
Автомобильный транспорт России в силу ряда причин приобретает все большее значение. Автомобили широко используются во всех областях народного хозяйства выполняют значительный объем транспортных работ, а точнее служит для перевозки грузов и пассажиров. Автомобили имеют широкий спектр применения в различных средах и различных климатических условиях и в связи с этим подвергаются нагрузкам. Поэтому техническое состояние автомобиля как и всякой другой машины в процессе длительной эксплуатации не остается неизменным. Оно ухудшается в следствии изнашивания деталей и механизмов, поломок и других неисправностей, что приводит к понижению эксплуатационных качеств автомобиля.
Основным средством уменьшения изнашивания деталей и механизмов и предотвращения неисправностей автомобиля, т.е. поддержание его в должном техническом состоянии, является своевременное и высококачественное выполнение технического обслуживания и ремонта, как капитального так и текущего. Техническое состояние так же зависит от условий хранения автомобиля. Знание всех факторов и закономерностей изменений технического состояния автомобилей позволяет правильно организовать работы по повышению его мощности и долговечности, путем своевременного и высококачественного технического обслуживанию.
При ремонте автомобилей все большее распространение получает электроконтактная сварка: стыковая и точечная. Стыковая сварка деталей производится путем местного нагрева соединяемых кромок за счет тока, проходящего через место контакта и одновременного пластического деформирования разогретых кромок деталей. Этот метод применяют при восстановлении карданных валов, полуосей и других деталей способом замены части детали. При точечной сварке соединяемые детали зажимают между двумя электродами, изготовленными из меди или специальной бронзы, и через место контакта пропускают ток большой силы. Точечную сварку применяют при ремонте кузовов, кабин и других деталей, изготовленных из листовой стали небольшой толщины.
Цель данной работы – рассмотреть различные методы сварки, используемые при ремонте автомобилей, соответственно задачами будут:
- знакомство с методами сварки;
- анализ и выбор оборудования для сварочных работ;
- рассмотрение мер безопасности при сварочных работах ремонта автомобилей;
- В работе использована методическая литература, разработки ведущих специалистов в области сварки, источники средств массовой информации, аналитические материалы.
1. Дефекты кузовов и кабин
Оборудование для правки кузовов легковых автомобилей
... реферате мы больше уделим внимания рассмотрению оборудования, необходимого для кузовного ремонта, чем его процессу. Виды работ, выполняемых при кузовном ремонте Кузов современного легкового автомобиля ... проведении сварки опускают измерительные стержни (возможны перемещения деталей в результате расширения и последующей усадки при сварке). Далее контролируют установленные детали. Для исправления ...
Характерными дефектами деталей кузовов, кабин и оперения (рис. 1) являются коррозионные повреждения, механические повреждения (вмятины, обломы, разрывы, выпучины и т.д.), нарушение геометрических размеров, трещины, разрушения сварных соединений и др. Коррозионные разрушения — это основной вид износа металлического кузова и кабин. Здесь имеет место электрохимический тип коррозии, при котором происходит взаимодействие металла с раствором электролита, адсорбируемого из воздуха. Трещины возникают в результате усталости металла, нарушения технологии обработки металла, применения низкого качества стали, дефектов сборки узлов и деталей, недостаточной прочности конструкции узла, а также в подверженных вибрации местах. Разрушения сварных соединений происходят в результате некачественной сварки, воздействия коррозии, вибрации и нагрузок при нормальной эксплуатации автомобиля либо в результате аварийных повреждений. Механические повреждения (вмятины, перекосы, разрывы и т.д.) являются следствием перенапряжения металла в результате ударов и изгибов, а также вследствие непрочного соединения деталей.
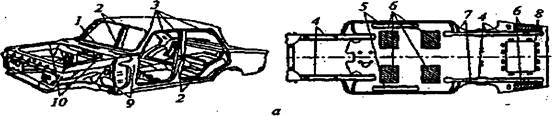 |
Рис 1. Характерные повреждения:
автомобиля:
 |
7 — передний и задний проемы ветровых стекол;
2 — дверные проемы;
3 — стоики под крышу;
4 — передние и задние лонжероны;
5 — левый и правый пороги основания; 6 -днище;
7 – левый и правый задние брызговики;
8 — нарушение геометрических размеров; 9 — верх и низ соответственно левого и правого задних брызговиков; 10 — левый и правый передние брызговики;
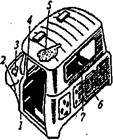
б — кабина грузового автомобиля:
7 — разрушение сварочных швов; 2— разрывы; 3 — вмятины и выпучины;
4 — прогиб и перекосы стоек; 5 — пробоины; 6 — коррозия; 7 — трещины
Правка панелей с аварийными повреждениями

Рис. 3.Стенд для правки кузова легкового автомобиля:
1,3 — рабочие цилиндры; 2 — рама; 4 — кузов;
5 — расчалочное приспособление; 6 — подставка
Удаление поврежденных участков кузовов и кабин
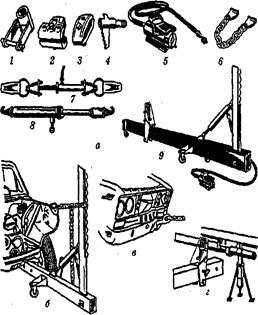
Рис. 4. Приспособления для выполнения правки деформированного участка кузова:
б, в
6 — двойной захват; 7 — натяжной цилиндр с вытягивающим устройством;
8 — натяжной цилиндр с захватами; 9 — правильное устройство
Трещины и разрывы
Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5-2,5 мм, горелками ГСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной 0,5-1,5 мм) и № 2 (для листов 1,0-2,5 мм), используя для этого проволоку Св-08 или Св-15 диаметром (0,5Н +1) мм, где Н — толщина свариваемого металла. Чтобы деталь при нагреве не потеряла свою форму, вначале производят сварку в отдельных точках с интервалом 10-30 мм, а затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине.
Для того, чтобы понять суть процесса сварки, единственное, что надо запомнить, это то, что любой металл расплавится, если его нагреть до нужной температуры. Сварка двух кусков металла происходит за счет их расплавления вокруг линии соединения (часто в место соединения наплавляется дополнительное количество метала для упрочнения).
После остывания металла ниже точки плавления соединение приобретает примерно те же свойства, что и окружающий металл. Если исключить современные лазерные и ультразвуковые технологии, то остается только два способа создать в месте соединения металлов достаточно высокую температуру: с помощью газовой горелки или электрического тока.
2. Способы сварки
2.1 Электродуговая сварка
Из всех видов сварки электродуговая сварка (или просто — электросварка) во всех областях машиностроения имеет наибольшее распространение благодаря своей простоте, доступности и дешевизне. Но в кузовных работах, к сожалению. электросварку удается использовать только в ограниченных случаях, поскольку с ее помощью трудно сварить тонкие стальные листы. Оборудование для электросварки представляет собой трансформатор или преобразователь напряжения, который питается от обычной бытовой электросети и преобразует напряжение к безопасному уровню, пригодному для сварки. Обычно этот преобразователь называют сварочным аппаратом. Выход сварочного аппарата имеет два толстых провода. Один из них — «земля» снабжен на конце массивным зажимом, который присоединяется к сварочной плите, на которую укладываются свариваемые детали (если сварка выполняется прямо на автомобиле, то этот зажим крепится к его корпусу).
Второй провод на конце имеет рукоятку со специальным держателем. В держатель вставляется сварочный электрод, представляющий собой стальной пруток, обмазанный специальным составом — флюсом. Если коснуться концом электрода детали в месте сварки, то выходная цепь сварочного аппарата замкнется, и по цепи пойдет большой ток, который начнет интенсивно разогревать металл и электрод в точке их контакта. В этот момент надо слегка приподнять электрод над местом сварки, тогда между электродом и свариваемым металлом возникнет яркая дуга, имеющая очень высокую температуру. Металл и электрод начнут плавиться и заполнять соединение. Температура в месте существования дуги очень высока и плавление металла происходит очень быстро. Если свариваемые детали имеют достаточную толщину, металл в месте их сварки расплавляется частично и вместе с расплавленным металлом электрода заполняет сварной шов. Если же свариваемый метал имеет малую толщину, то он мгновенно проплавляется на всю толщину, в нем образуется сразу большое отверстие под электродом и расплавленный металл электрода не успевает его заполнять. В результате вместо сварки получается прожог металла. В этом состоит недостаток электросварки — тонкие листы металла с ее помощью сварить практически невозможно.
Сварка в среде инертного газа
Этот вид сварки занимает ведущее положение в кузовных сварочных работах, поскольку сочетает в себе все достоинства электро- и газосварки, причем лишен каких-либо недостатков, за исключением того, что непригоден для пайки и резки. Сварка в среде инертных газов основана на идее электродуговой сварки, но имеет существенные особенности. Вместо электрода постоянной длины, который вставляется в держатель и который нужно заменять, когда он сгорает и становится коротким, сварочный аппарат содержит катушку сварочной проволоки в отдельном корпусе, соединенный гибкой трубкой со сварочной рукояткой. В корпусе аппарата имеется электромотор, который подает проволоку через рукоятку к месту сварки. Так же, как и при обычной электросварке, один провод сварочного аппарата крепится зажимом к сварочной плите, а по второму напряжение подводится к сварочной проволоке. При касании концом проволоки места сварки возникает электрическая дуга и начинается сварка.
К месту сварки аппарат подает, кроме электрода, еще и инертный газ, т.е. газ, не реагирующий с металлом в сварочном пространстве — аргон или смесь аргона с углекислым газом или просто углекислый газ. Газ способствует охлаждению металла вокруг места сварки, а главное — препятствует его интенсивному окислению кислородом воздуха в расплавленной зоне. Охлаждение металла газом в зоне сварки препятствует распространению тепла в окружающие зоны и снижает вероятность коробления свариваемых деталей.
2.3 Сварка вольфрамовым электродом
Это специфический вид электросварки, который находит применение в мастерских, занимающихся восстановлением большого числа алюминиевых деталей. Вместо стального прутка здесь используется вольфрамовый электрод. Вольфрам — очень тугоплавкий металл, он не плавится даже в электрической дуге. Роль электрода состоит лишь в том, чтобы разогреть металл, но не заполнять собой шов. Ниже мы коротко остановимся на особенностях сварки алюминиевых сплавов.
2.4 Газовая сварка
Традиционно этот вид сварки занимает лидирующее место в кузовных работах. Для газовой сварки используется специальная горелка, в которой соединяются в нужной пропорции два газа — горючий (обычно ацетилен) и окислитель (кислород).
Иногда этот вид сварки так и называют — кислородно-ацетиленовый. Газы к горелке подаются по шлангам от баллонов, в которых эти газы хранятся раздельно. Факел газовой горелки создает высокую температуру (около 4000°С), хотя и меньшую, чем дуга электросварки. Факелом разогревают место сварки и, когда основной металл свариваемых деталей начинает плавиться, в факел вносят тонкий стальной пруток, который, расплавляясь, формирует сварной шов. Этот вид сварки тоже требует навыков, поскольку нужно одной рукой держать горелку, совершая ею круговые движения для равномерного прогрева свариваемых деталей, а другой рукой подавать пруток вниз по мере его плавления и продвигать вдоль шва, следя за равномерностью толщины наплавляемого металла. В настоящее время появилось несколько видов достаточно компактных комплектов для газовой сварки. Некоторые из них используют вместо ацетилена различные заменители.
3. Сварочное оборудование и технология
Для стыковой сварки применяют специальные машины, которые состоят из зажимного устройства, осаживающего механизма и силового трансформатора. Наибольшее применение при восстановлении автомобильных деталей находят машины для стыковой сварки МС-501, МС-801 и МСР-100. Эти машины обеспечивают сварку деталей с площадью поперечного сечения шва от 60 до 1000 мм 2 . Максимальный ток при сварке составляет от 3200 до 16000 А при напряжении 1—5 В.
Для точечной сварки применяют стационарные машины типа МТ-601, МТПР-25, МТПР-50, МТПР-75 и др. Для сварки точками громоздких изделий, например, для приварки ремонтных деталей к крышке багажника, капоту, дверям, кабине применяют легкие переносные сварочные устройства — сварочные клещи и сварочные пистолеты. Такие устройства состоят из собственно сварочных клещей (пистолета) и сварочного трансформатора. Для сжатия клещей при сварке применяется сжатый воздух или масло. При сварке пистолетом нажатие производится вручную, а вторым электродом является медная шина, которая соединена со вторичной обмоткой сварочного трансформатора. Находят применение и двухэлектродные сварочные пистолеты-трансформаторы. Они предназначены для односторонней точечной сварки, при которой не требуется подкладывать шину под свариваемые листы. Для получения равномерного соприкосновения поверхностей свариваемых деталей они должны быть тщательно очищены с обеих сторон от масла, грязи и ржавчины. Должна быть обеспечена плотность прилегания листов друг к другу. Если листы прижаты друг к другу неплотно, то возможны прожоги металла в этих точках.
4. Рекомендации по применению сварки при ремонте кузова
4.1 Меры безопасности при проведении сварочных работ
При проведении сварочных и других работ, связанных с сильным искровыделением вблизи аккумуляторной батареи, обязательно снимите батарею. Запрещается проводить сварку, твердую и мягкую пайку деталей заполненного кондиционера. Это относится и к тем элементам автомобиля, сварка которых может вызвать разогрев деталей кондиционера. При проведении ремонтно-окрасочных работ в сушильной камере или поблизости от нее температура не должна превышать +80 °С.
Углекислотная сварка
В автомобиле предусмотрено использование технологии углекислотной сварки. Плавление наносимого металла, предназначенного для сборки элементов, осуществляется только за счет теплоты, образуемой электрической дугой, возникающей и поддерживаемой между стержнем электрода и деталью. Для защиты используется инертный газ, который не участвует в плавлении металла. Наносимый металл и базовый металл различны. Это неоднородное (гетерогенное) соединение, в котором наносимый металл, получающийся при плавлении электрода, схватывается за счет эффекта смачивания с поверхностью, которая не подвергается плавлению. При этом не происходит ни взаимного растворения двух металлов, ни металлургических преобразований. В качестве электрода используют проволоку из меди – медно-алюминиевую, медно-свинцовую или медно-кремниевую диаметром 0,8; 1,0 и 1,2 мм.
Контактная сварка
Принцип контактной сварки заключается в получении точки плавления определенного диаметра, который зависит от толщины свариваемых листов.
При электрической контактной сварке используется подвод теплоты, выделяемой в результате прохождения тока высокого напряжения, и требуется приложение давления к свариваемым деталям. Сварка только на одной поверхности (называемая сварка-керн) не обеспечивает надежного соединения деталей, ее использование при кузовном ремонте запрещено.
Чтобы избежать скачков напряжения, приводящих к отклонению от требуемых условий сварки, не допускайте перегрузки линий, не работайте с проводами недостаточного диаметра, не располагайте разъемы электрического питания слишком далеко от контактора.
Сварочный аппарат, работающий при недостаточном напряжении, не может обеспечить высокого качества сварки. Для обеспечения правильного питания сварочных установок обязательно нужна цепь питания с проводами сечением 6 или 10 мм 2 , если длина цепи превышает 50 м.
Диаметр острия электродов необходимо выбирать в зависимости от толщины свариваемых листов (диаметр = толщина х 2+3 мм).
Необходимо выбирать держатели электродов, чтобы через них свободно проходили клещи, которые имеют наименьшую длину. Плохая регулировка может вызвать деформацию или сквозное прожигание свариваемых листов и привести к низкой прочности точки сварки. Электроды должны быть ровными, правильно заостренными, без цветов побежалости (прожженный электрод очень плохо проводит ток и не будет обеспечивать правильную точку сварки).
Перед сваркой проведите проверку на листах той же толщины и в том же порядке, в котором они должны свариваться. Проверьте прочность точек сварки, прежде чем определить необходимую силу тока и давление, необходимые для получения сварки высокого качества (слишком низкая сила тока или давление приведут к прилипанию, а не свариванию деталей).
При разъединении сварки путем отрывания (с помощью зажима) получившаяся точка сварки останется на одном из листов (более толстом), а на другом листе будет сквозное отверстие.
Сварка некачественная, если отсутствует точка сварки при разъединении листов (в этом случае происходит их слипание, а не сварка) или диаметр точки сварки меньше минимальной требуемой величины. Точки разъединения (ядра) должны иметь диаметр 4 мм для эталонного листа толщиной меньше 1,5 мм и диаметр 6 мм для эталонного листа толщиной больше 1,5 мм.
Качество точки сварки определяют следующие элементы:
- чистота деталей;
- достаточно большое время прижатия;
- величина тока;
- время прохождения тока;
- сила сжатия листов;
- ковка (время охлаждения в сжатом состоянии);
- диаметр острия электродов;
- перпендикулярность зажима листов;
- интервал между циклами сварки (охлаждение установки).
Визуальный контроль точки сварки заключается в проверке того, что точки не имеют прожогов, сквозных дырок и застывших брызг металла, имеют небольшую выпуклость (след глубиной от 0,2 до 0,4 мм) на поверхностях обоих листов для стандартных точек и не вызывают деформации листов. Соблюдайте требования безопасности проведения работ и противопожарной безопасности. При сварке деталей с гальваническим покрытием работайте в хорошо проветриваемом помещении.
5. Основы сварки
Есть несколько принципов, которые необходимо знать сварщику.
5.1 Совместимость
Очевидно, что нельзя сварить друг с другом любую пару материалов. Материалы должны быть совместимыми как между собой, так и с материалом электрода. Например, не удастся сварить сталь с алюминием. Даже одинаковые на первый взгляд материалы далеко не всегда можно сварить. Например, если Вы попытаетесь приварить лист нержавеющей стали к листу обычной черной стали, у Вас возникнут большие проблемы.
5.2 Коробление
Общеизвестно, что при нагревании металлы расширяются, а при охлаждении снова сжимаются. При равномерном медленном нагреве и остывании металл расширится, а затем сократится одинаково, а потому его размеры и очертания останутся после такого цикла прежними. При сварке металл нагревается, во-первых, быстро, а, во-вторых, только в точке сварки, т.е. деталь прогревается неравномерно. Тепловому рассеянию металла в месте сварки препятствует холодный металл вокруг этого места, в результате чего в металле возникают внутренние напряжения, которые могут оказаться выше так называемого предела его текучести. Таким образом, деталь начинает менять свои размеры и очертания. Вероятность коробления при сварке возрастает при увеличении размеров детали, и если деталь сравнительно плоская, например, капот или дверная панель. Даже сварка в среде инертного газа, которая обеспечивает наибольшую устойчивость свариваемых деталей, не гарантирует соединение больших плоских деталей без появления волн и морщин. Для снижения вероятности коробления при сварке таких деталей рекомендуется сначала надежно сжать свариваемые листы в нескольких местах, затем «прихватить» их сваркой в нескольких точках вдоль шва, и только затем, сняв прижимы, проварить весь шов. Часто при соединении больших деталей весь шов и не проваривают, а оставляют их соединенными в точках (так называемая «точечная сварка»).
Нельзя варить шов с одного конца к другому без перерыва. Лучше сварить небольшой шов с одной стороны, дать ему остыть, затем перейти к другой стороне, сварить небольшой шов, дать ему остыть, затем сварить небольшой шов в середине соединения, снова вернуться к первой стороне — и так далее. При сварке рекомендуется обложить лист мокрыми тряпками для поглощения лишнего тепла. Если все таки панель после сварки пошла волнами, не пугайтесь -обратитесь к разделу, где говорится о правке панелей. Если все же не удалось полностью выправить панель, заполните оставшиеся небольшие волны шпаклевкой. Чем больше примесей содержит сварной шов, тем он менее прочен. Поэтому будущий шов надо очищать от краски, шпаклевки, ржавчины, масла и иных лишних включений, оставляя под сварку по возможности чистый металл. Электросварка порождает еще один вид загрязнений шва, связанный с окислением расплавленного металла кислородом воздуха. Для устранения этого вида пороков шва при обычной электродуговой сварке электрод обмазывается специальным составом — флюсом, который плавится вместе с электродом и экранирует шов от контакта с воздухом. Флюс легче металла и остается на его поверхности. После остывания шва флюс превращается в твердую хрупкую корочку, которая легко разбивается и удаляется с поверхности шва. Другой способ защиты шва — сварка в среде инертного газа, который выполняет роль экрана взамен флюса. Особенно важно использовать флюс при пайке. Если основной металл и припой не защитить от окисления, то припой просто не пристанет к металлу, и паяное соединение развалится. Только кислородно-ацетиленовая сварка не нуждается ни в какой защите, но и в этом случае начинать сварку надо с чистого метала.
5.3 Защита
При всех видах сварки выделяется большое количество тепла, сварка сопровождается ярким светом, а при некоторых видах сварки могут еще выделяться и вредные газы. Соблюдайте осторожность и меры безопасности при работе с каждым видом сварочного оборудования.
5.4 Типы сварных швов
Наиболее распространены сварочные соединения стальных листов. Каждое из них имеет свое назначение в зависимости от выполняемой деталью функции. Перед тем, как приступить к сварке нового типа соединения, необходимо попрактиковаться сначала на ненужных обрезках металла. При сварке встык рекомендуется первый проход делать в одном направлении, второй в обратном. При сварке встык достаточно толстых листов метала их торцы необходимо обработать одним из способов, когда края деталей скошены и шов получен в несколько проходов. Этот метод наиболее приемлем в тех случаях, когда доступ к свариваемым поверхностям возможен только с одной стороны.
5.5 Техника сварки
Есть только один способ научиться сварке — варить. В этом разделе рассмотрены разные виды сварки и описаны их основные приемы. Не надо сразу начинать варить нужные детали — сначала нужно потренироваться на бросовом материале. Если есть возможность, нужно организовать сварочное место с наибольшими удобствами — чтобы вокруг было свободное пространство, чтобы зона сварки располагалась на удобной высоте и т.д. После освоения основных приемов сварки предстоит поработать в самых немыслимых условиях, например варить над головой лежа на спине под машиной. Газосварочное оборудование, как указывалось выше, является самым универсальным оборудованием для кузовных работ. Чаще всего для газовой сварки используются кислород и ацетилен, хотя для пайки могут быть использованы и другие газы. Некоторые установки для газовой пайки работают на бутане, но пламя, которое дает бутан, имеет низкую температуру, не пригодную ни для чего больше, кроме пайки.
Заключение
Отремонтированный автомобиль и его агрегаты — это продукция ремонтного предприятия, и, естественно, они должны обладать определенным качеством.
Качество продукции — это совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество отремонтированных автомобилей и их агрегатов определяется степенью соответствия их свойств свойствам новых автомобилей и составных частей и определяется качеством выполнения ремонтных услуг (качеством ремонта).
Качество автомобилей и его агрегатов закладывается — при проектировании, формируется — при изготовлении, проявляется — при эксплуатации, поддерживается — при техническом обслуживании и ремонте. Качество и себестоимость ремонта в значительной степени зависят от конструкции автомобиля и его агрегатов, технологии изготовления, условий эксплуатации, качества технического обслуживания и других факторов.
Качество ремонта — это сложная многоаспектная проблема. При ее решении ремонтному предприятию приходится учитывать большое число взаимосвязанных технических, технологических, экономических, организационных, социальных, эргономических, экологических, психологических и других факторов. Влияние этих факторов на качество ремонта не только различно, но и зачастую противоречиво. Отдельные разрозненные, не увязанные в единую схему, мероприятия ремонтного предприятия потребуют от него больших затрат и не дадут требуемого результата. Поэтому только увязанные в определенную систему мероприятия (управление качеством) дадут ощутимые результаты, позволяющие осуществлять ремонтные услуги с высокой эффективностью. Управление качеством ремонта необходимо вести системно и основывать на результатах научных исследований, накопленного опыта и исследований рынка. Управление качеством ремонта основано на принципе обратной связи, использует общие закономерности процесса управления и включает в себя следующие этапы:
Литература
[Электронный ресурс]//URL: https://drprom.ru/referat/oborudovanie-dlya-kuzovnogo-remonta/
1. Дюмин И.Е., Трегуб Г.Г. Ремонт автомобилей. — М.: Транспорт, 1995.
2. Боднев А.Г., Шаверин Н.Н. Лабораторный практикум по ремонту автомобилей. -М.: Транспорт, 1989.
3. Дехтеринский Л.В. и др. Ремонт автомобилей.-М.: Транспорт, 1992.
4. Горячев А.Д., Беленький Р.Р. Механизация и автоматизация производственных процессов на авторемонтных предприятиях. -М.: Машиностроение, 1990.
5. Есенбермин Р.Е. Восстановление автомобильных деталей сваркой, наплавкой и пайкой. -М.: Транспорт, 1994.
6. Глизманенко Д.Л. Сварка и резка металлов. М.: Транспорт. 1995.
7. Глизманенко Д.Л., Евсеев Г.Б. Газовая сварка и резка металлов. М.: Высшая школа. 1990.
8. Никифорова Н.И., Нешумова С.П., Антонов И.А. Справочник газосварщика и газотехника. М.: Машиностроение, 1968.
Дюмин И.Е., Трегуб Г.Г. Ремонт автомобилей. М.: Транспорт, 1998.
Дюмин И.Е., Трегуб Г.Г. Ремонт автомобилей. М.: Транспорт, 1998.
Никифорова Н.И., Нешумова С.П., Антонов И.А. Справочник газосварщика и газотехника. М.: Машиностроение, 1968.
Есендерлин Р.Е. Востановление автомобильных деталей сваркой. М.: транспорт. 1994.
Есендерлин Р.Е. Востановление автомобильных деталей сваркой. М.: транспорт. 1994.