
Резкой металла называется разрезание (разделение) металла на части. Резка может производиться ручной и механической ножовкой, а также ножницами — ручным и механическими, рычажным, параллельными, дисковым (круглыми).
Для резки крупного сортового металла (круглого полосового, углового, двутаврового, коробчатого и т.п.) применяют приводные ножовки и дисковые пилы, а также огневую резку электрическую и газовую. Листовой металл разрезают ножницами — ручными и приводными.
Резка труб вручную производится ножовкой и труборезом; механическая резка труб осуществляется на специальных станках
Можно выделить несколько основных способов резки металла, которые применяются в настоящее время. Выбирая подходящий способ, следует отталкиваться от типа металла — цветной, легированная сталь или обычная сталь. Это связано с тем, что некоторые способы имеют ограничения по толщине, а резка при высоких температурах применима для цветных металлов и легированных сталей с существенными ограничениями при газовой резке.
Также следует учитывать, что там, где нужна высокая точность и идеальные края реза, подходят зарекомендовавшие себя механические способы резки металла, такие как, фрезерование металла, токарная обработка, сверление металла, зенкование, шлифование и т.п. К менее точным методам резки металла, относящимся к первому классу точности, можно отнести более передовые способы резки металла — лазерная и гидроабразивная резка. Если на первом плане у заказчика деталей — экономия средств и не высокие требования к допускам и точности изготовления деталей, то целесообразно воспользоваться хорошо зарекомендовавшими себя недорогими методами, для разделительной резки металла — газовая резка. Для производства металлоизделий второго класса точности — строительных деталей под сварку, металлоизделий с невысокими требованиями к допускам и точности размеров, или для последующей дополнительной обработки используется самый эффективный способ резки металла — плазменная резка.
Дуговой резкой называют процесс выплавления металла, нагреваемого дугой и вытекающего из полости реза. Для обеспечения и ускорения дуговой резки процесс ведут при вертикальном или наклонном положении разрезаемого изделия, так как при этом вытекание расплавляемого металла облегчается.
Дуговая резка по сравнению с газовой имеет ряд недостатков: широкий рез, неровность его краев, натеки на нижнем крае реза, поэтому ее применение сравнительно ограниченно. Дуговую резку применяют в тех случаях, когда металл не поддается газовой резке, когда отсутствует оборудование для резки газом или в случае таких работ, как разделка лома, отрезка литников и т.п. Для увеличения производительности применяют выдувание расплавляемого металла сжатым воздухом.
Плазменная резка
... А . Дежурная дуга, коснувшись металла, шунтирует ограничивающий резистор R и замыкается на металл минуя контакта с соплом. Установка плазменной резки переходит в режим рабочей дуги. ... обработки материалов целесообразно применять плазмотроны постоянного тока. Плазмотроны переменного тока применяются в ряде случаев в силу технологических требований процесса. Например, плазменную сварку алюминиевых ...
Цель работы: изучение дуговой резки металлов.
Задачи:
- Узнать какие способы резки металлов бывают;
- Узнать какие используются резаки и электроды;
1. Общая часть
1 Возникновение и развитие сварки и резки металлов
Сварку и термическую резку широко используют в народном хозяйстве страны. Это объясняется прежде всего экономией металла. При изготовлении сварных конструкций применяют стыковые соединения, при изготовлении клепаных — нахлесточные. Благодаря этому экономия металла, например, при сварке строительных конструкций (фермы, колонны, балки) составляет около 20%. Сокращение расхода металла снижает стоимость сварных изделий.
Республика Беларусь занимает ведущее место среди крупнейших стран мира по развитию сварочной науки и техники, а по некоторым показателям сварочного производства — первое место.
Наша страна — родина наиболее распространённого вида сварки сталей — дуговой. Ещё в СССР впервые предложили подводную, электрошлаковую, диффузионную сварку, сварку в космосе.
В настоящее время всё больше производится сварных изделий не только из сталей, но и из алюминия, меди, никеля, титана и их сплавов, а также из разнородных материалов, например алюминия и стали.
Одним из способов повышения износостойкости деталей в механизмах, поверхности которых работают на истирание, является наплавка сплавами с особыми свойствами.
Явление электрического дугового разряда было открыто в 1802 г. русским академиком В.В. Петровым. В своих работах В.В. Петров отмечал, что электрическая дуга способна расплавлять и сжигать металл. Однако для сварки и резки электрическая дуга впервые была применена русским инженером-изобретателем Н.Н. Бенардосом в 1882 г. Н.Н. Бёнардос использовал для сварки металлов угольный электрод. Несколько позднее, в 1886-1888 гг., русский инженер Н.Г. Славянов применил металлический электрод.
Проводя свои работы по сварке угольным электродом, Н.Н. Бенардос применил электрическую дугу также и для резки металлов. В патенте, который был ему выдан, говорилось о том, что с помощью сварочной дуги можно производить соединение металлических частей между собою, разъединение или разрезывание металла на части, сверление отверстий и полостей в нем и наплавление металла слоями.
Таким образом, электрическая дуговая резка начала применяться одновременно с развитием электродуговой сварки. В дальнейшем электродуговая резка все более совершенствовать и получила широкое применение.
Дуговая резка по сравнению с обычной газокислородной резкой обладает некоторыми преимуществами, как например простотой оборудования, возможностью резки металлов различного химического состава, безопасностью работы.
Термическая резка во многих случаях полностью заменяет механическую обработку. В настоящее время применяется кислородная резка сплавов железа, титана и некоторых других сплавов. Наряду с кислородной стала выполняться резка металлов низкотемпературной плазмой.
Резка металла и ее основные виды
... газа. К способам этой группы относятся дуговая, воздушно-дуговая, сжатой дугой (плазменная), лазерная и термогазоструйная. резка термическая металл кислородная Способность металла подвергаться кислородной резке называется разрезаемостью. Разрезаемость углеродистых сталей с ...
Выпускать продукцию отличного качества, совершенствовать приёмы труда, соблюдать новейшую передовую технологию могут только рабочие, хорошо овладевшие теорией и передовой практикой. Большое значение имеет повышение профессионального мастерства и культурно-технического уровня рабочих.
2 Способы резки металлов
В настоящее время получили распространение несколько разновидностей резки металлов.
Основные из них:
Кислородно-флюсовая резка
Газо-дуговая резка
Воздушно-дуговая резка
Плазменно-дуговая резка
Плазменная резка
Кислородно-дуговая резка
Подводная резка
Копьевая резка
Сущность резки металлов
Кислородная резка стали, основана на свойстве железа гореть в струе чистого кислорода, будучи нагретым, до температуры, близкой к температуре плавления.
Температура загорания железа в кислороде зависит от состояния, в котором оно находится. Так, например, железный порошок загорается при 315 С, тонкое листовое или полосовое железо — при 930 С, а поверхность крупного куска стали — при 1200-1300 С. Горение железа происходит с выделением значительного количества тепла и может поддерживаться за счет теплоты сгорания железа.
Как показал анализ шлака, 30-40% удаленного из реза металла составляет не сгоревшее, а только расплавившееся железо; 90-95% окислов состоят из FeO.
Скорость реакции Fе + О = FеО пропорциональна ![]() , где
, где ![]() — давление кислорода в месте реакции. При повышении давления кислорода в струе процесс резки ускоряется за счет повышения скорости реакции окисления и за счет более быстрого удаления окислов из места разреза.
— давление кислорода в месте реакции. При повышении давления кислорода в струе процесс резки ускоряется за счет повышения скорости реакции окисления и за счет более быстрого удаления окислов из места разреза.
Нагревание металла при резке производят газокислородным пламенем. В качестве горючих при резке могут применяться ацетилен, пропан-бутан, пиролизный, природный, коксовый и городской газы, пары керосина.
Кроме подогрева металла до температуры горения в кислороде, подогревающее пламя выполняет еще следующие дополнительные функции:
- подогревает переднюю (в направлении резки) верхнюю кромку реза впереди струи режущего кислорода до температуры воспламенения, что обеспечивает непрерывность процесса резки;
- вводит в зону реакции окисления дополнительное тепло, покрывающее его потери за счет теплопроводности металла и в окружающую среду;
- это имеет особенно важное значение при резке металла малой толщины;
- создает защитную оболочку вокруг режущей струи кислорода, предохраняющую от подсоса в нее азота из окружающего воздуха;
- подогревает дополнительно нижнюю кромку реза, что важно при резке больших толщин.
Мощность подогревающего пламени зависит от толщины и состава разрезаемой стали и температуры металла перед резкой.
Скорость резки, толщина металла, расход ацетилена в подогревающем пламени и эффективная мощность пламени связаны между собой зависимостью.
Производительность резки зависит также от распределения подогрева. Применение нескольких подогревающих пламен увеличивает скорость резки по сравнению с таковой при одном подогревающем пламени (при равных расходах ацетилена в обоих случаях).
Специальные способы резки
... -дуговой резки используют сейчас на многих предприятиях, что дает большую экономию в народном хозяйстве. Ведутся работы по механизации и автоматизации газо-дуговой резки. Воздушно-дуговая резка Этот способ резки основан на расплавлении металла в месте реза ...
Кислородно-флюсовая резка
При обычной кислородной резке высоколегированных хромистых и хромоникелевых нержавеющих сталей на поверхности реза образуется пленка тугоплавких окислов хрома, имеющих температуру плавления около 2000°С и препятствующих дальнейшему окислению металлов в месте реза. Поэтому кислородная резка этих сталей требует применения особых приемов и способов.
До разработки способа кислородно-флюсовой резки нержавеющих сталей пользовались приемами резки, основанными на создании вблизи поверхности реза участков металла с высокой температурой нагрева, способствующих расплавлению пленки окислов хрома. Это достигалось введением в разрез дополнительного тепла от сгорания присадки из малоуглеродистой стали. В качестве таковой использовалась стальная полоска, уложенная вдоль линии реза, или валик, наплавленный металлическим электродом. Выделяющееся при сгорании железа тепло, а также переходящее в шлак железо (полоски или наплавки) и его окислы способствуют разжижению и удалению окислов хрома. Этими способами можно было резать нержавеющую сталь небольшой толщины (10-20 мм), при этом качество реза и производительность низкие, резка протекает неустойчиво и часто прерывается.
Лучшие результаты получают при непрерывном введении в рез прутка из низкоуглеродистой стали диаметром 10-15 мм. При соответствующем навыке этим способом можно выполнять отрезку прибылей отливок толщиной до 400 мм. Существенным недостатком способа Ищется необходимость выполнения резки двумя рабочими: один должен быстро подавать пруток в зону резки, а второй — вести резку. При резке необходима повышенная мощность подогревающего пламени. Рез получается широким, скорость резки низкая (при толщине 40 мм — 100 мм/мин, при 80 мм — 70 мм/мин и при 200 мм — 20 мм/мин), а качество поверхности реза — плохое.
Более совершенным способом резки высоколегированных нержавеющих сталей является кислородно-флюсовая резка. В качестве флюса применяют, как правило, железный порошок с зернами 0,1-0,2 мм. Сгорая в струе режущего кислорода, железный порошок выделяет дополнительное тепло, которое повышает температуру в месте реза. Вследствие этого тугоплавкие окислы остаются в жидком состоянии и, будучи разбавлены продуктами сгорания железа, дают жидкотекучие шлаки. Резка протекает с нормальной скоростью, а поверхность реза получается чистой.
Газо-дуговая резка
За последние годы широкое распространение получили способы газо-дуговой резки: воздушно-дуговая, плазменно-дуговая и плазменная. Они применяются для резки многих металлов и сплавов. В ряде случаев находит также применение кислородно-дуговая резка стали. Способы газо-дуговой резки используют сейчас на многих предприятиях, что дает большую экономию в народном хозяйстве. Ведутся работы по механизации и автоматизации газо-дуговой резки.
Воздушно-дуговая резка
Этот способ резки основан на расплавлении металла в месте реза скользящей электрической дугой, горящей между угольным электродом и металлом, с непрерывным удалением жидкого металла струей сжатого воздуха. Применяется в качестве разделительной и поверхностной резки. Для воздушно-дуговой резки может применятся также переменный ток, однако он даёт меньшую производительность, чем постоянный.
Воздушно-дуговую резку широко используют для поверхностной резки большинства чёрных и цветных металлов, вырезки дефектных участков сварных швов, срезки заклёпок, пробивки отверстий, отрезки прибылей стального литья и пр. Этим способом можно резать различные металлы (нержавеющие стали, чугун, латунь и трудноокисляемые сплавы) толщиной до 20-25 мм.
Газокислородная резка металла
... и при обработке блюмов и слябов перед прокаткой. В связи с разработкой кислородно-флюсовой резки высокохромистых и хромоникелевых сталей, а также чугуна и ряда цветных сплавов этот ... струя режущего кислорода попадает всегда на достаточно подогретый металл, что весьма удобно, а для фигурной резки, когда направление реза значительно меняется, необходимо. Поэтому в настоящее время применяются ...
Плазменно-дуговая резка
При плазменно-дуговой резке дуга возбуждается между разрезаемым металлом и неплавящимся вольфрамовым электродом (с добавлением лантана), расположенным внутри электрически изолированного формирующего наконечника. В большинстве случаев применяется дуга постоянного тока прямой полярности. Продуваемый через сопло газ обжимает дугу, обеспечивает в ней интенсивное плазмообразование и придаёт дуге проникающие свойства. При этом газ разогревается до высоких температур (10000-20000°С), что обеспечивает высокую скорость истечения и сильное механическое действие плазмы на расплавляемый металл, выдуваемый из места реза.
Плазменно-дуговую резку целесообразно применять:
- при изготовлении из листов деталей с фигурными контурами;
- вырезки проёмов и отверстий в металлах;
- резке полос, прутков, труб и профилей и придания их торцам нужной формы;
- обработке кромок поковок и подготовке их под сварку;
- вырезке заготовок для механической обработки, штамповки и сварки;
- обработке литья.
Плазменно-дуговой резкой обычно разрезают нержавеющие и углеродистые стали толщиной до 40 мм, чугун до 90 мм, алюминий и его сплавы до 300 мм, медь и ее сплавы до 80 мм. Для больших толщин указанных металлов (кроме алюминия и его сплавов) этот способ применяется значительно реже, так как экономичнее использовать другие способы резки (кислородную, кислородно-флюсовую).
Плазменно-дуговая резка может производиться вручную и с помощью газорезательных машин. Установка включает баллоны с газами, источник постоянного тока, распределительное устройство для управления процессом и резак. Второй провод от источника тока подключают к разрезаемому металлу.
Плазменная резка
При плазменной резке обрабатываемый материал не включается в электрическую цепь дуги. Острое кинжалообразное пламя дуговой плазмы используют для расплавления обрабатываемого материала, при сварке и резке металлов, в том числе тугоплавких, а также при резке и плавлении неэлектропроводных материалов.
Наиболее эффективно резка протекает при использовании смеси 80% аргона и 20% азота. При резке нержавеющей стали толщиной 5 мм током 300 А скорость резки достигает 65 м/ч. Резку ведут при минимальном зазоре между мундштуком и металлом, в некоторых случаях даже касаясь торцом мундштука поверхности металла. Рез получается очень узкий, равный вверху диаметру канала сопла.
В нижней части ширина реза меньше, чем в верхней. Дугу возбуждают кратковременным касанием концом электрода кромок сопла, для чего в головке имеется устройство для осевого перемещения электрода вниз. Сначала в мундштук пускают газ, затем опусканием электрода возбуждают дугу. В первоначальное положение электрод возвращается под действием пружины. Резка производится ручным способом или механизированным, на резательных машинах, применяемых для плазменно-дуговой резки.
Кислородно-дуговая резка
Кислородно-дуговую резку применяют для углеродистой стали. Металл расплавляется электрической дугой, а струя кислорода служит для сжигания металла и выдувания шлаков из места разреза. В качестве электродов используют стальные трубки наружным диаметром 8 мм, длиной 340-400 мм, изготовляемые протяжкой из стальной полосы. Снаружи трубки-электроды покрывают обмазкой для устойчивости горения дуги. При резке электрод опирают концом о поверхность металла под углом к ней 80-85°, с наклоном в сторону направления резки. Образующийся на конце электрода козырек из обмазки обеспечивает необходимую длину дуги при резке.
Реферат рубка и резка металла
... сухарь с уступами, позволяющими зажимать трубы различных диаметров. Резка металла ножницами Ножницы применяются как для ручной, так и для машиной резки металлов. Угол заострения ( В ) у ножниц колеблется ... металла с неограниченной длиной реза, а также для криволинейной резки. Режущим инструментом являются ножи-диски, расположенные один над другим и вращающиеся при работе в разные стороны. Для резки ...
Недостатком стальных электродов является их большой расход вследствие быстрого сгорания за 40-50 сек. Более стойкими являются керамические трубчатые электроды из карбида кремния (карборунда) или карбида бора, покрытые металлической оболочкой и обмазкой. Карборундовый электрод диаметром 12 мм и длиной 300 мм может работать 30-40 мин при токе 300-350 А. Недостатком керамических электродов является их высокая стоимость. Трубчатые электроды можно применять при вырезке отверстий в стали толщиной до 100 мм, резке профильного проката, пакетной резке листов и других работах.
Применяют также последовательно-струйный способ кислородно-дуговой резки стали толщиной до 50 мм. При этом способе к обычному электрододержателю для дуговой сварки присоединяют резательную приставку, с помощью которой подается струя кислорода на металл, расплавленный дугой. При резке мундштук перемещают вслед за Электродом. Резка этим способом может производиться на постоянном или переменном токе. Для этого способа резки пригодны электроды любых марок, Можно использовать также углеродистую проволоку любой марки диаметром 5 мм, покрытую обмазкой из 20% мела и 80% каменноугольного шлака. При диаметре проволоки 5 мм ток берут 200-250 А. Качество реза и производительность при этом способе резки примерно такие же, как при ручной ацетилено-кислородной резке.
Подводная резка
Для подводной резки применяют специальные резаки, работающие на газообразном горючем (водороде) или на жидком горючем (бензине).
В головке водородно-кислородного резака по центральному каналу мундштука поступает режущий кислород, а по кольцевому каналу между мундштуками идет водородно-кислородная смесь, образующая подогревательное пламя. Снаружи мундштука имеется колпак, через который проходит сжатый воздух, образующий пузырь вокруг пламени, предохраняющий его от соприкосновения с водой. Пламя резака зажигается над водой, затем в мундштук подается сжатый воздух и резак опускают под воду.
Головка бензино-кислородного резака имеет распылитель, через отверстие которого в камеру подается кислород, а через другие отверстия — бензин. Испаряясь в камере, бензин с кислородом образует горючую смесь, которая выходит через отверстие в донышке и сгорает. Режущая струя кислорода подается через центральный канал. Газообразные продукты сгорания своим давлением оттесняют воду от пламени и не дают ему погаснуть.
Водородно-кислородным резаком можно разрезать сталь толщиной до 70 мм под водой на глубине до 30 м. При этом наибольшее давление газов перед резаком составляет в кгс/см2: кислорода 6,6, водорода 5,5 и воздуха. 5.
Копьевая резка
Способ копьевой резки применяют для резания низкоуглеродистой и нержавеющей стали и чугуна большой толщины, а также при резка железобетона. Толщина стальных болванок, разрезаемых кислородным копьём, может достигать нескольких метров. Применяют два основных способа копьевой резки: кислородным и кислородно-порошковым копьём (кислородно-флюсовая резка).
Прожигание отверстий в разрезаемой болванке из стали или чугуна или в железобетоне производится концом стальной трубки (копья), в которую непрерывно подаётся кислород под давлением. Необходимая для процесса теплота создаётся при сгорании конца трубки и железа обрабатываемой болванки.
Перемещая копье в горизонтальном или вертикальном направлении, этими способами можно не только прожигать отверстия, но и производить разрезку болванок, отрезку прибылей литья, вырезку отверстий в железобетонных, кирпичных и каменных строительных конструкциях.
Процесс резки может быть механизирован. Технология и режимы процесса, конструкции копьедержателей, а также установки для ручной и механизированной кислородной и кислородно-порошковой копьевой резки разработаны в сварочной лаборатории МВТУ им. Баумана.
2. Дуговая резка металлов
1 Понятие и сущность дуговой резки
Дуговой резкой называют процесс выплавления металла, нагреваемого дугой и вытекающего из полости реза. Для обеспечения и ускорения дуговой резки процесс ведут при вертикальном или наклонном положении разрезаемого изделия, так как при этом вытекание расплавляемого металла облегчается.
Дуговая резка по сравнению с газовой имеет ряд недостатков: широкий рез, неровность его краев, натеки на нижнем крае реза, поэтому ее применение сравнительно ограниченно. Дуговую резку применяют в тех случаях, когда металл не поддается газовой резке, когда отсутствует оборудование для резки газом или в случае таких работ, как разделка лома, отрезка литников и т.п. Для увеличения производительности применяют выдувание расплавляемого металла сжатым воздухом.
Основные процессы дуговой резки металла основаны на расплавлении металла в месте реза и удалении его за счет давления дуги и собственного веса, а в некоторых случаях и дополнительного потока воздуха. Резку металла, как правило, выполняют вручную угольными или покрытыми металлическими электродами и используют для чугуна, высоколегированных сталей, цветных металлов и сплавов. Качество реза обычно низкое, с неровными кромками, покрытыми шлаком и оплавившимся металлом. Перед последующей сваркой требуется обязательная механическая обработка. Производительность резки невысокая.
Дуговая резка металла не требует специального оборудования и может быть осуществлена там, где выполняется дуговая сварка. Дуговая резка металла возможна в различных пространственных положениях. Подобная универсальность способствует применению (особенно в монтажных условиях) дуговой резки металла для углеродистых и низколегированных сталей. Резку металла можно выполнять как разделительную, так и поверхностную для выплавления канавок в основном металле, удаления дефектов в сварных швах и литейных отливках и т.д.
.2 Классификация способов дуговой резки металлов
В настоящее время получили распространение несколько разновидностей электродуговой резки металлов. Основные из них:
1. Дуговая резка металлическим электродом;
2. Дуговая резка угольным электродом;
- Кислородно-дуговая резка;
- Воздушно-дуговая резка.
- Разделительная дуговая резка металла.
- Поверхностная дуговая резка металла.
- Подводная резка.
- Вырезка отверстий в металлах.
Способы резки металлов
1. Дуговая резка металла металлическим электродом
Для дуговой резки металла металлическим электродом используют толстопокрытые электроды, обычно те же, что и для сварки. Род тока зависит от марки электрода. На скорость разделительной резки основное влияние оказывают толщина металла, диаметр электрода и величина тока. С увеличением толщины металла скорость резки металла резко уменьшается. Для резки угольными или графитовыми электродами используют постоянный ток прямой полярности, так как в этом случае на изделии выделяется больше теплоты. Науглероживание кромок реза затрудняет их последующую механическую резку. Ширина реза больше, чем при использовании металлического электрода.
Сущность этого способа резки заключается в том, что металл в месте реза проплавляют электрической дугой.
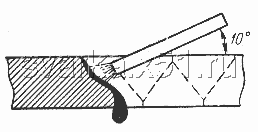
Рис. 1. Схема дуговой резки металлическим электродом
Силу тока при резке берут максимально возможную. Обычно при резке металлическим электродом сила тока на 20-30% больше, чем при сварке электродами такого же диаметра. Металлическим электродом можно резать чугун, нержавеющие стали и цветные металлы, которые не поддаются обычной кислородной резке.
При дуговой резке используют электроды, имеющие специальные электродные покрытия, способствующие улучшению процесса резки. Металлические электроды для резки изготовляют из проволоки марок Св-08 или Св-08А по ГОСТ 2246-70 диаметром 3-12 мм и длиной не более 250-300 мм. На электродные стержни наносят покрытия
- Марганцевая руда ……………………… 98
Поташ……………………………………….. 2
- Марганцевая руда .’………………….… 94
Мрамор …………………………………….. 3
Каолин……………………………………… 3
Толщина слоя покрытия 1-1,5 мм на сторону
Металлическим электродом можно резать на переменном и на постоянном токе. Режимы резки приведены в табл.
Основные недостатки этого способа резки — низкая производительность и плохое качество реза. Рез получается с большими неровностями и натеками металлах обратной стороны.
Наряду с ручной резкой применяют автоматическую резку металлическим электродом под слоем флюса. Этим способом в основном раскраивают листы из нержавеющей стали толщиной до 30 мм.
Режут на обычных сварочных автоматах сварочной проволокой марок Св-08 или Св-08А с флюсом АН-348А. Автоматическая резка более производительна. Режимы автоматической резки под слоем флюса приведены в таблице
2. Резка угольным электродом, или угольной дугой
Резка угольным электродом, или угольной дугой, отличается от вышерассмотренного способа тем, что вместо металлического электрода в данном случае применяются угольные или графитовые электроды. Угольные и графитовые электроды в процессе резки не плавятся, а только медленно сгорают. Резка угольными или графитовыми электродами производится на постоянном токе и в большинстве случаев при прямой полярности (минусна электроде).
Схема процесса резки угольным электродом показана на фиг. 2. По сравнению с металлической дугой рез получается более чистым, так как угольный электрод не плавится и тем самым не создает дополнительного количества расплавленного металла, как при резке металлическими электродами. Однако производительность и чистота реза при резке угольной дугой остаются низкими. Как и при резке металлической дугой, с обратной стороны реза на металле остаются натеки. Кислородно-электродуговая резка заключается в том, что разрезаемый металл разогревается с помощью электрической дуги, а затем сжигается струей кислорода, подающейся к месту реза параллельно электроду. Обычно режущая струя кислорода следует за направлением движения электрода. Окислы, получаемые при сгорании металла, выдуваются из места реза этой же струей кислорода. Для этого способа резки применяются специальные резаки, обеспечивающие закрепление электрода и подвод кислорода к месту реза. При резке применяются угольные, графитовые или стальные электроды. В практике применяются также стальные трубчатые электроды с нанесенным на них специальным покрытием. В этом случае дуга горит между разрезаемым металлом и трубчатым электродом, а кислород к месту реза подается через внутреннее отверстие электродной трубки. В процессе резки трубчатый стальной электрод плавится. Резка производится на постоянном токе при обратной полярности
Металлическими электродами при дуговой резке пользуются в случае небольших толщин подлежащего резке материала (до 20 мм).
Резку металлическим электродом можно производить на переменном токе. Преимуществом резки металлическим электродом, кроме возможности работать на переменном токе, является малая ширина и чистота реза; к недостаткам относится большой расход электродов и натеки металла на нижнем крае реза.
Подводную дуговую резку производят так же, как и резку на воздухе. Электроды, применяемые при подводной резке, необходимо покрывать водонепроницаемой обмазкой толщиной около 1 мм. Сила тока, применяемого при подводной резке, должна быть на 20-25% больше, чем при резке на воздухе. Для подводной резки применяют угольные и металлические электроды с дополнительной подачей в дугу режущего кислорода. дуговой резка инструмент безопасность
Метод резки металлов электрической дугой имеет и некоторые недостатки: низкая производительность процесса, недостаточная чистота реза, науглероживание кромок при резке угольным электродом, натеки на нижней кромке, большой расход основного металла.
3. Кислородно-дуговая резка металла
Сущность процесса кислородно-дуговой резки заключается в том, что между трубчатым толстопокрытым электродом и разрезаемой деталью возбуждается дуга, в зоне горения которой через полость электрода подается кислород. Наружный диаметр трубчатых электродов 5-7 мм, внутренний 1,5-2,5 мм, питание дуги может производиться постоянным или переменным током в зависимости от типа толстого покрытия. Для закрепления электрода и подвода кислорода служит электрододержатель специальной конструкции, оборудованный предохранительным щитком.
Одним из преимуществ этого метода при резке стали толщиной 10-12 мм являются высокие скорости резки и в связи с этим малый расход кислорода. Большая скорость резки является результатом сильного подогрева режущего кислорода теплом электрической дуги. Подогрев усиливает и без того высокое окисляющее действие кислорода и способствует повышению производительности резки. Недостатком этого метода является сравнительно быстрое расплавление и высокая стоимость трубчатых электродов.
Этот метод резки применяется главным образом для пробивания отверстий в стальных плитах толщиной до 300 мм и при выполнении работ по резке цветных металлов. Разработан также метод кислородно-дуговой резки металлов с применением угольных электродов. При этом между угольным электродом, закрепленном в специальном электрододержателе, и разрезаемой деталью возбуждается дуга, под тепловым действием которой металл расплавляется на глубину от 2 до 4 мм. На определенном расстоянии от дуги на расплавленный металл подается струя кислорода, которая обеспечивает энергичное окисление и удаление окисленного и расплавленного металла из полости реза.
Процесс резки протекает устойчиво при питании дуги постоянным током, качество реза высокое. При резке малых толщин скорость кислородно-дуговой резки превосходит скорость газовой резки. В настоящее время внедряется в производство воздушно-дуговая резка металлов. Сущность этого метода заключается в том, что обрабатываемый металл расплавляется в месте реза угольной дугой, затем под действием струи сжатого воздуха расплавленный металл частично сгорает, а частично выдувается

Рис. 2
При дуговой резке расплавленный металл удаляется из зоны резки механическим воздействием сварочной дуги и под действием собственного веса. Этим методом можно резать низкоуглеродистые стали, легированные, цветные металлы и чугун.
Воздушно-дуговая резка представляет собой новый способ обработки металлов и объединяет два физических процесса: расплавление металла теплом электрической дуги и выдувание жидкого металла струей сжатого воздуха. Окисление металла при этом происходит лишь как попутное явление, не влияющее на процесс резки.
Количество выплавленного металла зависит от количества тепла, подведенного электрической дугой, от теплоемкости и теплопроводности металла. Воздушно-дуговым способом можно резать углеродистую, легированную, высоколегированную сталь, чугун, бронзу, латунь, алюминий и его сплавы.
При правильном ведении процесса расплавленный металл полностью удаляется и поверхность основного металла, вследствие кратковременности воздействия нагрева, не изменяет своего состава. Воздушно-дуговая резка применяется при поверхностной обработке металла для выплавки дефектных участков корня сварных швов, срезки заклепок, разделки трещин, выплавки пороков в отливках, для V-образных подготовок кромок под сварку, для пробивки отверстий для соединительных скоб, заклепок и др.
Преимущество воздушно-дуговой резки — ее экономичность, возможность использования недефицитных материалов, простота оборудования.
Воздушно-дуговая резка наиболее производительна при использовании постоянного тока обратной полярности, а при резке цветных металлов — прямой полярности.
При дуге прямой полярности под действием высокой температуры катод эмитирует электроны, получающие ускорение в катодной зоне и, тем самым, увеличивающие свою кинетическую энергию. Анод получает от столба дуги энергию в виде потока электронов и в виде теплового излучения. Эта энергия и энергия, выделяемая током за счет сопротивления раскаленного анода, расходуется на плавление металла на широком участке.
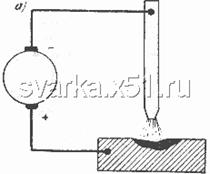
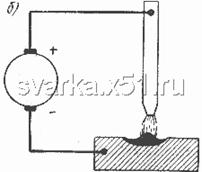
Рис. 3. Схема ванны расплавленного металла при горении дуги на прямой (а) и обратной полярности (б)
При этом образуется чашеобразное углубление, по которому растекается расплавленный металл (рис. а), удаление которого затруднено. Производительность резко падает.
При дуге обратной полярности расплавленный металл образует форму конического выступа (рис. б), который обусловлен тем, что движение потока электронов, направленное от катода к аноду (в данном случае от изделия), как бы центрирует массу расплавленного металла, стремясь увлечь металл в своем движении. Металл, расплавленный дугой обратной полярности, более подвижен и текуч. Струя воздуха легко удаляет жидкий металл.
5. Разделительная дуговая резка металла
При разделительной резке металла изделие устанавливают в положение, в котором наиболее благоприятны условия для вытекания расплавленного металла из места реза. При вертикальных резах резку металла ведут сверху вниз, для того чтобы выплавляемый металл не засорял выполненный разрез. Для отклонения дуги магнитным дутьем в направлении реза второй сварочный кабель присоединяют сверху у начала разреза. Разделительную резку металла начинают с кромки или с середины листа. В последнем случае вначале прорезают отверстие. Затем, наклонив электрод так, чтобы кратер был расположен на торцовой кромке реза, оплавляют ее. Если толщина разрезаемого металла меньше диаметра электрода, последний располагают перпендикулярно поверхности и просто перемещают вдоль линии реза без дополнительных колебаний.
6. Поверхностная дуговая резка металла
При поверхностной резке металла электрод наклоняют к поверхности под углом 5-20° и перемещают, частично погружая его конец в образовавшуюся полость. Широкие канавки выплавляют с поперечными колебаниями электрода в вертикальном положении. Глубина канавки зависит от скорости перемещения дуги и наклона электрода. Глубокие канавки выполняют за несколько проходов. Для прорезания дугой круглых отверстий различного размера электрод устанавливают перпендикулярно к поверхности и возбуждают дугу возможно большей длины.
7. Подводная дуговая резка металлов
Подводную дуговую резку производят так же, как и резку на воздухе. Электроды, применяемые при подводной резке, необходимо покрывать водонепроницаемой обмазкой толщиной около 1 мм. Сила тока, применяемого при подводной резке, должна быть на 20-25% больше, чем при резке на воздухе. Для подводной резки применяют угольные и металлические электроды с дополнительной подачей в дугу режущего кислорода.
8. Вырезка отверстий в металле
Для вырезки больших отверстий вначале прорезают маленькое отверстие, несколько отступя внутрь от края реза, а затем рез продолжают, выводя его на края основного отверстия. Особое внимание при дуговой резке металла следует обращать на предохранение от брызг и капель металла и шлака, которые могут вызвать ожоги и загорания.
2.3 Основные рабочие инструменты используемые при резке металла
Основным рабочим инструментом является резак. Резаки, в зависимости от назначения и метода подачи воздуха, можно разделить на следующие группы:
- резак с обтекаемой подачей воздуха;
- резак с боковой подачей воздуха;
- резак с двухсторонней подачей воздуха;
- универсальный держатель-резак;
- резак специального назначения.
Резаком с обтекаемой подачей воздуха можно производить резку в любом направлении: справа налево, слева направо, от себя, на себя. Недостатком резака с обтекаемой подачей воздуха является круговое обдувание электрода воздухом, что вызывает большой расход воздуха.
Резку резаком с боковой подачей воздуха ведут в одном направлении (обычно справа налево), а воздух подается параллельно электроду сзади.
Резак с двусторонней подачей воздуха перемещают при операции справа налево и слева направо. Воздух подается и перед электродом и за ним.
Универсальные держатели употребляются не только для резки, но и для сварки металлов металлическим электродом.
Резаки специального назначения снимают большие поверхности металла за один проход.
Производительность воздушно-дуговой резки прямо пропорциональна силе тока, т.е. целесообразно применять мощные сварочные генераторы. Рекомендуемые значения тока в зависимости от диаметра электрода приведены ниже:
|
Диаметр электрода, мм. |
6 |
8 |
10 |
12 |
|
Сила тока, а |
120-250 |
160-320 |
250-400 |
350-500 |
Питание резака сжатым воздухом производится от цеховой сети под давлением 4-6 ати или от сети индивидуального компрессора. Если давление больше, обрывается дуга, а если меньше — слабо выдувается металл.
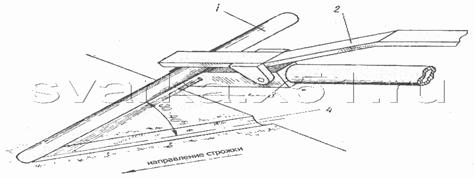
Рис. 4. Схема воздушно-дуговой строжки: 1 — электрод, 2 — резак, 3 — воздушная
Вылет электрода не должен превышать 100 мм. При работе электрод «обгорает» и периодически должен выдвигаться на ту же величину. Воздушный вентиль открывают до начала резки. Возбуждение дуги производится при поступлении воздуха. Выплавка металла начинается немедленно с появлением дуги, поэтому дугу надо возбуждать в намеченной точке реза. Во всех случаях электрод устанавливается с наклоном 35-40 град. к поверхности металла.
При использовании электрододержателей с боковой подачей воздуха (рис. 4. Схема воздушно-дуговой строжки) воздушные отверстия должны быть внизу, но отношению к рабочему концу угольного электрода в призме электрододержателя. Движение резака производится в направлении конца электрода.
После появления дуги резак движется вперед с постоянным касанием передней кромки расплавленной ванны. Нажимать на электрод не следует, так как при нагреве электрод становится непрочным — может легко сломаться. Скорость перемещения принимается примерно 500-2000 мм/мин, а глубина канавки увеличивается с возрастанием силы тока, увеличением угла между электродом и металлом и с уменьшением скорости продвижения электрода.
При устойчивом ведении электрода канавка получается постоянной формы с ровной поверхностью, без брызг расплавленного металла. Если ширину канавки требуется получить больше диаметра электрода, то резка ведется с поперечными колебаниями по ширине реза.
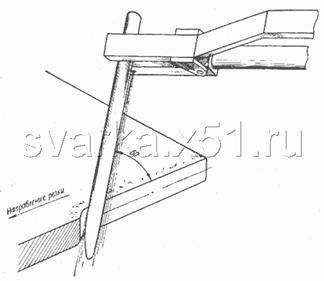
Рис. 5. Схема разделительной воздушно-дуговой резки
При резке (рис. 5. Схема разделительной воздушно-дуговой резки) электрод располагается под углом 45-60° по отношению к изделию, причем электрод проходит через всю толщину металла. Скорость резки увеличивается с возрастанием силы тока и уменьшением толщины разрезаемого металла. Однако при равных условиях она уменьшается с увеличением диаметра электрода.
|
Режимы воздушно-дуговой разделительной резки. |
|||||
|
Диаметр электрода, мм |
Сила тока. а |
Скорость резки, мм/мин при толщине разрезаемой стали, мм |
|||
|
5 |
8 |
IS |
20 |
||
|
6 |
150 |
600 |
_ _ |
______ |
______ |
|
300 |
1200 |
600 |
— |
^ |
|
|
8 |
150 |
1000 |
400 |
— |
|
|
300 |
500 |
— |
— |
||
|
400 |
2000 |
800 |
400 |
— |
|
|
10 |
300 |
1200 |
___ |
_______ |
______ |
|
400 |
1600 |
600 |
300 |
— |
|
|
500 |
2000 |
1000 |
500 |
500 |
|
При воздушно-дуговой разделительной резке получается чистая гладкая кромка реза. Если придать электроду наклон в поперечном направлении к линии реза, то можно получить резку со скосом кромок. Особого внимания заслуживает резка этим способом нержавеющей стали толщиной до 15 мм.
Воздушно-дуговой поверхностной и разделительной резке могут подвергаться цветные металлы и их сплавы. Однако применение этого способа для разделения цветных металлов требует повышения погонной энергии ввиду более высокой теплоемкости и теплопроводности этих материалов. Кромки у этих металлов получаются неровными, окисленными и требуют последующей механической обработки. С помощью воздушно-дуговой резки можно удалить все дефекты в стальном литье: газовые и усадочные раковины, шлаковые включения, земляные засоры, трещины, рыхлости, пористости.
Чем больше площадь дефекта и глубина его залегания, тем больше требуется диаметр электрода. Этим способом можно удалять и прибыли на литых деталях, прожигать отверстия. При достаточном навыке можно получить отверстие правильной формы.
Непрерывное совершенствование научной организации труда — одна из важнейших предпосылок ускоренного роста экономической эффективности общественного производства.
Научная организация труда (НОТ) на предприятии есть совокупность организационных, технических и санитарно-гигиенических мероприятий, обеспечивающих наиболее целесообразное использование рабочего времени, производственных навыков и творческих способностей каждого члена коллектива, устранение тяжелого ручного труда и неблагоприятных воздействий окружающей среды на организм работающего. НОТ базируется на научно обоснованных нормах труда, новейших достижениях науки и техники. Основной задачей НОТ является всемерное сокращение затрат труда на единицу выпускаемой продукции благодаря более полному использованию новейших достижений техники, широкому обобщению и распространению передового опыта, достижение высшей производительности труда.
Внедрение научной организации труда должно осуществляться прежде всего на рабочих местах.
Рабочим местом называют закрепленный за рабочим или бригадой рабочих участок производственной площади, оснащенной в соответствии с требованиями определенного технологического процесса оборудованием, инструментом, приспособлениями и т. д.
При обслуживании рабочего места необходимо обращать внимание на определенный круг вопросов:
- своевременность получения сменных заданий, нарядов, чертежей;
- поддержание оборудования в работоспособном состоянии;
- своевременность и способы доставки на рабочее место материалов, заготовок, электродов и т. п.;
- контроль качества изготовляемой на рабочем месте продукции;
- поддержание на рабочем месте надлежащего порядка.
Рабочие кабины. Для защиты рабочих от излучения дуги в постоянных местах сварки устанавливают для каждого сварщика отдельную кабину размером 2X2,5 м. Стенки кабины могут быть сделаны из тонкого железа, фанеры, брезента. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов. Каркас кабины изготовляют из трубы или из угловой стали. Пол в кабине должен быть из огнестойкого материала (кирпич, бетон, цемент).
Стенки окрашивают в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтый крон).
Освещенность кабины должна быть не менее 80-100 л к. Кабину оборудуют местной вентиляцией с воздухообменом 40 м3/ч на каждого рабочего. Вентиляционный отсос должен располагаться так, чтобы газы, выделяющиеся при сварке, проходили мимо сварщика.
Сварку деталей производят на рабочем столе. Крышку стола изготовляют из чугуна толщиной 20-25 мм. Сварочный пост оснащен генератором, выпрямителем или сварочным трансформатором.
Щитки и шлемы (маски) применяют для защиты лица сварщика от вредного действия лучей сварочной дуги и брызг расплавленного металла. Их изготовляют по ГОСТ 1361-69 из фибры черного матового цвета или специально обработанной фанеры. Щитки и шлемы должны иметь массу не более 0,6 кг. В щиток или шлем вставляют специальный светофильтр, удерживаемый рамкой размером 120Х 60 мм.
Нельзя пользоваться случайными цветными стеклами, так как они не могут надежно защищать глаза от невидимых лучей сварочной дуги, вызывающих хроническое заболевание глаз.
Защитные светофильтры имеют различную плотность. Наиболее темное стекло имеет марку ЭС-500 и применяется при сварке током до 500 А, среднее ЭС-300 — для сварки током до 300 А, более светлое стекло ЭС-100 — для сварки током 100 А и менее. Снаружи светофильтр защищают от брызг расплавленного металла обычным прозрачным стеклом, которое нужно 2-3 раза в месяц заменять новым.
Электрододержатели применяют для закрепления электрода и подвода к нему тока при ручной электро-дуговой сварке.
Основные параметры электрододержателей должны соответствовать указанным в ниже приведенной таблице.

Электрододержатели должны допускать возможность захвата электрода не менее чем в двух положениях: перпендикулярно и под углом не менее 115° к оси электрододержателя. Конструкция электрододержателя должна обеспечить время на смену электрода не более 4 с. Токоведущие части электрододержателей должны быть надежно изолированы от случайного соприкосновения со свариваемым изделием или руками сварщика. Сопротивление изоляции должно быть не менее 5 Мом.
Изоляция рукоятки должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В при частоте 50 Гц.
Превышение температуры наружной поверхности рукоятки при номинальном режиме работы не должно быть более 55° С. Поперечное сечение рукоятки на длине, охватываемой ладонью сварщика, должно вписываться в круг диаметром не более 40 мм.
Электрододержатели должны обладать достаточной механической прочностью.
Схемы некоторых конструкций электрододержателей показаны на рисунке 6.
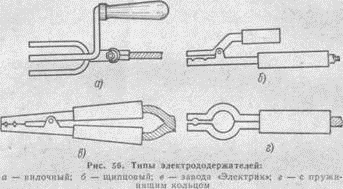
Рис. 6
Дополнительный инструмент сварщика. Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, в которые конец провода впаивают твердым припоем. Зажимы должны обеспечивать плотный контакт со свариваемым изделием.
Для зачистки швов и удаления шлака применяют проволочные щетки — ручные и с электроприводом.
Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки. Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы, изготовленные из отрезка трубы диаметром 50-75 мм, длиной 300 мм, с приваренным донышком-подставкой.
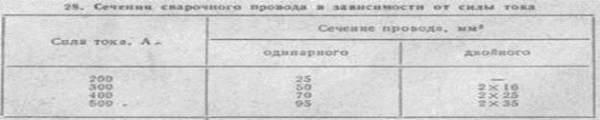
Сварочные провода служат для подвода тока от сварочной машины или трансформатора к электрододержателю и свариваемому изделию. Электрододержатели снабжают гибким изолированным проводом ПРГ (провод резиновый гибкий) или ПРГН (провод резиновый гибкий нейритовый), сплетенным из большого количества медных, отожженных и пролуженных проволочек диаметром 0,18-0,2 мм.
Рекомендуемые сечения сварочного провода приведены ниже в таблице.
Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи.
3. Охрана труда и техника безопасности при производстве газосварочных и электросварочных работ, .1 Охрана труда при сварочных работах
Опасные и вредные производственные факторы. Опасный производственный фактор — это фактор, воздействие которого на сварщика может привести к травме и к заболеванию
Основными опасными и вредными производственными факторами при ручной дуговой сварке и резке металлов являются:
- сварочные аэрозоли;
- повышенный уровень оптического излучения в ультрафиолетовом, видимом и инфракрасном (тепловом) диапазонах;
- искры, брызги и выбросы расплавленного металла и шлака;
- повышенная температура шлаковой ванны, материалов, оборудования и воздуха рабочей зона;
- высокое напряжение в электрической цепи;
- физические и нервно-психические перегрузки.
Особо характерным вредным фактором является присутствие в воздухе рабочей зоны сварочных аэрозолей, содержащих токсические вещества. Длительное их воздействие на организм сварщика может привести к возникновению профессиональных заболеваний (пневмокониоз, пылевой бронхит и др.).
При использовании электродов следует руководствоваться техническими условиями, которые содержат требования по безопасности и защите окружающей среды с перечнем вредных и опасных факторов, а также средств защиты сварщиков и окружающей среды.
При сварке и резке свинца и металла, покрытого свинцовыми красками, происходит выделение оксида свинца, воздействие которого на организм работающего проявляется в виде металлического привкуса во рту, отрыжки, потери аппетита и упадка сил. Через 2,5-3,5 месяца появляются лилово-серая кайма вокруг дёсен и сильные головные боли.
Ручная дуговая сварка и резка металла сопровождается излучением в ультрафиолетовом, видимом и инфракрасном диапазонах, многократно превышающем физиологически переносимую человеком величину. Интенсивность излучения сварочной дуги и его спектральные характеристики зависят от мощности дуги, способа сварки, вида сварочных материалов.
Электрическая дуга является мощным источником яркого света, ультрафиолетовых, и инфракрасных лучей, воздействие которых на незащищённые глаза в течение 10-20с в радиусе до 1м вызывает сильные боли, слезоточивость и светобоязнь.
Воздействие электрической дуги на кожаные покровы в течение 60-180с вызывает ожог (аналогично продолжительному воздействию солнца), а длительное воздействие на органы зрения приводит к электроофтальмии и катаракте.
Интенсивность инфракрасного (теплового) излучения от свариваемых изделий и сварочной ванны определяется температурой изделий, их габаритами и конструкцией, а также температурой и размерами сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения, превышающего допустимый уровень, приводит к нарушению терморегуляции, тепловому удару. Контакт с нагретым металлом может вызвать ожоги.
Как правило, при ручной дуговой сварке и резке напряжённость магнитного поля незначительна (до 300А/м) и не превышает предельно допустимых уровней.
Разбрызгивание металла при сварке — также следствие нестабильного горения дуги. При использовании покрытых электродов оно незначительно. Брызги, искры и выбросы расплавленного металла и шлака при отсутствии средств защиты могут быть причиной ожогов кожных покровов, травмирования органов зрения, а также возникновения пожаров.
Опасным для жизни человека считается электрическое напряжение более 42В переменного и 110В постоянного тока при работе в сварочных цехах и 12В — в сырых помещениях, замкнутых металлических объёмах и т.п. Однако эти напряжения являются условными, поскольку опасность поражения электрическим током существенно зависит от индивидуальных особенностей организма и окружающих условий.
Общие требования
Электросварщик должен иметь квалификационную группу по электробезопасности не ниже второй. Вновь поступающий на работу независимо от квалификации обязан проити вводный инструктаж по технике безопасности, а также инструктаж на рабочем месте, предварительный медицинский осмотр, а в последующем в установленном порядке проходить периодические медицинские осмотры. Инструктаж по безопасности труда проводят не реже одного раза в три месяца. При переводе на работу с использованием нового оборудования сварщик должен ознакомиться с его конструкцией и пройти дополнительный инструктаж по технике безопасности.
Администрация предприятий и организаций обязана выдавать рабочим спецодежду, спецобувь и защитные средства, отвечающие стандартам или техническим условиям в соответствии с нормами выдачи.
Перед началом сварочных работ электросварщик обязан проверить защитные приспособления, шлем, щиток, диэлектрический коврик или диэлектрические боты, надеть спецодежду — брезентовый костюм с огнестойкой пропиткой, ботинки, головной убор, диэлектрические перчатки или брезентовые рукавицы.
Температура нагретой поверхности оборудования не должна превышать 45оС. Требования к оборудованию, используемому для ручной дуговой сварки покрытыми электродами, изложены в ГОСТ 12.2.003, ГОСТ 12.2.049, ГОСТ 12.2.007.8, «Правилах устройства электроустановок», «Правилах техники безопасности при эксплуатации электроустановок потребителей» и «Правилах технической эксплуатации установок потребителей».
Защита органов зрения.
Для защиты от вредного излучения дуги в щитки вставляют стеклянные светофильтры тёмно-зелёного цвета, которые позволяют видеть дугу, расплавляемый металл и манипулировать электродом. Применяют 13 классов светофильтров типа С для сварки током от 13 до 900А. (табл.)
Защита тела.
Спецодежда (куртки и брюки) изготовляется из материала, защищающего сварщика от излучения дуги. При работе на стационарных постах сварщик использует фартук, защищающий от брызг металла, особенно опасных при дуговой резке. Обувь должна быть с нескользящей подметкой.
Во время работы куртка должна быть застёгнута, обшлага рукавов подвязаны или застёгнуты, карманы застёгнуты клапанами, ботинки плотно зашнурованы, брюки должны закрывать ботинки во избежание попадания брызг металла на ноги. Спецодежда, спецобувь и рукавицы должны быть сухими, без следов масла.
К средствам индивидуальной защиты относятся также резиновый коврик, резиновые перчатки и галоши, применяемые при особо опасных работах.
При сварочных работах на открытом воздухе в холодное время года спецодежда дополняется теплозащитными подстёжками в соответствии с климатическими зонами.
Вентиляция, .2 Техника безопасности труда при ручной дуговой сварке и резке, Заключение
Тема моей письменной экзаменационной работы «Дуговая резка металлов»
В работе я полностью раскрыл сущность и технику процесса дуговой резки металлов. В настоящее время дуговая резка нашла широкое применение при изготовлении различного рода металлоконструкций из труб, прутков круглого и квадратного сечения, уголка, швеллера и двутавра.
Дуговой резкой называют процесс выплавления металла, нагреваемого дугой и вытекающего из полости реза. Для обеспечения и ускорения дуговой резки процесс ведут при вертикальном или наклонном положении разрезаемого изделия, так как при этом вытекание расплавляемого металла облегчается.
Электрическая дуговая резка начала применяться одновременно с развитием электродуговой сварки. В дальнейшем электродуговая резка все более совершенствовалась и получила широкое применение. Дуговая резка по сравнению с обычной газокислородной резкой обладает некоторыми преимуществами, как например простотой оборудования, возможностью резки металлов различного химического состава, безопасностью работы.
А также рассмотрел классификацию способов дуговой резки металлов, какие инструменты используются при дуговой резке металлов, классификацию резаков. Резаки — основной инструмент, который используется при дуговой резке металлов. Они служат для смешивания горючего газа или жидкости с кислородом, разогрева металла подогревающим пламенем и подачи струи кислорода в зону резки.
Описал охрану труда при газопламенных работах и пожарные мероприятия при выполнении работ при резке. Пользовался дополнительной литературой и интернет ресурсами. По моему мнению цели при написании работы достиг.
Используемая литература
[Электронный ресурс]//URL: https://drprom.ru/kursovaya/kislorodno-dugovaya-rezka/
1. Беккер А.А., Агаев Т.В. Охрана и контроль загрязнения природной среды. С.-П.: Гидрометиздат, 2003
— Болховитов Н.Ф. Металловедение и термическая обработка. М.: Машгиз, 2003.
— Геворкян В.Г. Основы сварочного дела. М. Высшая школа, 1969
— Глизманенко Д.Л. Сварка и резка металлов. М.: Высшая школа, 2002.
— Лупачёв В.Г. Газовая сварка. Мн. Высшая школа, 2001
— Мисник И.Б. Ручная дуговая сварка металлов. Мн. Высшая школа, 1981
— Рыбаков В.М. Дуговая и газовая сварка. М. Высшая школа, 1989)
— Рыбаков В.М. Дуговая сварка. М.: Высшая школа, 2003.
— Рыбаков В.М. Сварка и резка металлов-М.: Высш. школа, 1979.-214 с., ил.
— Соколов И.И. Дуговая сварка и резка металлов. М.: Высшая школа, 2003.
— Хренов К.К. Сварка, резка и пайка металлов — М.: Машиностроение, 1973.-408 с.