


Под литьем в приборостроении понимают процесс, заключающийся в получении изделия путем помещения материала, находящегося в жидком агрегатном состоянии, в полость формы, затвердевание материала в полости формы и его последующего извлечения. Основным материальным элементом технологической системы литейного производства является форма.
Различают разовые (разрушаются при извлечении отливки), полупостоянные (возможно получить до нескольких сотен отливок) и постоянные (получают несколько сотен тысяч отливок) формы.
Классификация способов литья
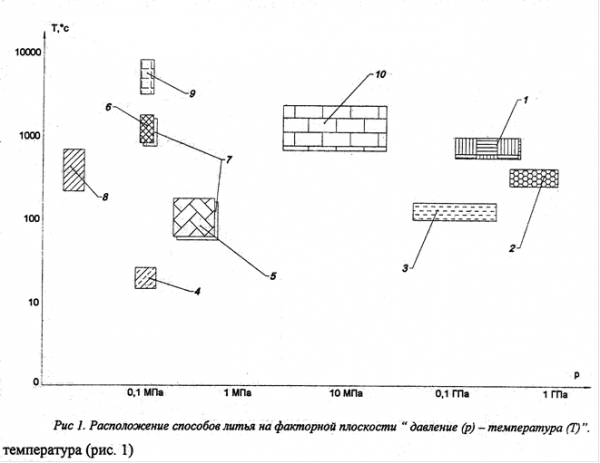
Сочетание факторов «давление», «температура», «материал» образуют технологические операторы – способы литья, которые образуют области на факторной плоскости давление – температура (рис. 1).
Литьем получают разнообразные конструкции отливок массой от нескольких грамм до 300т, длиной от нескольких сантиметров до 20м, со стенками толщиной 0,5-500 мм(блоки цилиндров, поршни, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков, станины прокатных станов, турбинные лопатки и т.д.).
Отливки получают из черных сплавов ( чугуны , стали ) и цветных сплавов (алюминиевых, магниевых, медных, цинковых, титановых и др.).
Для получения расплава применяют шихтовые материалы:
- небольшие слитки металлургического производства (чушки)
- отходы собственного производства
- лом
- флюсы
Различные сплавы имеют разные литейные свойства, которые характеризуются следующими параметрами:
Физическая сущность процесса литья
Определяется тремя важнейшими понятиями: «жидкотекучесть», «кристаллизация», «усадка».
 Жидкотекучесть – способность материала заполнять форму в жидком состоянии. Жидкотекучесть зависит от вязкости и удельной теплоты плавления материала, а также от теплопроводимости и начальной температуры пресс-формы.
Жидкотекучесть – способность материала заполнять форму в жидком состоянии. Жидкотекучесть зависит от вязкости и удельной теплоты плавления материала, а также от теплопроводимости и начальной температуры пресс-формы.
Способ изготовления керамических оболочковых форм для литья по ...
... материалы отливки; сократить стоимость выпускаемых изделий. В производстве художественных отливок применение современной технологии литья по выплавляемым моделям пока ограничено трудоемкостью изготовления пресс-форм ... прочная, с точным отпечатком поверхности модели внутренняя поверхность керамической формы позволяет получать отливки с чистой, не требующей сложной механической обработки и ...
 Испытание материала на жидкотекучесть проводят по спиральной пробе (рис. 2).
Испытание материала на жидкотекучесть проводят по спиральной пробе (рис. 2).
Кристаллизация – образование и рост кристаллов в затвердевающем металле. Процесс происходит в направлении, перпендикулярном поверхности теплоотдачи. Вследствие этого образовавшиеся зерна – монокристаллы в наружных областях мельче (рис. 3).
Усадка — Свойство литейных сплавов уменьшать объём при затвердевании и охлаждении. Усадочные процессы в отливках протекают с момента заливки расплавленного металла в форму вплоть до полного охлаждения отливки. Различают объёмную и линейную усадку, выражаемую в относительных единицах.
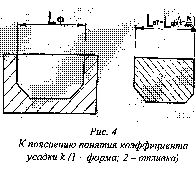
Линейная усадка — уменьшение линейных размеров отливки при её охлаждении от температуры, при которой образуется прочная корка, способная противостоять давлению расплавленного металла, до температуры окружающей среды. Линейную усадку определяют соотношением, %: ![]()
где l ф и lотл — размеры полости формы и отливки при комнатной температуре (рис. 4).
На линейную усадку влияют химический состав сплава, температура его заливки, скорость охлаждения сплава в форме, конструкция отливки и литейной формы. Так, усадка серого чугуна уменьшается с увеличением содержания углерода и кремния. Усадку алюминиевых сплавов уменьшаем повышение содержания кремния. Усадку отливок уменьшает снижение температуры заливки. Увеличение скорости отвода теплоты от залитого в форму сплава приводит к возрастанию усадки отливки.
При охлаждении отливки происходит механическое и термическое торможение усадки. Механическое торможение возникает вследствие трения между отливкой и формой. Термическое торможение обусловлено различными скоростями охлаждения отдельных частей отливки. Сложные по конфигурации отливки подвергаются совместному воздействию механического и термического торможения.
Линейная усадка для серого чугуна составляет 0,9-1,3%, для высокопрочного чугуна до 1.7%, для ковкого чугуна …%, для углеродистых сталей 2-2,4%, для алюминиевых сплавов 0,9-1,5%, для медных 1,4-2,3%.
Объёмная усадка — уменьшение объёма сплава при его охлаждении в литейной форме при формировании отливки. Объёмную усадку определяют соотношением, %: ![]()
где V ф и Vотл – объем полости формы и отливки при температуре 20°C. Объемная усадка приблизительно равна утроенной линейной усадке.
Усадка в отливках проявляется в виде:
- усадочных раковин — сравнительно крупных полостей, расположенных в местах отливки, которые затвердевают последними;
- усадочной пористости — скопление пустот, образовавшихся в отливке в обширной зоне в результате усадки в тех местах отливки, которые затвердели последними без доступа к ним расплавленного металла;
- трещин;
- короблений — изменение формы и размеров отливки под влиянием напряжений, возникающих при охлаждении.
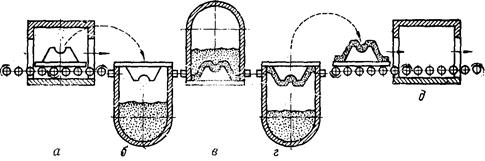
Существует несколько способов изготовления отливок. Перечислим основные из них: литье в песчаные формы(ПФ), литье в кокиль(К), литье по выплавляемым моделям(ВМ), литье под давлением(Д).
Получение изделий литьем металлов
... затвердевание, б) направленное затвердевание. Одновременное затвердевание направленном затвердевании Направленное затвердевание можно осуществить несколькими путями: а) охлаждением нижней части формы или нагревом прибыли; б) конструкцией отливки, ... соединение частей формы). 5. Заливка формы ранее расплавленным сплавом или металлом. 6. Охлаждение формы с отливкой. 7. Освобождение отливки от формы. 8. ...
Литье в песчаные формы, Сущность процесса, Материалы и оснастка.
- Песчаная форма(ПФ) – разовая литейная форма, изготовленная из уплотненной формовочной смеси. ПФ состоит из двух полуформ. Для образования отверстий применяются песчаные стержни.
- Типовые составы формовочных и стержневых смесей.
- Формовочная смесь – кварцевый песок, 3 – 5% огнеупорная глина, каменноугольная пыль (для повышенной податливости формы), древесные опилки для образования пористости.
- Стержневая смесь – более прочная на порядок формовочной смеси, т.к.
в нее добавляют упрочнители (олифа).

- Модельный комплект: модель детали, модели элементов литниковой системы, модельные плиты, стержневые ящики.
- Опоки.
Основные технологические операции.
- Изготовление полуформ по модельным плитам(наиболее распространенными способами уплотнения смеси при машинной формовке являются прессование, встряхивание и их сочетание).
- Изготовление стержней.
- Сборка формы с простановкой стержней и подготовка ее к заливке.
- Заливка форм расплавленным металлом.
- Затвердевание и охлаждение отливок.
- выбивка отливок из форм и стержней из отливок.
- Отделение литниковой системы от отливок, их очистка и зачистка.
- Контроль качества отливок.
Возможные дефекты отливок, причины и меры по их устранению.
- Недоливы и спаи . Образуются от не слившихся потоков металла, затвердевающих до заполнения формы. Возможные причины: холодный металл, питатели малого сечения.
- Усадочные раковины – закрытые внутренние полости в отливках с рваной поверхностью. Возникают вследствие усадки сплавов, недостаточного питания. Устраняют с помощью прибылей.
— Горячие трещины в отливках возникают в процессе кристаллизации и усадки металла при переходе из жидкого состояния в твердое при температуре, близкой к температуре солидуса. Склонность сплава к образованию горячих трещин увеличивается при наличии неметаллических включений, газов, серы и других примесей. Образование горячих трещин вызывают резкие перепады толщин стенок, острые углы, выступающие части. Высокая температура заливки также повышает вероятность образования горячих трещин.
- Для предупреждения образования горячих трещин в отливках необходимо обеспечивать одновременное охлаждение толстых и тонких частей отливок;
- увеличивать податливость литейных форм;
- по возможности снижать температуру заливки сплава.
- Пригар – трудноудаляемый слой формовочной или стержневой смеси, приварившийся к отливке. Возникает при недостаточной огнеупорности смеси или слишком большой температуре металла.
- Песчаные раковины – полости в теле отливки, заполненные формовочной смесью. Возникают при недостаточной прочности формовочной смеси.
- Газовые раковины – полости отливки округлой формы с гладкой окисленной поверхностью. Возникают при высокой влажности и низкой газопроницаемости формы.
- Перекос . Возникает из-за неправильной центровки.
Область применения.
- Применяют во всех областях машиностроения. Получают отливки любой конфигурации 1…6 групп сложности. Точность размеров соответствует 6…14 группам. Параметр шероховатости Rz=630…80мкм.
- Можно изготавливать отливки массой до 250т.
с толщиной стенки свыше 3мм.
Разработка технологического процесса изготовления отливки ‘RU’ ...
... отливки из сплава АК8М изготовленной методом литья под давлением термическую обработку не применяют, т.к. прочность при литье под давлением ... отливки. Чертеж отливки разрабатывается по чертежу детали и включает следующие вопросы: выбор положения отливки в форме, что определяет плоскость разъема формы; ... вибраций. Исходя из условий работы детали, отливка должна отвечать следующим требованиям: ...
Преимущества.
- Конфигурация 1…6 групп сложности.
- Возможность механизировать производство.
- Дешевизна изготовления отливок.
- Возможность изготовления отливок большой массы.
- Отливки изготовляют из всех литейных сплавов, кроме тугоплавких.
Недостатки.
- Плохие санитарные условия.
- большая шероховатость поверхности.
- Толщина стенок > 3мм.
- Вероятность дефектов больше, чем при др. способах литья.
Сущность процесса
- Виды.
- Вытряхные(не разъемные) – отливки простой конфигурации.
- С вертикальным разъемом – отливки не сложной конфигурации с небольшими выступами и впадинами на наружной поверхности.
- С горизонтальным разъемом – изготовление крупных простых по конфигурации отливок.
Материалы и оснастка.
- Форма отливки – кокиль.
- Расплавленный металл.
- Теплоизоляционное покрытие.
Последовательность изготовления отливок.
- Подготовка кокиля к работе: очистка от остатков теплоизоляционного покрытия, нагрев до температуры 150-200° и нанесение свежего слоя теплоизоляционного покрытия толщиной 0,1…0,5мм, а на литниковые каналы и прибыли до 1мм.
- Сборка кокиля: установка стержней, соединение частей кокиля.
- Заливка расплавленного металла в кокиль.
- Затвердевание и охлаждение отливки.
- Удаление из отливки металлических стержней (если они есть) после образования в ней достаточно прочной корки.
- Извлечение отливки из кокиля после ее охлаждения до температуры 0,6…0,8 от температуры солидуса.
- Охлаждение или подогрев кокиля до оптимальной температуры 200-300°С и подкраска(при необходимости) рабочей поверхности кокиля.
Область применения., Преимущества.
- Повышенная точность геометрических размеров (по сравнению с литьем в ПФ).
- Снижение шероховатости поверхностей отливок (по сравнению с литьем в ПФ).
- Снижение припусков на механическую обработку на 10-20%.
- Лучше санитарно-гигиенические условия.
- Мелкозернистая структура отливок( > прочность).
Недостатки.
- Сложность изготовления кокилей, их ограниченный срок службы (особенно при литье черных сплавов).
15 стр., 7053 слов
Алюминий и его сплавы. Особенности получения отливок
... и усилием запирания пресс-формы 35 МН, на которых получают блоки цилиндров из алюминиевых сплавов для автомашины «Волга». На Алтайском моторном заводе освоена автоматизированная линия по получению отливок литьем ... Высокая прочность связи в Al2О3 обусловливает большую теплоту его образования из простых веществ и способность алюминия восстанавливать многие металлы из их оксидов, например: 3Fe3O4 + 8Al ...
- Неподатливость кокиля и металлических стержней.
- Затруднен вывод газов из полости формы.
- Высокая стоимость кокиля, сложность и трудоемкость его изготовления
- Ограниченная стойкость кокиля, измеряемая числом годных отливок, которые можно получить в данном кокиле. От стойкости кокиля зависит экономическая эффективность процесса.
- Сложность получения отливок с поднутрениями, для выполнения которых необходимо усложнять конструкцию формы — делать дополнительные разъемы, использовать вставки, разъемные металлические или песчаные стержни.
- Неподатливый кокиль приводит к появлению в отливках напряжений, а иногда к трещинам.
Литье в оболочковые формы, Сущность процесса, Преимущества способа.
- Расход формовочной смеси в 8-10 раз меньше, чем при литье в песчаные формы.
- Припуски составляют 0.5-1.5 мм.
- Виды.
- Бункерный.
- Прессования через резиновую диафрагму.
- Пескодувный.
Технология изготовления оболочковой формы
Схема изготовления оболочковых форм:
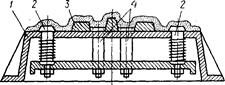
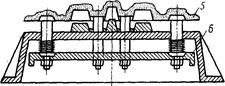
Модельная плита с оболочковой полуформой и собранная форма:
плиту при выдержке в течение 20…30 с смола плавится и, обволакивая тонкой пленкой мелкие зерна песка, образует оболочку толщиной б…8 мм. Бункер возвращают в исходное положение, и непрореагировавшая формовочная смесь падает на его дно. Снятую с бункера модельную плиту с непрочной оболочкой отправляют в электрическую печь с температурой около 350 °С. Здесь смола в течение 90…180 с полимеризуется и необратимо твердеет, образуя прочную оболочковую полуформу. По такой же технологии изготавливают другую полуформу.
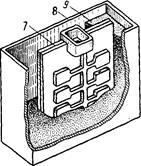
Для снятия готовой оболочковой полуформы модельная плита 1 с закрепленной полумоделью 3 снабжена толкателями 4, находящимися на уровне плиты, и толкателями 2, которые выступают из нее и образуют в полуформе углубления. На другой модельной плите (здесь не показано) толкатели расположены на несколько миллиметров ниже плоскости разъема, чтобы образовать выступы на второй полуформе против углублений на первой. С помощью этих выступов и углублений фиксируют положение полуформ при сборке оболочковой формы. При нажатии на плиту 6 толкатели снимают полуформу 5 с модельной плиты. В одной из полуформ на стержневые знаки устанавливают стержень, закрывают другой полуформой, скрепляют их скобами, струбцинами или склеивают по плоскости разъема. Собранную оболочковую форму 7 помещают в. металлический ящик 8, засыпают крупным песком или чугунной дробью 9 и заливают металлом. К моменту полной кристаллизации металла отливки смола из смеси выгорает, форма и стержни разупрочняются и легко разрушаются, освобождая отливку при выбивке.
Технология литья под давлением
... отливок литьем под давлением Технология литья под давлением. Расход расплава через питатель. При литье под давлением теплообмен между расплавом и пресс-формой происходит ... пресс-форм, условия их работы, причины разрушений материалы, применяемые для изготовления деталей пресс-форм, соприкасающихся с жидким металлом, а также стойкость пресс-форм пути ее повышения. Повышать стойкость пресс-форм ...
Шликерное литье в гипсовой форме
Шликерное литье представляет собой формообразование находящегося в жидкой фазе парафиново-воскового шликера на основе керамического порошка. Формообразование заготовок производится в пресс-формах. Рассмотрим два примера пресс-форм для шликерного литья.
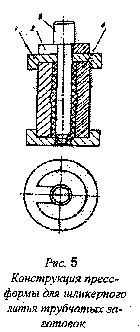 Конструкция пресс-формы для литья трубчатых заготовок, в том числе пьезокерамических элементов (ПЭ) (рис. 5) должна обеспечивать наряду с точным формообразованием также возможность удаления отливки из полости пресс-формы. Поэтому матрица пресс-формы изготавливается сборной, состоящей из двух полуматриц 4 с вертикальной плоскостью разъема. Полуматрицы замыкаются двумя кольцами 1 с базирующими буртиками. На нижнем кольце выполнено литниковое отверстие, взаимодействующее с питающей трубкой литьевой машины, а на верхнем кольце имеется точное отверстие – вспомогательная база для установки стержня 3, оформляющего отверстие трубчатого ПЭ. Для упрощения сборки и разборки пресс-формы между стержнем и верхним кольцом устанавливается накидная шайба 2.
Конструкция пресс-формы для литья трубчатых заготовок, в том числе пьезокерамических элементов (ПЭ) (рис. 5) должна обеспечивать наряду с точным формообразованием также возможность удаления отливки из полости пресс-формы. Поэтому матрица пресс-формы изготавливается сборной, состоящей из двух полуматриц 4 с вертикальной плоскостью разъема. Полуматрицы замыкаются двумя кольцами 1 с базирующими буртиками. На нижнем кольце выполнено литниковое отверстие, взаимодействующее с питающей трубкой литьевой машины, а на верхнем кольце имеется точное отверстие – вспомогательная база для установки стержня 3, оформляющего отверстие трубчатого ПЭ. Для упрощения сборки и разборки пресс-формы между стержнем и верхним кольцом устанавливается накидная шайба 2.
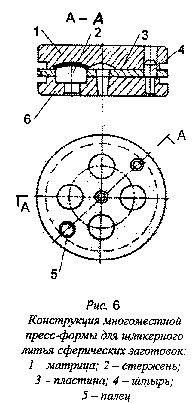 Шликерное литье сферических ПЭ производится с использованием пресс-формы многоместной конструкции (рис. 6), имеющей горизонтальную плоскость разъема. Полости под отливки образованы сочетанием поверхностей точных углублений в матрице 1 и стержней 2.
Шликерное литье сферических ПЭ производится с использованием пресс-формы многоместной конструкции (рис. 6), имеющей горизонтальную плоскость разъема. Полости под отливки образованы сочетанием поверхностей точных углублений в матрице 1 и стержней 2.
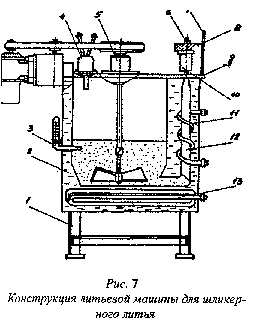 Оборудованием для реализации операции шликерного литья является литьевая машина (рис. 7).
Оборудованием для реализации операции шликерного литья является литьевая машина (рис. 7).
Каркас 1 литьевой машины изготовлен из уголковой стали и обшит стальным листом толщиной 1,5 мм. К каркасу крепится стальная плита 9, на которой осуществляется монтаж основных сборочных единиц: шликерного бака 2, механизма прижима пресс-формы 6, ограждение 7, электромагнитного клапана 4, контактного термометра 3, механической мешалки 5 с электродвигателем, блока электрического управления (на рис. 7 он не показан).
Шликерный бак состоит из собственно бака загрузки шликера, питателя 12, кожуха и крышки со встроенной в неё мешалкой. В крышке бака имеется отверстие под питатель. Для дополнительного подогрева шликера на выходе трубчатого питателя установлен дополнительный нагреватель 11 из нихромовой проволоки.
Шликерный бак устанавливается в прорези плиты крышки и уплотняется с помощью вакуумной резины тремя эксцентриковыми зажимами. Для обеспечения равномерного подогрева шликера пространство между шликерным баком и кожухом заполняется жидкостью (глицерином), которая подогревается установленным под шликерным баком трубчатым нагревателем 13 мощностью 2кВт.
Механизм прижима пресс-формы состоит из двух вертикальных стоек, на которых установлена подъемная плита 8 прижима. Ограждение, представляющее собой щиток из оргстекла, служит для предохранения оператора от ожогов горячей массой в случае её разбрызгивания.
Блок электрического управления смонтирован на шасси и служит для регулирования подачи сжатого воздуха через электромагнитный клапан, для поддержания определенной температуры шликера с помощью системы автоматического регулирования, датчиком которой является контактный термометр, а также для питания электродвигателя и электронагревателя.
Литьё под давлением
... того, в пресс-форму входят подвижные металлические стержни, образующие внутренние полости отливок, и выталкиватели. 1. Литье под давлением 1.1 Сущность литья под давлением Выполняют машинным способом в металлические формы, называемые пресс-формами. Заполнение металлом пресс формы осуществляют после ...
Для вакуумирования шликерный бак с расплавленным шликером соединяется с вакуумным насосом. В течение 1,5…2 ч из бака откачивают воздух, одновременно работает механическая мешалка. По окончании вакуумирования вакуумный шланг перекрывают, а рабочий цикл начинается с того, что открывают доступ сжатого воздуха через электромагнитный клапан в шликерный бак и в полость мембранной пневмокамеры механизма прижима пресс-формы. Сжатый воздух, поступающий в полость шликерного бака, выдавливает разогретый жидкий шликер из бака через питатель в пресс-форму 10. При выключении электромагнитного клапана прекращается доступ воздуха из сети в клапан, а давление воздуха в шликерном баке и пневмокамере механизма прижима пресс-формы падает, поскольку воздух из шликерного бака уходит в атмосферу. Этим заканчивается рабочий цикл.
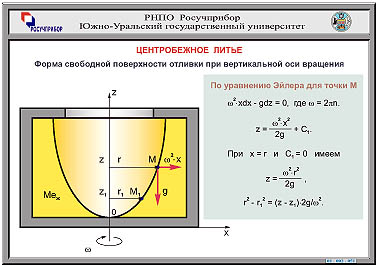
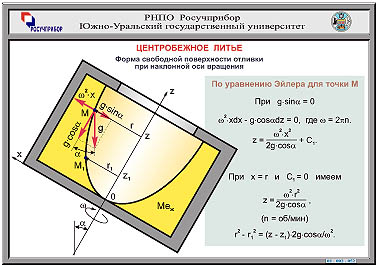
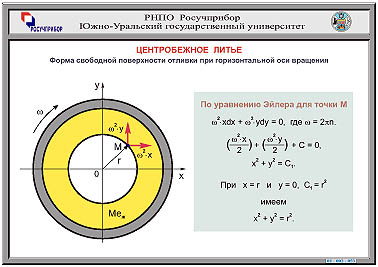
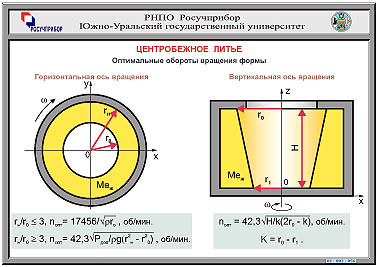
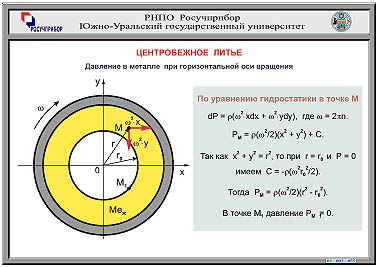
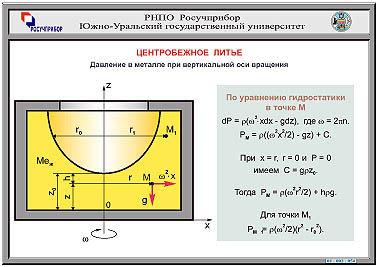
Центробежное литье
Центробежное литьё, способ литья в быстро вращающуюся металлическую форму. Расплавленный металл под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя пустотелую отливку (трубку, втулку, кольцо) без стержня. Различают центробежное литье с разными осями вращения; заливаемые формы — песчаные, металлические, по выплавляемым моделям, оболочковые.
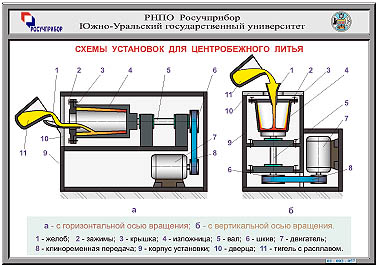
Внешняя поверхность отливки оформляется формой под действием центробежной силы при V=3-8 м/с. Под действием центробежной силы происходит направленное затвердевание металла и вытеснение газовой и усадочной пористости. Качество деталей может сильно пострадать из-за образования усадочных раковин. Отлитый в форму металл начинает затвердевать с наружных слоев, и некоторое время поверхность отливки представляет собой как бы твердую корку, под которой имеется жидкий металл. Она (корка) отделяется от еще расплавленного металла, находящегося в глубине кюветы который, уменьшаясь в объеме, не заполняет целиком всего пространства формы.
Литье намораживанием, Сущность процесса
Область применения
- Получение сплошных и полых цилиндрических заготовок из серого чугуна, чугуна с шаровидным графитом и белого высокохромистого.
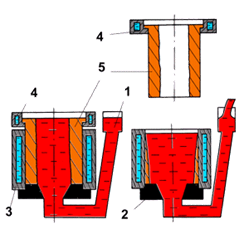
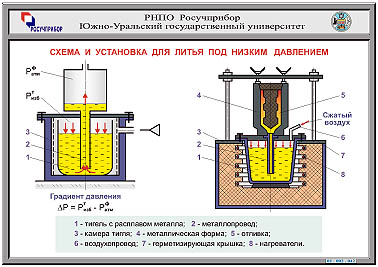
Литье под низким давлением, Сущность процесса
Скорость выпуска при литье под давлением в зависимости от типа отливки и сплава может быть в пределах от 0,5 до 120 м/с. Различают три способа литья под давлением.
Литье под давлением (2)
... — тигель с расплавом; 4 — обогреваемый канал; 5 — пресс-форма; 6 — пресс-поршень; 7 — отливка; 8 — толкатели Таким образом, процесс литья под давлением реализуется только на специальных машинах, что обеспечивает возможности ...
- Виды .
- Литье с низкими скоростями впуска (0,5-2,5 м/с), обеспечивающее заполнение формы сплошным ламинарным потоком. Применяют этот способ для изготовления толстостенных отливок из алюминиевых сплавов и латуней.
— Литье со средними скоростями впуска (2-15 м/с), обеспечивающее турбулентное движение расплавленного металла, при котором в результате срыв струй захватываются в поток металла пузырьки воздуха, оттесняемые затвердевающим сплавом к середине отливки. Это создает воздушную пористость, которую удалить почти невозможно, но можно уменьшить под действием высокого давления. Изготовляют при этом отливки средней сложности.
— Литье с высокими скоростями впуска (более 30 м/с), обеспечивает заполнение только в режиме турбулентного течения истока расплава, но и со значительным его распылением, результатом которого является еще больший объем захваченного в полость отливки воздуха, для уменьшения воздушной пористости и в этом случае создают высокое давление [до 500МПа(н/мм2)] Этот способ применяют для тонкостенных отливок сложной конфигурации.
Требования к литейным сплавам для литья под давлением.
- Достаточная прочность при высоких температурах, чтобы отливка не ломалась при выталкивании.
- Минимальная усадка.
- Высокая жидкотекучесть при небольшом перегреве.
- Небольшой интервал кристаллизации.
Этим требованиям удовлетворяют сплавы на основе цинка, алюминия, магния и меди.
— При литье под давлением получают высокое качество отливок. Достижимая точность: 9-11 квалитет по размерам, получаемым в одной части литейной формы и 11-12 квалитет по размерам, получаемым в двух частях формы. Точность зависит от точности изготовления формы, обычно форму изготовляют на 1-2 квалитета точнее детали. Выше указана экономически достижимая в производстве точность.
— Шероховатость поверхности отливки зависит от шероховатости поверхности рабочей поверхности формы, продолжительности ее эксплуатации и материала отливки. Обычно рабочую поверхность формы полируют (при этом достигают параметр Ra=0,16 мкм).
При литье до 500 отливок получают шероховатость поверхности Ra=1,25-0,63 мкм — для отливок из цинковых сплавов. Ra =2,5-1,25 мкм — для отливок из алюминиевых сплавов и Ra =2,5- Rz мкм — для медных сплавов, а при изготовлении 10000 отливок соответственно получают Ra =2,5-1,25 мкм, Ra =2.5 — Rz =20 мкм, Rz = 160-80 мкм.
— При питье под давлением механические свойства неравномерны по толщине отливки и отличаются в лучшую сторону по сравнению с этими свойствами отливок полученных другим способом. При быстром охлаждении у отливок образуется литейная корочка с мелкозернистой структурой, толщина которой не более 1-1-1,5мм. Поэтому тонкостенные отливки имеют мелкозернистую структуру, повышенную прочность (на 20-30%).
— Важным показателем качества является пористость, вскрываемая при механической обработке и являющаяся причиной брака. Так как пористость всегда имеет место при литье сложных тонкостенных деталей, то необходимо применять конструктивные меры для предупреждения вскрытия пор. В этом случае для уменьшения влияния воздушной пористости на качество необходимо устранять механическую обработку отливок, предусматривать отливку отверстий. А при необходимости механообработки назначать припуск не более 0,5 мм.
Реферат литье металлов
... металлов. Способы изготовления отливок делятся на две группы: литье в обычные песчаные формы; специальные способы литья. В свою очередь способы литья в песчаные формы ... которая предотвращает прилипание оснастке формовочной смеси и тем самым упрощает последующее отделение оболочки от модели. ... состоянии в специальные пресс-формы, сборке их в блоки (соединении моделей и отливок с моделью литниковой ...
Преимущества.
- Автоматизация трудоемкой операции заливки формы.
- Возможность регулирования скорости потока расплава в полости формы изменением давления в камере установки.
- Улучшение питания отливки.
- Снижение расхода металла на литниковую систему.
Недостатки.
- Невысокая стойкость части металлопровода, погруженной в расплав, что затрудняет использование способа литья для сплавов с высокой температурой плавления.
— Сложность системы регулирования скорости потока расплава в форме, вызванная динамическими процессами, происходящими в установке при заполнении ее камеры воздухом, нестабильностью утечек воздуха через уплотнения, понижением уровня расплава в установке по мере изготовления отливок.
- Возможность ухудшения качества сплава при длительной выдержке в тигле установки.
- Сложность эксплуатации и наладки установок.
Литье под давлением, Сущность процесса, Материалы и оснастка.
- Пресс-форма.
- Смазка (машинное масло).
- Прессующая машина.
Основные технологические операции.
- Очистка пресс-формы.
- Нагрев пресс-формы до 120…220°С и покрытие поверхности смазкой.
- Сборка пресс-формы.
- Залив расплавленного металла в камеру прессования и запрессовка расплава под давлением в полость пресс-формы.
- Охлаждение и затвердевание отливки под внешним давлением.
- После затвердевание отливки внешнее давление снимается и извлекается отливка.
Область применения., Преимущества.
- Получают сложные тонкостенные отливки.
- Низкая шероховатость поверхности, следовательно, снижается механическая обработка отливок на 90-95%.
- Высокая точность геометрических размеров.
- Мелкозернистая структура.
- Улучшенные санитарно-гигиенические условия.
Недостатки.
- Высокая стоимость пресс-формы, сложность ее изготовления.
- Наличие газовоздушной пористости.
- Ограничение номенклатуры получения отливок по размерам и массе.
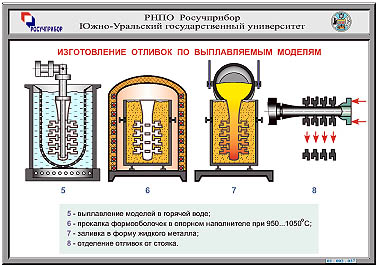
Литье по выплавляемым моделям

Сущность процесса, Материалы и оснастка.
- Модельная форма состоит из модельного состава(парафин, стеарин, церезин, канифоль и т.д.).
- Формовочная смесь: 2ч.
пылевого кварца, 1ч. связующего материала.
- Пресс-форма для изготовления моделей.
- Литейная форма.
- Вибрационная установка.
Основные технологические операции изготовления форм и отливок.
- Приготовление модельного состава.
- Изготовление моделей отливки и элементов литниковой системы или секции моделей.
- Сборка моделей или секций моделей в блоки.
- Изготовление литейной формы.
- Подготовка литейных форм к заливке и заливка металла в горячую форму.
- Затвердевание и охлаждение отливки в форме.
- Снятие формы с отливки.
Область применения., Преимущества.
- Можно получать отливки из тугоплавких изделий.
- Получают конфигурации отливок 1…5 групп сложности.
- Высокая точность геометрических размеров и малая шероховатость поверхности.
Недостатки.
- Длительность процесса.
- Дороговизна.
Экструзия
Экструзия это непрерывный технологический процесс, заключающийся в продавливании материала, обладающего высокой вязкостью в жидком состоянии, через формующий инструмент (головку), с целью получения изделия с поперечным сечением нужной формы. В промышленности переработки полимеров методом экструзии изготавливают различные погонажные изделия, такие, как трубы, листы, пленки, оболочки кабелей и т. д. Основным технологическим оборудованием для переработки полимеров в изделия методом экструзии являются одно — и многочервячные экструдеры. Главным требованием, предъявляемым к червячным машинам, является гомогенизация расплава, как по массе, так и по температуре при максимальной производительности и равномерное распределение различных добавок.
Экструзией можно получать непрерывные изделия — пленки, профили самого разнообразного типа, листы, трубы и шланги, а также объемные изделия. Масса погонного метра изделий, полученных методом экструзии, может составлять от нескольких граммов до 100 кг и более; получены пленки шириной до 25 м и трубы диаметром до 1,2 м.
Недостатки экструзии
Экструзия является одним из самых дешевых методов производства широко распространенных пластических изделий, таких, как пленки, волокна, трубы, листы, стержни, шланги и ремни, причем профиль этих изделий задается формой выходного отверстия головки экструдера. Расплавленный материал при определенных условиях выдавливают через выходное отверстие головки экструдера, что и придает желаемый профиль. Схема простейшей экструзионной машины показана на рис.8.

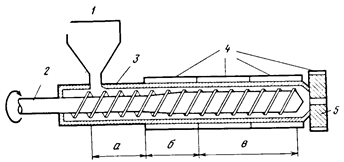
Рис 8. Схематическое изображение простейшей экструзионной машины
1 — загрузочная воронка; 2 — шнек; 3 — основной цилиндр; 4 — нагревательные элементы; 5 — выходное отверстие головки экструдера, а — зона загрузки; б — зона сжатия; в — зона гомогенизации
В этой машине порошок или гранулы компаундированного пластического материала загружают из бункера в цилиндр с электрическим обогревом для размягчения полимера. Спиралевидный вращающийся шнек обеспечивает движение горячей пластической массы по цилиндру. Поскольку при движении полимерной массы между вращающимся шнеком и цилиндром возникает трение, это приводит к выделению тепла и, следовательно, к повышению температуры перерабатываемого полимера. В процессе этого движения от бункера к выходному отверстию головки экструдера пластическая масса переходит три четко разделенные зоны: зону загрузки (а), зону сжатия (б) и зону гомогенизации.
Каждая из этих зон вносит свой вклад в процесс экструзии. Зона загрузки, например, принимает полимерную массу из бункера и направляет ее в зону сжатия, эта операция проходит без нагревания. В зоне сжатия нагревательные элементы обеспечивают плавление порошкообразной загрузки, а вращающийся шнек сдавливает ее. Затем пастообразный расплавленный пластический материал поступает в зону гомогенизации, где и приобретает постоянную скорость течения, обусловленную винтовой нарезкой шнека. Под действием давления, создаваемого в этой части экструдера, расплав полимера подается на выходное отверстие головки экструдера и выходит из него с желаемым профилем. Из-за высокой вязкости некоторых полимеров иногда требуется наличие еще одной зоны, называемой рабочей, где полимер подвергается воздействию высоких сдвиговых нагрузок для повышения эффективности смешения. Экструдированный материал требуемого профиля выходит из экструдера в сильно нагретом состоянии (его температура составляет от 125 до 350°С), и для сохранения формы требуется его быстрое охлаждение. Экструдат поступает на конвейерную ленту, проходящую через чан с холодной водой, и затвердевает. Для охлаждения экструдата также применяют обдувку холодным воздухом и орошение холодной водой. Сформованный продукт в дальнейшем или разрезается или сматывается в катушки.
Процесс экструзии используют также для покрытия проволок и кабелей поливинилхлоридом или каучуком, а стержнеобразных металлических прутьев — подходящими термопластичными материалами.
Список литературы, Анурьев В.И.,, Анурьев В.И., С, Дальский А.Н., Арутюнова И.А.,, Дьячков В.Б.,
5) www.cnit.susu.ac.ru