается, а длина увеличивается. Извлекать оправку необходимо тотчас после ковки.
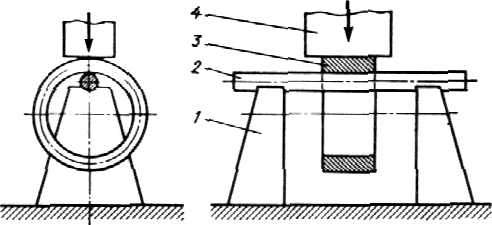
Рис. 1.8. Схема раскатки на оправке: 1 — стойки, 2 − оправка, 3 − заготовка, 4 − верхний боек
2. Раскатка на оправке (рис. 1.9) применяется при ковке коротких полых поковок типа колец и обечаек. Для раскатки прошитую заготовку подвешивают с оправкой на стойки, при этом кольцевую заготовку по толщине стенки обжимают между верхним узким плоским бойком и круглой оправкой. Ковку ведут с вращательной подачей заготовки. При раздаче (раскатке) происходит интенсивное увеличение наружного и внутреннего диаметров заготовки и уменьшение толщины стенки. В ширину течение металла затруднено, т. к. боёк делают узким и длинным и располагают длинной стороной параллельно оправке. Целесообразно, чтобы длина бойка перекрывала всю ширину (длину) кольца.
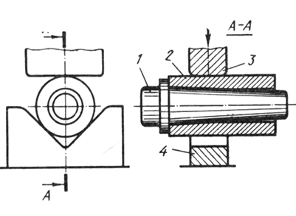
Рис. 1.9. Схема протягивания с оправкой:
1 − оправка; 2 − заготовка; 3, 4 − верхний и нижний бойки
3. Для получения большой поверхности поковки при небольшой её высоте используют разгонку (рис. 1.10, а).
При разгонке (расплющивании, уширении) заготовка раздается в ширину при малом удлинении. Этот процесс обычно ведут широкими бойками с большими подачами. Для увеличения уширения применяют раскатки (рис. 1.10, б), ось которых устанавливают параллельно оси заготовки.
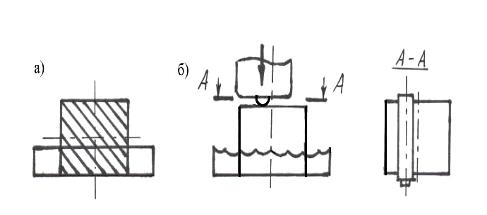
Рис. 1.10. Схема разгонки (а) и разгонка с полукруглой раскаткой (б)
Основными дефектами поковок при протягивании являются зажимы, вогнутость торца, трещины, саблевидность, недостаточный уков. Зажимы (рис. 1.12, а) могут образовываться в том случае, если подачу L0 заготовки устанавливают больше 0,8 ширины бойка (при ширине бойка 200 мм подача должна быть не более 160 мм).
При этом также следят за тем, чтобы подача была не менее высоты ΔH уступа. При невыполнении указанных требований металл может «наплывать» на протянутый участок заготовки, образуя зажим. Зажимы могут образовываться также при протягивании заготовок с отношением высоты к ширине более 2,5; во избежание этого следует своевременно исправлять изгиб заготовки.
Товароведная характеристика цветных металлов и изделий из них
... М.П. Васильевой в соавторстве, А.Ф. Шепелева и других. Цель реферата – дать товароведную характеристику цветных металлов и изделий из них. Поставленная цель определила задачи реферативной ... технические требования к цветным металлам; изучить особенности классификации цветных металлов и изделий из них в ТН ВЭД; проанализировать товароведную характеристику металлохозяйственных изделий; определить виды ...
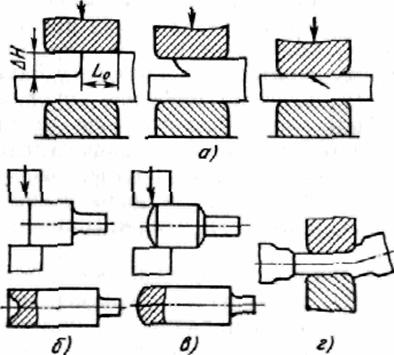
Рис. 1.12. Дефекты, возникающие в заготовке при протягивании: а — зажимы; б, в — вогнутость торца и схема его устранения; г — саблевидность
Вогнутость торца (рис. 1.12, б) может возникать при слабых ударах молота, деформирующих только поверхностные слои металла. Для предотвращения этого явления заготовку протягивают частыми и сильными ударами. Устранить вогнутость торца при ковке крупных слитков помогает предварительная осадка слитка сферической осадочной плитой. При последующем протягивании выпуклость торца компенсирует неравномерное течение металла (рис. 1.12, в).
Причиной появления осевых трещин является недостаточная пластичность металла.
Саблевидность (рис. 1.12, г) наиболее часто наблюдается при протягивании под прессом. Причиной ее возникновения является неравномерное охлаждение поковки, контактирующей с холодным нижним бойком. Для предупреждения этого дефекта заготовку при протягивании периодически кантуют. Если искривление все-таки появилось, заготовку поворачивают на 180°, протягивают, а затем снова кантуют «на ребро».
3. Прошивка
Прошивка является основной кузнечной операцией, при которой в заготовке получают отверстие или углубление. Она осуществляется с помощью специального инструмента − прошивня (пуансона, дорна).
Заготовку перед прошивкой обязательно осаживают. Основными способами прошивки являются: прошивка сплошным прошивнем, прошивка на подкладном кольце, прошивка пустотелым прошивнем.
Прошивку сплошным прошивнем применяют для получения отверстий в сравнительно высоких заготовках (рис. 1.13).
Диаметр отверстий, получаемых этим способом, не превышает 500 мм (при ковке слитков).
После погружения прошивня 2 до уровня торца заготовки на него устанавливают надставки 3, которые внедряют прошивень на 80−90 % от высоты заготовки, при этом образуется удаляемая перемычка. Затем заготовку кантуют на 180°, немного обжимают, после чего её дно пробивают другим прошивнем(его устанавливают тупым концом к заготовке).
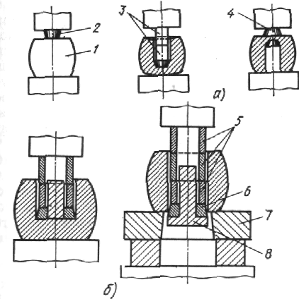

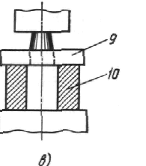
Рис. 1.13. Схемы образования отверстий прошивкой сплошным (а) и полым (б) прошивнями и пробивкой сплошным прошивнем (в): 1, 9 — заготовки; 2, 4, 6 — прошивни; 3, 5 — надставки; 7, 10 — кольца; 8 — отход
Прошивку на подкладном кольце (рис. 1.14) применяют для сравнительно низких заготовок при H/D=1/3 -1/4.
Прошивень располагают по оси подкладного кольца, диаметр которого несколько больше диаметра прошивня. Верхним бойком вдавливают прошивень до тех пор, пока выдра не провалится в отверстие кольца.
Прошивку полым прошивнем осуществляют для получения больших по диаметру отверстий, а также для удаления средней, ликвационной зоны слитка.
Значение металлов в нашей жизни
... человеческой деятельности, дала мощный толчок развитию производительных сил, обеспечила людей металлами и сплавами, сыгравшими решающую роль в становлении материальной культуры. Ее случайно этапные периоды в жизни человечества названы историей по преобладавшим в ... в развитии человеческой цивилизации -- на смену каменному веку пришел век бронзовый. Бронзовые орудия постепенно вытеснили медные. Топор ...
Применение пустотелых прошивней резко снижает усилие прошивки. Глубокую прошивку ведут с применением кольцевых надставок. Процесс осуществляют так же, как и сплошным прошивнем, до момента образования перемычки толщиной 100 − 150 мм. Затем заготовку переставляют на кольцо.
Отход металла при пробивке на подкладном кольце больше, чем при использовании других способов, но искажение заготовки меньше.
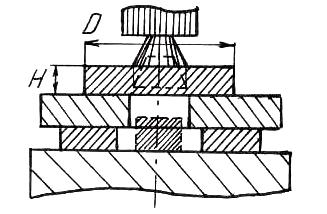
Рис. 1.14. Схема прошивки: на подкладном кольце
При прошивке и пробивке отверстий возможны
сильно затянутые края отверстий (дефект возникает, когда прошивень сразу, без предварительной подготовки, вгоняют в заготовку, имеющую значительную толщину);
- смещение осей отверстий, полученных прошивкой и пробивкой после кантовки заготовки на 180° (во избежание этого дефекта следует тщательно устанавливать прошивни, используя разметку или приспособления);
- рванины и трещины по краям пробиваемого отверстия (возникают при недостаточном нагреве заготовки или слишком охлажденном металле);
- отклонение от перпендикулярности оси отверстия к торцам заготовки (возникает при неравномерном нагреве слитков или отклонении от взаимной параллельности торцов заготовки перед прошивкой).
Усилие, необходимое для образования отверстия сплошным прошивнем, приближённо определяют по диаграмме либо по следующей формуле:

где d — диаметр прошивня в мм; D — диаметр заготовки в мм; σв — предел прочности металла при температуре прошивки в кг/мм2, σв ͌ σs.
4. Отрубка
Отрубка − это кузнечная операция, в результате которой происходит полное отделение части заготовки путем внедрения в нее деформирующего инструмента (топора, зубила).
Отрубку применяют для разделения прутков и болванок на мерные заготовки, удаления концевых излишков на поковках, прибыльной и донной частей слитка. Отрубку под молотами и прессами осуществляют только в горячем состоянии заготовок по одному из нижеследующих способов.
Отрубка с одной стороны. Нагретую заготовку надрубают двусторонним топором почти на всю высоту, оставляя небольшую перемычку. Вынув топор, заводят под надрубленную часть заготовки квадратную просечку и ударом верхнего бойка разрубают заготовку (рис. 1.15, а).
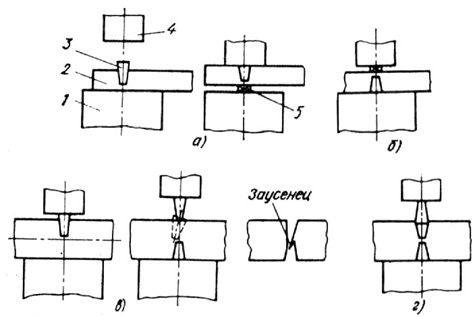
Рис. 1.15. Схемы отрубки заготовки: а − с одной стороны топором и квадратом, б − с одной стороны топором и квадратом с кантовкой заготовки на 180°, в − с двух сторон без оставления перемычки, г − с двух сторон с оставлением перемычки: 1, 4 − нижний и верхний бойки, 2 — заготовка, 3 — топор, 5 — просечка
Разрубку заготовки выполняют также с предварительной ее кантовкой на 180°, устанавливая квадрат сверху над перемычкой (рис. 1.15, б); при этом место установки квадрата определяют по потемневшему (остывшему) металлу перемычки. Отрубку с одной стороны топором и квадратом применяют для заготовок сравнительно небольшого сечения, которое ограничено размерами рабочей части топора.
Отрубку с двух сторон применяют для крупных заготовок, которые не удается разделить первым способом. Вначале заготовку, уложенную на нижний боек, надрубают на половину высоты, затем кантуют на 180° и, установив топор против надрубленного места, производят окончательную отрубку; при этом на торце заготовки образуется заусенец (рис. 1.15, в).
Двустороннюю отрубку без заусенца осуществляют с оставлением перемычки, которую затем удаляют топором, повернутым обухом вниз (рис.1.15, г).
Отрубку с трех сторон применяют для разделения круглых заготовок на прессах и производят, как правило, с использованием нижнего вырезного бойка 1, что уменьшает смятие металла (рис. 1.16, а).
Первые две надрубки делают прямым топором 4 (рис. 1.16, б, в), а окончательную − трапецеидальным топором 2 (рис. 1.16, г).
После каждой надрубки заготовку поворачивают на 120°.
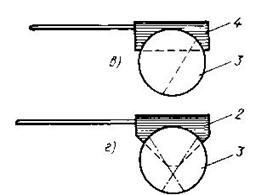
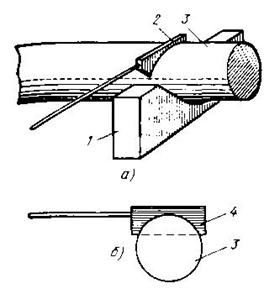
Рис. 1.16. Схема (а) и последовательность (б−г) отрубки круглой заготовки с трех сторон: 1 − нижний вырезной боек; 2, 4 − трапецеидальный и обычный топоры; 3 — заготовка
Отрубку на выдвинутом бойке осуществляют на прессах с выдвижным столом. При необходимости отделения от заготовки небольшой части, например, донной части слитка, перед отрубкой на заготовке, уложенной в вырезной боек, делают кольцевую наметку раскаткой (круглым прутком) и совмещают кольцевую полость с краем бойка. Затем нижний боек вместе со слитком перемещают таким образом, чтобы ось верхнего бойка проходила в плоскости наметки заготовки. Вставляя в углубление заготовки топор, производят отрубку (рис. 1.17, б); при этом топор не «уводит» в сторону, что обеспечивает высококачественную отрубку донной части.
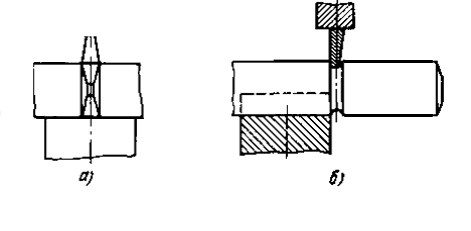
Рис.1.17. Схемы отрубки: а − заготовки с четырех сторон, б − дойной части слитка на выдвинутом бойке
Топоры. Для отрубки крупных слитков на прессах применяют топоры больших размеров и массы. Наиболее тяжелые топоры имеют высоту 450 мм, длину (без рукоятки) 1250 мм и массу около 300 кг. Для облегчения работы таким топором применяют его механизированную установку с подвеской на качающемся монорельсе (рис. 1.18).
В этом случае используют топор с противовесом 1, с помощью рым-болта 2 подвешенный к тележке 4. Для подачи топора на верхний боек и выноса его из рабочей зоны служит изогнутый монорельс 5, по которому может передвигаться тележка 4. Монорельс одним концом шарнирно крепится шкворнем 3 к державке верхнего бойка, а вторым подвешен к плунжеру подъемного цилиндра пресса цепью 6. При подъеме левого конца монорельса тележка плавно передвигается вправо, перемещая топор к слитку. Рабочий, нажимая на противовес, без больших усилий устанавливает топор в нужном положении. После отрубки при ходе траверсы пресса вверх правый конец монорельса поднимается и тележка выносит топор из рабочей зоны.
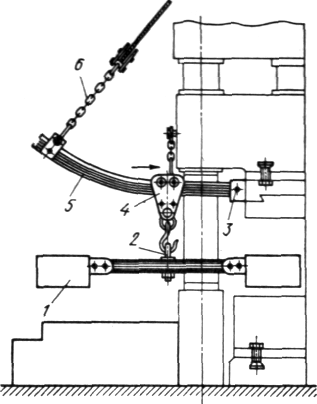
Рис.1.18. Схема установки топора с противовесом на качающемся монорельсе: 1 − топор с противовесом, 2 − рым-болт, 3 − шкворень, 4 − тележка, 5 − монорельс, 6 — цепь
Основными дефектами на отрубленных заготовках являются заусенцы и трещины в месте разрубки. Заусенцы на торце особенно опасны, если заготовка в дальнейшем деформируется осадкой в торец (в этом случае заусенец вдавливается в тело поковки, что может привести к браку детали).
Заусенцы на торце заготовки удаляют односторонним топором (рис. 1.19, а), а находящиеся на ее краю − отсекают квадратом (рис. 1.19, б).
Трещины в зоне отрубки образуются при пониженной пластичности металла (заготовка недостаточно нагрета в печи или в процессе ковки охладилась ниже допустимой температуры).
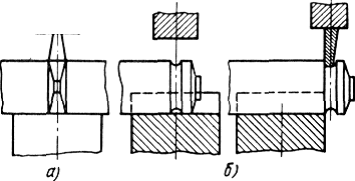
Рис. 1.19. Схемы удаления заусенцев после отрубки: а − односторонним топором, б — квадратом
5. Гибка
Гибка — операция, при которой исходной заготовке придается изогнутая форма по заданному контуру. Процесс гибки сопровождается изменением формы поперечного сечения заготовки за счёт растяжения (утяжки) наружных слоев металла и сжатия внутренних (рис.1.20).
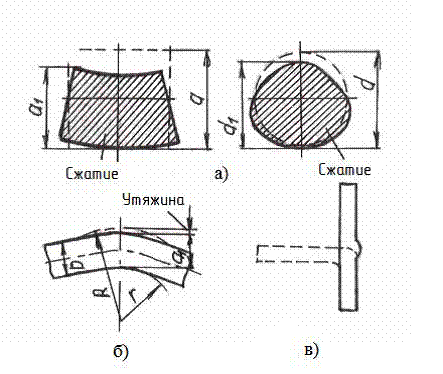
Рис. 1.20. Схема к расчету длины исходной заготовки при гибке
Растяжение происходит выше нейтрального слоя. Сжатие, иногда с образованием складок, − ниже этого слоя и тем больше, чем меньше радиус закругления и больше угол загиба. При гибке нейтральная линия смещается в сторону сжатого волокна. Наиболее распространённые и простые приёмы гибки: ручная гибка кувалдой (рис.1.21, а); гибка с помощью крана (рис.1.21,б); гибка в штампе (рис.1.21,в); гибка на плите со штырями при помощи рычага и др.
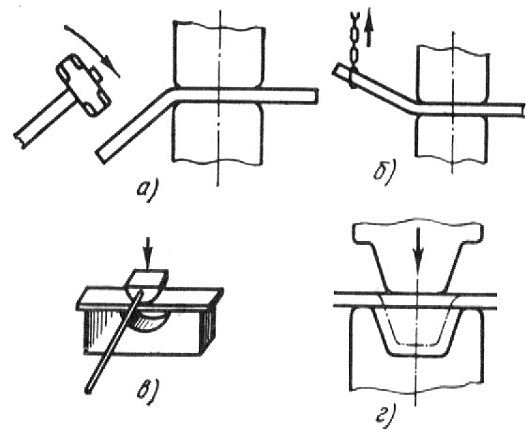
Рис. 1.21. Схемы гибки: а — кувалдой, б — краном, в — в одном штампе раскаткой, г — в штампе из двух половин
Дефектами поковок, получаемых гибкой, являются разрывы металла, утяжина, несоответствие фактических размеров поковки указанным в чертеже. Разрывы металла могут образовываться на выпуклой стороне изгибаемой заготовки, где имеют место значительные растягивающие напряжения. Как правило, трещины появляются при недостаточной пластичности недогретой или охладившейся заготовки. Значительная утяжина металла с внешней стороны изгибаемой заготовки уменьшает часть ее сечения и может принести к браку изделия. Для предотвращения утяжины предварительно создают местные утолщения металла.
ЗАКЛЮЧЕНИЕ
Ковка металла известна с глубокой древности. С помощью ковки веками обрабатывали железную руду, совершенствуя свое мастерство и изобретая все новые технические приемы. Мастерство кузнецов передавалось из поколения в поколение, но многое было утеряно.
В наше время ковка металла не утратила своего значения. Многие мастера посвящают этому ремеслу свою жизнь. Некоторые из них не уступают своим предшественникам, поскольку тоже создают уникальные произведения искусства, способные пройти сквозь века и оставить память о нас нашим последователям. Несмотря на то, что технический прогресс неумолим, для мастеров ковки металла мало, что изменилось. Они все также работают в кузнице, разогревают металл с помощью кузнечного горна и орудуют тяжелым молотом на наковальне. Правда, некоторые усовершенствования затронули и это древнее ремесло. У современных кузнецов больше возможностей, они могут нагревать металл до более высоких температур, а к работе приступают после обучения в школах и университетах, где им подробно рассказывают о химии и физике.
Современный кузнец — это все тот же ремесленник, вооруженный современными технологиями и знаниями. Его труд тяжел, но востребован и почитаем, как в далеком прошлом. Ручная работа всегда высоко ценится, а работа с металлом еще и приносит много радости и удовлетворения. Ковка металла — это отличный способ самовыражения, заработка и снискания уважения и восхищения людей.
Список используемой литературы
[Электронный ресурс]//URL: https://drprom.ru/referat/kovka/
1. Ю.А Титов, А.Ю. Титов «Свободная ковка. Основные операции и технологии». Учебное пособие. Ульяновск, УлГТУ 2011
2. Обработка металлов давлением, М., 1961 Ковка и объёмная штамповка стали. Справочник, под ред. М. В. Сторожева, 2 изд., т. 1, М., 1967.
3. Различные интернет-источники.
[Электронный ресурс]//URL: https://drprom.ru/referat/kovka/