
1.1. Описание конструкции
Лестница является решётчатой ответственной конструкцией.
Лестница показана на рисунке 1.
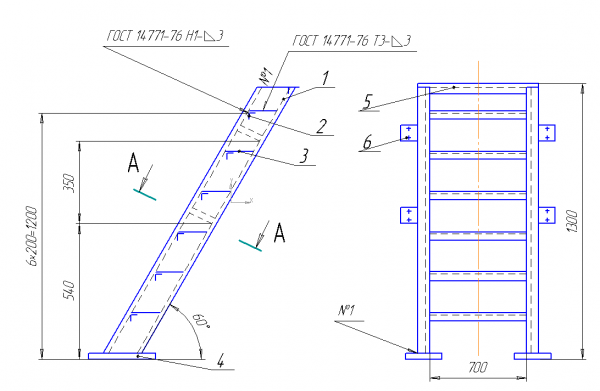
Рисунок 1 — Лестница
1.2. Характеристика материала
Сталь конструкционная углеродистая обыкновенного качества, по способу раскисления — кипящая, Использование в промышленности:, Химический состав стали приведен в таблице 1., Таблица 1 —
Технологические свойства:
Свариваемость материала:
Механические свойства стали Ст3кп при Т=20
в (МПа)
δ 5
Сталь горячекатаная
370-470
26
Твердость материала: HB 10 -1 = 131 МПа
1.3. Выбор способа сварки
Данную конструкцию можно сваривать как РДС, так и полуавтоматической сваркой., Полуавтоматическая сварка, Преимущества сварки в углекислом газе, Сварочные работы в среде углекислоты имеют ряд преимуществ по сравнению с другими видами сварки:
-
Видимость процесса сварки и .
-
Отсутствие необходимости в приспособлениях для подачи и отвода флюса.
-
Хорошее качество швов. Сварные швы не требуют последующей очистки от остатков флюсов и шлака.
-
Увеличенная производительность сварки в углекислом газе, вследствие качественного использования тепла дуги.
-
Возможность проведения работ в разных пространственных положениях в режимах автоматической и .
12 стр., 5881 словСборка и сварка пожарной лестницы
... людей. Поэтому выбрана тема письменной экзаменационной работы «Технология сборки и сварки пожарной лестницы». Цель работы: выполнить сборку и сварку пожарной лестницы. Для достижения поставленной цели необходимо решить ... При сварке в среде защитного газа для предохранения расплавленного металла от окисления применяются защитные газы - аргон, гелий, азот, углекислый газ. Защитный газ подводится ...
-
Низкая стоимость углекислого газа.
-
Использование для сварки электрозаклепками и металлов небольших толщин.
-
Доступность сварочных работ на весу без использования подкладки.
Сварка РДС, У данного типа есть достоинства и недостатки., Чем хорош ручной дуговой тип сварки:
-
можно проводить сваривание даже в местах, где доступ затруднен;
-
возможность достаточно быстро переходить между материалами;
-
сваривать можно даже самые разные виды стали, так как выбор производимых электродов крайне широк;
-
можно легко и удобно транспортировать необходимое для работы оборудование;
Минусы ручного типа дуговой сварки:
-
коэффициент полезного действия достаточно низкий, сравнивая с прочими типами сваривания;
-
от уровня навыка сварщиков полностью зависит качество соединения;
-
условия сварки являются достаточно вредными.
Вывод:
Учитывая преимущество и недостатки обеих видов сварки, мы выбираем полуавтоматический вид сварки. В первую очередь, это связанно с тем, что данный метод обладает хорошей универсальностью и высокой производительностью, и у нас доступны все сварные швы.
1.4. Характеристика сварочных материалов
Сварочная проволока является так называемым присадочным материалом.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов . Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов . Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
-
Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
10 стр., 4911 словОсновные виды сварки
... от влияния атмосферы. Сварку может проводить как без присадочного материала, так и с ним. В качестве присадочного материала используются металлические прутки, проволока, полосы 2. ... сварки металлов. Наибольший объём среди других видов сварки занимает ручная дуговая сварка. Источником тепла в данном случае служит электрическая дуга между двумя электродами, одним из которых являются свариваемые ...
-
Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
-
Проволока должна плавиться равномерно, не разбрызгиваясь.
-
Получившийся сварной шов должен быть ровным, без трещин и пор в металле.
Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Для Ст3кп выбираем сварочную проволоку Св-08ГС., Химический состав проволоки Св-08ГС:
-
Углерод — 0,10% ;
-
Кремний ( С ) — не более 0,60 – 0,85% ;
-
Марганец ( Г ) — 1,40 – 1,70% ;
-
Хром ( Х ) — не более 0,20% ;
-
Никель (Н) — не более 0,25% ;
-
Сера — не более 0,025% ;
-
Фосфор — не более 0,30% ;
Св-08ГС
Сварочная проволока СВ08ГС
Нейтрализовать окислительное действие углекислого газа можно путём введения в сварочную проволоку избыточного кремния и марганца. Пока в зоне сварки присутствуют в свободном состоянии более активные кремний и марганец, окисления железа и углерода не происходит.
Проволоку выбираем омедненную, так как медное покрытие не только упрощает сам процесс сварки стального изделия, но и защищает проволоку от окисления. Шов приобретает способность легко переносить механические нагрузки (удары), не разрушается от высокотемпературного воздействия и резкого перепада температур, а также имеет высокое сопротивление на разрыв.
2.1. Описание технологического процесса
Проектирование технологического процесса сварки представляет собой сложную оптимизационную задачу, основанную на использовании расчетных аналитических методов проектирования. Оптимальный вариант технологического процесса изготовления сложной сварной конструкции выбирается из нескольких расчетных вариантов технологии. В зависимости от основного назначения различают перспективные и рабочие технологические процессы. Перспективный технологический процесс сварки включает в себя :
Сварка строительных конструкций
... и автоматическую сварку вертикальных швов стенки порошковой проволокой с принудительным формированием. В главных балках коробчатого сечения применяют конструкцию совмещенного ... в защитных газах; механизирован ная сварка самозащитной порошковой проволокой; электрогазовая сварка сплошной проволокой в защитном газе вертикальных соединений с принудительным формированием. Производство сварочных работ ...
-
последовательность технологических операций;
-
разбивку конструкции на отдельные технологические узлы или элементы;
-
эскизную проработку специальных приспособлений и оснастки;
-
расчеты режимов основных сварочных процессов, расчеты ожидаемых сварочных напряжений и деформаций;
-
сравнительную оценку разработанных вариантов технологии.
После окончательного утверждения технического проекта и принятого варианта технологии выполняют рабочее проектирование конструкции (составление конструкторской документации) и разработку рабочей технологии (составление технологической документации).
Рабочий технологический процесс сварки включает в себя:
-
уточнения и изменения принципиального технологического процесса, связанные с изменением конструкции на этапе рабочего проектирования;
-
разработку технологических карт, в которых указывают все параметры режима сварки, применяемые сварочные материалы и оборудование;
-
краткие описания технологических приемов выполнения отдельных сварочных операций;
-
требования к прочности и качеству сварных конструкций на отдельных этапах их изготовления;
-
указания методов проверки точности и контроля качества соединений, узлов и готовой конструкции.
В зависимости от количества изделий, охватываемых процессом, установлено два вида технологического процесса : типовой и единичный. Правила разработки рабочих технологических процессов предусматривают обязательное использование типовых технологических процессов и стандартов на технологические операции.
В зависимости от степени детализации каждый
Технологический процесс изготовления лестницы будет состоять из следующих операций: заготовительные, сборочные, сварочные, контрольные.
2.2. Заготовительные операции
К заготовительным операциям относят: очистку, гибку, резку, правку, механическую обработку.
Для нашей конструкции мы будем использовать зачистку, разметку, резку, механическую обработку и зачистку после резки.
Зачистка: её применяют для удаления с поверхности листа средств консервации, загрязнений ржавчины окалины, заусенцев, шлака, которые затрудняют процесс сварки, вызывают дефекты сварных швов и препятствуют нанесению защитных покрытий, для очистки деталей применяют механическую и химическую очистку. К механическим относят: дробеструйную, дробемётную, пескоструйную, на зачистных станках, галтовочных барабанах. К химическим методам относят: обезжиривание, ванный или струйный способ.
Технологический процесс изготовления детали «Корпус подшипника»
... 1.1 Назначение и конструкция детали Точное назначение детали можно определить по сборочному чертежу, но так как сборочный чертеж отсутствует, делаю предположение, что деталь «корпус подшипника», предназначена для установки подшипника, поверхность 2 ...
Разметка.
Разметкой называют процесс перенесения формы и размеров детали или ее части с чертежа на заготовку. Основная цель разметки — обозначить на заготовке места и границы обработки. Места обработки указываются центрами отверстий, получаемых последующим сверлением, или линиями гибки. Границами обработки отделяют тот материал, который должен быть удален, от того материала, который остается и образует деталь. Кроме того, разметку применяют в целях проверки размеров заготовки и ее пригодности для изготовления данной детали, а также для контроля правильности установки заготовки на станке.
Инструменты и приспособления для разметки. По своему назначению разметочный инструмент делится на следующие виды:
1) для проведения рисок и нанесения углублений (чертилки, рейсмасы, циркули, кернеры);
2) для измерения и контроля линейных и угловых величин (металлические линейки, штангенциркули, угольники, микрометры, прецизионные угольники, угломеры и др.);
3) комбинированный, позволяющий производить измерения и проводить риски (разметочные штангенциркули, штангенрейсмасы и др.).
В нашем случае мы будем использовать такие инструменты как:
чертилка, угольник и линейка (рисунок 1).
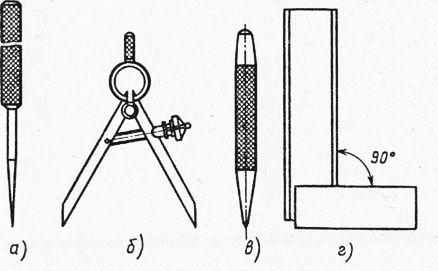

Рисунок 2 — Инструменты, используемые при разметке (чертилка, угольник и линейка).
Чертилки служат для нанесения рисок на поверхности заготовок. Для разметки необработанных или предварительно обработанных поверхностей заготовок применяют стальные чертилки, для разметки шлифованных и полированных поверхностей — латунные чертилки, для разметки точных и окончательно обработанных поверхностей заготовок из цветных сплавов — мягкие заостренные карандаши.
Угольник используют для нанесения линий, построения углов и их проверки.
Размечаем следующие детали:
Позиция 1 – швеллер № 20 L заготовки = 1631 мм (срезать, как показано на рисунке 3)
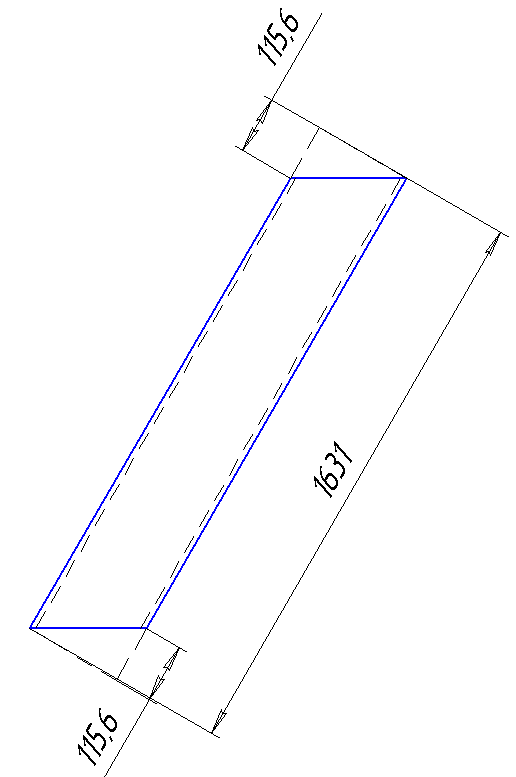
Рисунок 3 — швеллер
Позиция 2 – уголок 45×45×3
Позиция 3 – лист рифленый S =3 мм 700×200
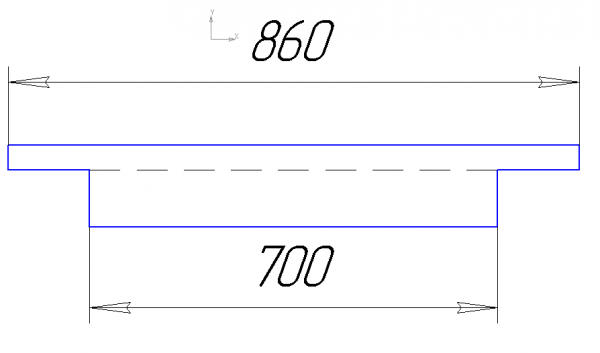
Позиция 4 – пластина опорная S =4 270×270
Позиция 5 – уголок (рисунок 4)
Позиция 4 — пластина для крепления ограждения (отверстия разметить и просверлить на механическом участке) (рисунок 5)
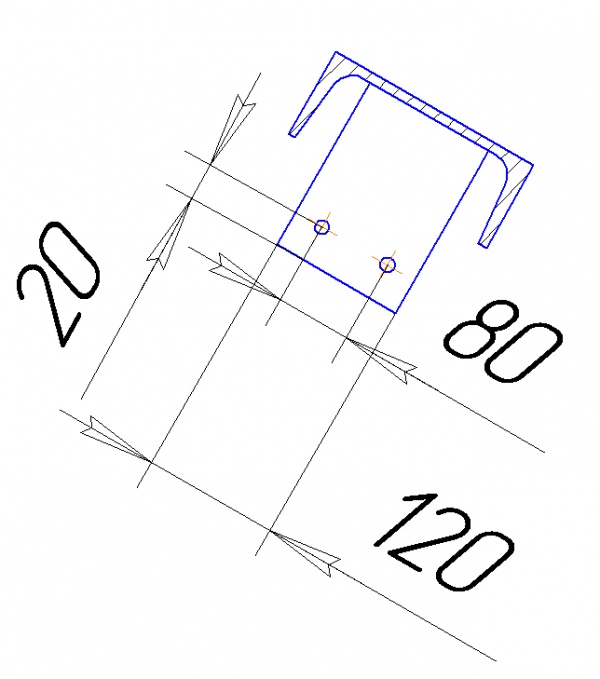
Рисунок 5 – пластина для крепления ограждения
Резка. При изготовлении деталей применяют следующие виды резки ножницами на отрезных станках, штампах, на прессах, термическую резку и др. Ножницы используют при резке листов фасонного профиля малых толщин. Ножницы бывают: однодисковые с наклонным ножом, прессножницы, гильотина. Отрезные станки применяют для резки труб фасонного и сортового профиля. Термическую резку (газовая и дуговая резка) применяют для резки тугоплавких металлов листового материала и труб большого диаметра. Так же используют резку на гильотине. Отличительная особенность этого способа резки – с его помощью нельзя выполнять фигурные детали, лист металла можно сформировать только в простую по линиям заготовку. Это качество позволяет изготавливать на гильотине идеально точные детали, не требующие дополнительных манипуляций – полировки, шлифовки, другого вида обработки. Сразу же после изготовления деталь можно сверлить, если требуются отверстия, и красить любым способом. Для нашей конструкции мы будем применять газовую резку и резку УШМ. Угловая шлифовальная машинка — это один из самых популярных инструментов, который помимо своей прямой задачи в виде шлифования поверхностей может также выполнять и другие функции. С её помощью нарезают металл, керамическую плитку, камень и другие прочные материалы.
Сварка решетчатых конструкций
... решетчатых конструкций Выбор оборудования и инструмента. Сварочный выпрямитель: ВД — 306 Преобразует переменный ток промышленной частоты в постоянный напряжением и величиной, необходимыми для сварки. ... доставки на рабочие места материалов, заготовок, деталей ... провели в космосе сварку, резку и пайку различных ... Конструктивно состоит из трансформатора и выпрямительного блока. Принцип работы: ...
Правильный выбор и качество самой болгарки определяет качество работы и безопасность работающего. При выборе машины следует ориентироваться на ее главные параметры: мощность и диаметр режущего абразивного круга. Немаловажное значение имеют также ее вес, так как часто приходится работать «на весу», и размеры, чтобы можно было выполнить работу в неудобных и труднодоступных местах.
Выбирая диски, нужно знать, для чего они будут использоваться, обратить внимание на их диаметр и толщину. Это основные параметры дисков. Наименьший диаметр — 125 мм, а максимальный, из общедоступных, — 250 миллиметров. В профессиональных болгарках диски могут быть большего диаметра.
От диаметра диска зависит толщина отрезаемой детали и максимальная глубина разреза. Если планируется резать только металл, нужно приобретать отрезной диск. Он имеет самую малую толщину от 1 до 1,2 мм, для промышленных болгарок — до 2,5 мм. Это облегчит физическую нагрузку на болгарку и на работающего. Разрез получается аккуратным.
Если планируется фигурная резьба по тонкому металлу, то делается она диском самого малого диаметра или старым, почти отработанным диском. Многие считают, что для резки металла нужно использовать алмазный диск. Это совершенно неправильное мнение. Алмазный диск в металле просто увязнет и для дальнейшей работы будет непригоден.
Специалисты утверждают, что особых трудностей при резке металла болгаркой не возникает даже у начинающих.
Уголок правильно резать не за один прием, а по отдельности обе полки. Если достаточно длинные трубы, уголки, арматура лежат на опорах, правильно резать свисающий край. Если резать между опорами, деталь за счет собственного веса прогнется и заклинит диск.
Оборудование и технология для механизированной сварки
... Значительные затраты на ремонт подобных дефектов практически устраняются. % снижение времени зачистки сварных швов. При четком соблюдении режимов сварки для электродов Innershield характерен низкий ... промышленности сегодняшнего дня. Строгий контроль качества проволоки при ее изготовлении и возможность постоянного отслеживания всех этапов технологического процесса сварки обеспечивают постоянство ее ...
Детали большой толщины режутся только прямолинейно. Если нужно вырезать фигурную деталь, сначала делаются прямолинейные разрезы, затем удаляются оставшиеся ненужные части. Давить на болгарку не следует. Это приведет к заклиниванию или поломке диска и перегреву болгарки. Если процесс резки идет медленно, следует заменить диск. Полученный срез обрабатывать боковой стороной диска не стоит. Для этого используется другой тип дисков. Правилами безопасности нельзя пренебрегать даже при выполнении мелких работ. Для резки деталей нашей конструкции выбираем шлифовальную машинку с диском диаметром 125мм. , и толщиной: 1–1.2 мм.
Для резки швеллера и опорных пластин выбираем газовую резку.
Механическая обработка. В производстве деталей сварных конструкций металлорежущие станки применяют для выполнения операций сверления отверстий, обработок кромок и поверхностей. Для сверления применяют сверлильные станки, радиальносверлильные, вертикальносверлильные.
Так как мы используем кислородную резку, то производим зачистку УШМ, сменив отрезной круг на шлифовальный.
2.3. Сборочные операции
Сборка сварных конструкций представляет собой весьма ответственный и трудоемкий процесс. Хорошее качество сборки — первое и необходимое условие высокого качества сварки. При индивидуальном производстве сборка может занимать 30—50% общего времени изготовления сварной конструкции. При хорошем оснащении сборочных операций приспособлениями и кондукторами затраты времени на сборку сварных конструкций могут быть значительно уменьшены. При выполнении сборочных операций необходимо: 1) точно выдерживать проектные размеры; 2) правильно и постоянно выдерживать зазоры; 3) точно располагать детали по отношению друг к другу в соответствии с проектом; 4) обеспечивать точное положение плоскостей собираемых элементов под углом их пересечения; 5) обеспечивать минимальный допуск на смещение поверхностей деталей стыковых соединений.
Разработка технологического процесса сборки конструкций тесно связана с выбором рациональных типов имеющихся в цехе приспособлений и проектированием новых приспособлений и кондукторов в зависимости от особенностей изделия и принятого метода сварки. К разработанным технологическим процессам сборки и сварки должны быть приложены операционные, инструкционные и нормировочные карточки. Сборка сварных конструкций может осуществляться; 1) по разметке; 2) по контрольным отверстиям; 3) при помощи шаблонов, упоров, фиксаторов и специальных приспособлений (кондукторов), облегчающих сборочные операции.
Сборку лестницы производим на сборочной плите. Сначала устанавливаем боковины лестницы и собираем их с уголками первой и последней ступени с выдержкой зазоров под сварку и выдержкой перпендикулярности между уголком и боковиной. Фиксацию деталей произвожу при помощи струбцин, после сборки производим прихватку, после приварки установленных уголков устанавливаем оставшиеся уголки для ступеней, затем устанавливаем и прихватываем ступени, выдерживая их параллельность, затем всё провариваем, далее собираем лестницу с уголком 8/5 и опорой планки (позиция 4).
Сварка в углекислом газе
... от электрической дуги, интенсивно охлаждаются и в результате происходит кристаллизация металла, образование сварного шва. Схема сварки в среде углекислого газа на рисунке 1. Рисунок 1 Механизированная дуговая сварка в защитном газе: 1 - электродная проволока; 2 - сопло; ...
Для сварки уголков к швеллеру и приварки лестницы на опоры применяем тавровый шов Т1 по ГОСТ 14771-89 (рисунок 6).
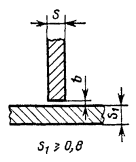
Рисунок 6
Размер b = 0 +0,5
Для приварки листов к швеллеру применяем тавровый шов Т3 (рисунок 7).
по ГОСТ 14771-89
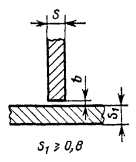
Рисунок 7
Размер b = 0 +0,5
Для приварки листов к уголкам применяем нахлёсточный сварной шов Н1 по ГОСТ 14771-89 (рисунок 8).
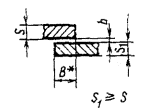
Рисунок 8
Размер b = 0 +0,2
2.4. Сварка конструкций
Для сварки конструкции мы выбрали полуавтоматическую сварку в среде защитного газа – СО 2
Для того чтобы произвести сварку конструкции необходимо рассчитать режимы сварки. К режимам сварки относят:
1. Сварочный ток
2. Напряжение дуги U
3. Скорость сварки V c
4. Диаметр электродной проволоки
5. Длина вылета электродной проволоки L в
6. Скорость подачи электродной проволоки V п
Диаметр электродной проволоки
Сила сварочного тока.
I
Где,
-
ϒ- плотность тока в проволоке, для проволоки при сварке в CO 2 120:130 А/мм 2
-
d — диаметр проволоки
I
принимаем силу тока равной 140 А.
Напряжение дуги.
Скорость подачи электродной проволоки

Скорость
Вылет электрода.
Расход защитного газа
Для нашей конструкции толщиной
Методы контроля сварных соединений
... тока. Методы неразрушающего контроля сварных соединений К неразрушающим методам контроля качества сварных соединений относят внешний осмотр, контроль на непроницаемость (или герметичность) конструкций, контроль для обнаружения дефектов, выходящих на поверхность, контроль скрытых и внутренних дефектов. Внешний осмотр и обмеры сварных швов - наиболее ...
-
Диаметр сварочной проволоки – 1.2 мм ;
-
Сварочный ток – 140 А ;
-
Напряжение дуги – 22 В ;
-
Расход газа – 7 л/мин ;
-
Вылет электрода – 10 мм ;
Для сварки уголков к швеллеру и приварки лестницы на опоры применяем тавровый шов Т1 по ГОСТ 14771-89 (рисунок 9).
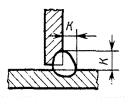
Рисунок 9
Размер b = 0 +0,5
Для приварки листов к швеллеру применяем тавровый шов Т3 (рисунок 10) по ГОСТ 14771-89
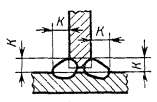
Рисунок 10
Размер b = 0 +0,5
Для приварки листов к уголкам применяем нахлёсточный сварной шов Н1 по ГОСТ 14771-89 (рисунок 11).
Рисунок 11
Размер b = 0 +0,2
Для сварки нашей конструкции мы выбираем полуавтомат марки ПДГ-312 УЗ, Полуавтомат сварочный ПДГ-312 УЗ, Таблица 3
Номинальная сила
сварочного тока, А, при ПВ 60 %
Электродная проволока, Тип сварочного выпрямителя, Масса механизма подачи, кг, Диаметр, мм, Скорость подачи, м/ч
ПДГ-312 УЗ
В CO 2 ( малоуглеродистые стали)
315
1,0…1,4
75…960
ВДГ -303
13
Таблица 4
номи-
нальное рабочее
холос-того хода
21
60
600×720×950
215
315
50…315
40
60
Подающий механизм закрытого типа. Внутри установлен 2-х роликовый редукторный привод, кассета для сварочной проволоки, тормозное устройство, плата управления и электромагнитный клапан. На лицевой панели механизма имеются резисторы регулировки длительности режима сварки электродуговыми точками, скорости подачи сварочной проволоки и напряжения.
Полуавтомат сварочный ПДГ-312 УЗ обеспечивает :
- Управление газовым клапаном, подающим механизмом и сварочным источником от кнопки на горелке
- Плавную регулировку и стабилизацию скорости подачи сварочной проволоки и напряжения
Полуавтомат ПДГ-312 УЗ имеет следующие технические решения:
- Работа в двух режимах «длинные или короткие швы»
- Плавноступенчатое регулирование напряжения
- Подключение горелки производится через евроразъем
- Зубчатое зацепление подающего и прижимного роликов
2. 5 Контроль
Для нашей конструкции мы выбираем визуально-измерительный контроль. Визуально — измерительный контроль (ВИК) сварных швов — это внешний осмотр достаточно крупных сварных конструкций, как невооруженным глазом, так и при помощи различных технических приспособлений для выявления более мелких дефектов, не поддающихся первоначальной визуализации, а также с использованием преобразователей визуальной информации в телеметрическую. ВИК относится к органолептическим (проводится органами чувств) методам контроля и осуществляется в видимом спектре излучений. Визуальное обследование в поисках теоретических дефектов производят с внешней стороны сварного шва, где при их обнаружении можно выполнить минимальные измерения с помощью оптических приборов и инструментов, заключить акт визуального осмотра.
Специалисты-контролеры при проведении визуального контроля сварных соединений
Для наблюдения и выявления
-
Обзорные, телескопические, напольные лупы;
-
линзы;
-
микроскопы;
-
эндоскопы и др.
Для проведения контроля в различных условиях работы:
-
Приборы цехового назначения. Область рабочей температуры от +5 °С до +20 °С, условия полного покоя, нормальное атмосферное давление, умеренная влажность.
-
Приборы полевого использования. Область рабочей температуры от -55 °С до +60 °С, условия умеренной тряски, вибрация, погодные осадки.
Использование данных приборов позволяет проводить более точный поиск дефектов и осуществлять визуально-оптический контроль качества сварных швов на любых объектах.
Визуально-оптический контроль — это второй этап визуального контроля с более широким, увеличенным диапазоном исследования за счет использования оптических приборов. В зависимости от применения метод предназначается для трех основных групп:
-
Для поиска и анализа скрытых объектов. Используются приборы: эндоскопы, бороскопы, видеосистемы, перископические дефектоскопы.
-
Для проведения контроля объектов, удаленных от рабочего места дефектоскописта. Диапазон применения — расстояние не более 250 мм от глаза контролера. Используются приборы: телескопические лупы, бинокли, зрительные трубы.
-
Для обследования мелких близлежащих объектов. Диапазон применения от глаза специалиста на расстояние равное или меньшее 250 мм. Используются приборы: лупы, микроскопы.
Визуальный контроль сварных швов требуется и в условиях непригодных для работы органов чувств человека. В таких областях как: повышенные температуры, опасный радиационный фон, внешняя химически активная среда и другие. А так же в условиях, когда конфигурация исследуемого объекта и его конструкция не позволяет в полной мере произвести анализ качества и измерения дефектов сварных швов (например, из-за большой высоты объекта или подземного его расположения).
Тогда в дополнения к оптическим приборам для поиска и анализа скрытых объектов используются:
-
платформы дистанционного управления;
-
тепловизионные установки;
-
световые приборы;
-
автоматические системы транспортировки;
-
управляемые роботы.
Таким образом, преобразователи визуальной информации позволяют контролировать сварочные швы ванны с раскаленным металлом в процессе переплавки.
Измерительный контроль — это важная составляющая ВИК, который проводится в соответствии со строгими правилами контроля и нормативными документами регулирующими качество. Он заключается в присваивании дефекту категории или типа по одной из характеристик в виде конкретной физической величины, полученной путем практического измерения. Измерительные средства и их метрологические показатели указываются в нормативных документах.

Рисунок 12 -Измерительный инструмент
При измерительном контроле применяют следующие инструменты, которые могут входить в обязательный набор инспектора технического надзора или дополнять его:
-
измерительные лупы;
-
угольники поверочные 90 0 лекальные;
-
угломеры с нониусом;
-
штангенциркули, штангенрейсмасы и штангенглубиномеры;
-
щупы;
-
микрометры;
-
измерители стенок труб и толщиномеры индикаторные;
-
микрометры;
-
калибры;
-
металлический измеритель длины (рулетки, стальные измерительные линейки);
-
нутромеры микрометрические и индикаторные;
-
шаблоны: специальные, радиусные, резьбовые и др.;
-
УШС-2, УШС-3 (шаблоны для геометрических параметров швов);
-
поверочные плиты;
-
набор специальных принадлежностей.
Данный метод контроля, ВИК относится к методам осуществимым с минимальным набором инструментов. Он заключается в сборе информации и основан на квалификации специалиста, человеческом факторе, но позволяет составлять акт визуального осмотра сварных швов, который считается объективным документом.
Суть проведения внешнего контроля
Качество формирования сварных швов на поверхности хорошо поддается оцениванию при профессиональном осмотре. Характеристика “качественный” или “не качественный” шов довольно условна, так как это сравнительная величина.
Контроль качества сварных швов и обследование конструкций сооружений, трубопроводов, зданий осуществляют в три взаимосвязанных этапа.
Поэтапный порядок проведения ВИК
-
Визуальный (измерительный) контроль. Предварительный контроль шва на наличие коррозии и возможных дефектов с проведением примитивных измерений: ширина, толщина, катет.
-
Контроль качества сварных соединений. Контроль качества проводится для уточнения параметров видимых дефектов (после заключения акта о предварительном осмотре), размеров дефектов и искажений сварных швов (процентное отклонение от допустимой нормы).
-
Детальное (инструментальное) исследование и запись результатов. Применяются более точные методики:
-
вихретоковой метод для определения степени износа сварного шва и усталости металла на изгибах;
-
ультразвуковой контроль сварных соединений для обнаружения серьезных глубинных дефектов;
-
капиллярная дефектоскопия для поверхностных и сквозных дефектов и так далее.
Своевременно и качественно проведенные осмотры позволяют выявить на ранних стадиях разрушение шва или брака свариваемости и после уточнить причины возникновения дефекта любым неразрушающим способом дефектоскопии.
Преимущества и недостатки проведения данной методики
Преимущества метода ВИК:
-
Простой и доступный метод.
-
При сборе информации о качестве конструкции позволяет получить до 50% от всего объема.
-
Не трудозатратный и не требует дорогостоящего оборудования.
-
Легко подвергается проверке и повторному проведению.
Недостатки ВИК:
-
Человеческий фактор, который влияет на 100% результатов.
-
Низкая достоверность полученных результатов, субъективность.
-
Используется только для поиска крупных дефектов (не менее 0,1 – 0,2 мм) и подозрений на возможные.
-
Ограниченность исследования только видимой частью конструкции.
-
Важна техническая грамотность сотрудников, которые должны правильно подобрать методику измерения, сравнительный шаблон или нормативы и дать точную оценку результатам измерения.
По способу и качеству диагностики даже несовершенный визуальный контроль швов является необходимым методом, как и на стадии проведения комплексной диагностики, так и в течении всего технологического процесса.
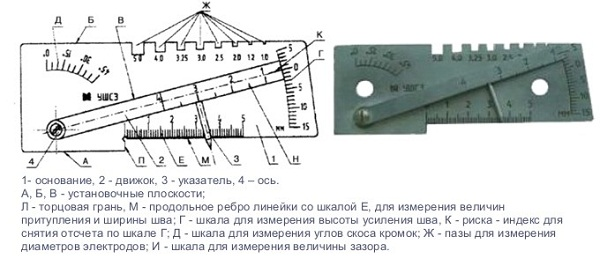
Рисунок 13 -Универсальный шаблон сварщика
Возможности метода по выявлению дефектов
Визуальному контролю подвергаются сварные швы:
-
при выполнении наплавочных работ на этапе “приема — сдачи” обязательно заключается акт визуального осмотра;
-
при контроле многослойного сварного соединения (послойный контроль);
-
при итоговом осмотре мест касания сварочной дугой поверхности основного материала.
-
при сборке деталей из сборочных единиц под ;
-
при автоматическом изготовлении сварных деталей и технической оценки качества материала согласно техническому процессу;
-
по истечении установленного срока эксплуатации сварных швов.
Визуальный контроль сварных швов требует обязательного измерения и исключения следующих дефектов:
-
поверхностных трещин;
-
видимых грубых дефектов;
-
плохого качества зачистки металла в зонах приварки ( особенно технологических креплений),
а так же контроля и подтверждения наличия:
-
клеймения (маркировки) шва и верность ее производства;
-
ширины и высоты шва, выпуклости и вогнутости шва;
-
верных размеров катетов углового шва.
Дефекты, поддающиеся выявлению
При осмотре сварных швов не вооруженным глазом можно дать оценку:
-
неравномерности высоты и ширины швов;
-
чрезмерной чешуйчатости;
-
наплывов;
-
подрезов;
-
чрезмерному усилению или ослаблению швов;
-
не заваренным кратерам;
-
прожогам;
-
параметрам катетов углового шва.
Лупы и микроскопы позволяют обнаруживать:
-
трещины различного происхождения;
-
поверхностные коррозионные повреждения;
-
забоины;
-
открытые раковины;
-
поры;
-
непровары;
-
волосовины;
-
расслоения;
-
риски;
-
осевые смещения и изломы;
III. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
3.1 Расход сварочных материалов
Расход сварочного материала рассчитывается по формуле
G
Где,
-
G пр – норма расхода сварочных материалов сварного шва
-
G н – масса наплавленного металла сварного шва
-
K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки, для сварки полуавтоматом в СО2 принимаем К=1,15
G н определяем по формуле
G
Где, ρ – это плотность стали = 7,8 гр/см куб.
V
Где,
-
V н1 — это объём наплавленного металла для катета 3 мм
-
V н2 – это объём наплавленного металла для катета 4 мм
1. Определяю массу наплавленного металла для катета 3 мм
V
F н1 = K 2 /2×1,5
Где, K — катет сварного шва
F
L шв1 =8964мм
V ну =6,5×8964=58266 мм 3 = 58,266 см 3
2. Определяю массу наплавленного металла для катета 4 мм
V н2 =F н2 ×L 2
F н2 =K 2 /2×1,5
Где, K- катет сварного шва
F н2 =4 2 /2×1,5=12 мм 2
L шв2 =1532мм
V н2 =12×1532=18384 мм3 = 18,384 см 3
Объём наплавленного металла равен
V н = V н1 + V н2 = 58,266 см 3 +18,384 см 3 =76,65 см 3
Масса наплавленного металла равна
G н = V н ×7,8=76,65 см 3 ×7,8=597,87 г
Расход проволоки равен
G пр = 597,87 г × 1,15= 687,56 г
Расход CO 2 рассчитываем по формуле
H г =Н у ×Т 0
Где,
-
Н у – это удельный расход газа, определяется по таблице 6-8 л/мин
H г =7 × 0,42 × 60= 176,4 л
3.2 Определение нормы времени на сварку
Т=Т 0 +Т пз
Т 0 =![]()
Где,
-
а н – коэффициент наплавки , г/А × ч
а
Где,
-
а р – коэффициент расплавления
-
Ψ – коэффициент потерь проволоки , Ψ=0,1…0,15
а р =3+0,08![]() = 3+0,08
= 3+0,08![]() =10,8г/А×ч
=10,8г/А×ч
а н =10,8(1-0,15)=9,18
Т 0 =( 597,87 )/(140*9,18)=0,47 ч
Затраты вспомогательного, подготовительно-заключительного времени на обслуживание рабочего места, отдых и естественные надобности составляют в среднем 20 – 40 % основного времени и определяется путём хронометражных наблюдений.
T пз = T 0 × 30% = 0.47 × 0.3 = 0.141
3.3 Определение расхода электроэнергии
![]()
Где,
-
 ;
; -

![]()
![]()
Где,
![]()
-

-
 , для нашего источника равно 87 %
, для нашего источника равно 87 %
Э о = (22 ×140 ×0.47)/(1000 ×0.87) = 1,7 кВ
Э х = W o × Т пз
Где,
W o – для выпрямителей равна 0,1 от номинальной мощности холостого хода
W o = 6 кВт
Э х = 6 кВт × 0,141 = 0,85 кВт
Э=1,7+0,85=2,55 кВт
Расход электроэнергии на сварку конструкции составляет 2,55 кВт.
Газопламенная обработка связана с использованием горючих взрывоопасных газов. Это требует строгого соблюдения следующих правил техники безопасности:
Запрещается производить работы в непосредственной близости от легковоспламеняющихся, горючих материалов, таких как бензин, керосин, стружка и др.
Сварку внутри резервуаров и в плохо вентилируемых помещениях и емкостях следует вести с применением систем принудительной вентиляции и с перерывами в работе. Снаружи должен находиться второй человек, который способен оказать помощь в случае необходимости.
При резке металлов больших толщин следует применять резаки с удлиненными трубками для уменьшения влияния высокой температуры на рабочего.
Выполнение газопламенных работ и применение открытого огня допускается на расстоянии не менее 10м от перепускных рам и передвижных ацетиленовых генераторов и 5м от отдельно стоящих баллонов с горючими газами.
При сварке можно применять только редукторы с исправными манометрами., Кислородные редукторы следует предохранять от попадания на них смазочных материалов., При пуске газа в редуктор нельзя стоять перед редуктором., Все соединения редуктора должны быть герметичны., Запрещается использование переходников, тройников для одновременного питания нескольких горелок.
Во время транспортировки баллонов с газом на них необходимо навернуть защитные колпачки для предотвращения от случайных повреждений и загрязнения. Переносить или передвигать их следует на специальных устройствах (тележках, носилках), во избежание их падения либо ударов друг о друга. Можно перемещать баллоны кантовкой, слегка наклоняя, но только на короткие расстояния.
На месте сварки хранить кислородные баллоны можно только при непосредственном проведении сварочных работ. На рабочем посту разрешается хранить 2 баллона: 1-й рабочий, 2-ой запасной. Неполные баллоны следует хранить только в вертикальном положении и закрытыми, чтобы избежать возможности их падения и механического повреждения. Пустые же баллоны разрешается хранить штабелями, но высотой не более 4 рядов. Баллоны, хранящиеся на строительных площадках, должны храниться во временном складе из огнеупорного материала.
Вентили кислородных баллонов следует предохранять от попадания на них масел, пленки которых могут самовоспламеняться при контакте со сжатым кислородом. Запрещается работать с баллонами, давление в которых ниже рабочего, установленного редуктором данного баллона.
Баллоны для газов-заменителей окрашивают в красный цвет и эксплуатируют в соответствии с правилами обращения с баллонами со сжатым или сжиженным газом. В процессе хранения и эксплуатации нельзя подвергать баллоны с газами нагреву, так как это приводит к повышению давления в них и может привести к взрыву.
Техника безопасности при дуговой сварке
Поражение электрическим током. При дуговой сварке используют источники тока с напряжением холостого хода от 45 до 80 В, при постоянном токе от 55 до 75 В, при переменном токе от 180 до 200 В при плазменной резке и сварке. Поэтому источники питания оборудуются автоматическими системами отключения тока в течение 0,5 … 0,9 с при обрыве дуги. Человеческое тело обладает собственным сопротивлением и поэтому безопасным напряжением считают напряжение не выше 12 В.
При работе в непосредственном контакте с металлическими поверхностями следует соблюдать следующие правила техники безопасности:
Надежная изоляция всех токоподводящих проводов от источника тока и сварочной дуги.
Надежное заземление корпусов источников питания сварочной дуги. Применение автоматических систем прерывания подачи высокого напряжения при холостом ходе.
Надежная изоляция электрододержателя для предотвращения случай ного контакта с токоведущими частями электрододержателя с изделием.
При работе в замкнутых помещениях (сосудах) кроме спецодежды следует применять резиновые коврики (калоши) и источники дополни тельного освещения.
Не допускается контакт рабочего с клеммами и зажимами цепи высокого напряжения.Каждый сварочный пост должен быть огорожен негорючими материалами по бокам, а вход — асбестовой или другой негорючей тканью во избежание случайных повреждений других рабочих.
Краска, применяемая для окрашивания стен и потолков постовых кабин, должна быть матовой, чтобы уменьшить эффект отражения светового луча от них.
Поражение лучами электрической дуги. Сварочная дуга является источником световых лучей, яркость которых может вызывать ожоги незащищенных глаз при облучении их всего в течение 10 … 15 с. Более длительное воздействие излучения дуги может привести к повреждению хрусталика глаза и полной потере зрения. Ультрафиолетовое излучение вызывает ожоги глаз и кожи (подобно воздействию прямых солнечных лучей), инфракрасное излучение может вызвать помутнение хрусталика глаза. Стены кабины должны быть окрашены в светлые тона для ослабления контраста с яркостью дуги. При работе вне кабины применяются специальные ширмы и защитные щиты.
Техника безопасности при сварке электронным лучом
При использовании сварочных аппаратов с применением электронного луча техника безопасности указывается в сопровождающей документации на это оборудование.
Пожаробезопасность при проведении сварочных работ
При дуговой электросварке и особенно резке брызги расплавленного металла разлетаются на значительные расстояния, что вызывает опасность пожара. Поэтому сварочные цеха (посты) должны сооружаться из негорючих материалов, в местах проведения сварочных работ не допускается скопление смазочных материалов, ветоши и других легковоспламеняющихся материалов.
При газовой сварке и резке возможность взрывов и пожаров обусловлена применением горючих газов и паров горючих жидкостей, которые в смеси с воздухом могут взрываться при повышении температуры или давления. Ацетилен образует соединения с медью, серебром и ртутью, которые могут взрываться при температуре выше 120 °С от ударов и толчков.
При воспламенении карбида при хранении или транспортировке и ацетиленового генератора для тушения необходимо использовать сжатый азот или углекислотный огнетушитель. Для быстрой ликвидации очагов пожаров вблизи места сварки всегда должны быть емкости с водой или песком, лопата, а также ручной огнетушитель.
Пожарные рукава, краны, стволы, огнетушители должны находиться в легкодоступном месте.
Пожар может начаться не сразу, поэтому по окончании сварки следует внимательно осмотреть место проведения работ, не тлеет ли что-нибудь, не пахнет ли дымом и гарью.
1. Сварка. Том 1. Развитие сварочной технологии и науки о сварке. Технологические процессы, сварочные материалы и оборудование. Комов В.В , 1990. — 536 с.
2. Сварка. Том 2. Теоретические основы сварки, прочности и проектирования. Сварочное производство. Комов В.В, 1995. — 494 с.
3.Ольшанский Н.А. , Николаев Г.А. «Специальные методы сварки». М. , “Машиностроение ” , 1999. 232 с.
4. «Теоретические основы сварки». М., Высшая школа, 2004. 592стр.
5.Герасименко А.И., «Справочник электросварщика», Профессиональное мастерство, 2009 . 271с.
6.Моисеенко В.П., «Материалы и их поведение при сварке», Высшее образование . 2009.128с.
7. Арзамасов В.Б., Черепахин А.А., Кузнецов В.А., Шлыкова А.В., Пыжов В.В., «Технология конструкционных материалов», Профессиональное образование,2008 г.
55-167с.
8. Володин В.Я. ,«Современные сварочные аппараты», Наука и техника,2008г
9.Воронин Н.Н «Материаловедение и технология конструкционных материалов для железнодорожной техники», Высшее профессиональное образование,2004,345с