
. Их классификация, понятие о передаточном числе, краткая характеристика основных видов передач
Передаточные механизмы служат для передачи движения от источников движения к рабочим органам исполнительных механизмов. В качестве передаточных механизмов в технологических машинах применяются в основном механизмы вращательного — движения — передачи. Основными видами передач являются-
зубчатые:
цилиндрические, конические, винтовые, червячные,
Ременные:
- плоскоременные, клиноременные;
- Цепные.
[3,4,5,2]
цепи втулочно-роликовые, зубчатые; фрикционные.
Передаточное число редуктора:
Значение передаточного числа редуктора определяется из отношения частоты вращения вала двигателя к частоте вращения вала редуктора:
- Кинематическая схема передаточного механизма технологической машины характеризуется скоростью и видом движения;
- рабочих органов исполнительных механизмов. В технологической машине могут использоваться любые виды передач или их комбинации. Например, клиноременная передача может сочетаться с зубчатой, цепная с червячной, фрикционная с винтовой и т.д.
В большинстве случаев передаточные механизмы технологических машин предприятий общественного питания используются в трех конструктивных оформлениях:
I. Передаточное не объединено с источником движения и исполнительным механизмом и имеет отдельную станину (корпус).
В этом случае передаточный механизм может быть выполнен в виде редуктора, мультипликатора, коробки скоростей, вариатора скорости и др.
II. Передаточное объединено с источником дви жения общей станиной. В этом случае такое устройство называют приводом.
III. Передаточное объединено с источником движения и исполнительным механизмом общей станиной и составляет с ними единое целое — технологическую машину.
Механизмы управления осуществляют пуск и остановку машины, а также контроль за ее работой. Механизмы регулирования служат для машины на заданный режим или ритм работы. Механизмы защиты и блокировки используются для предотвращения неправильного включения машины, а также производственного травматизма: Исполнительный механизм технологической машины определяет и характеризует ее класс. Конструкция исполнительного механизма зависит от характера технологической операции и рабочего цикла машины. Исполнительный механизм состоит из рабочей камеры, рабочих органов, вспомогательных подачи продукта в камеру и удаления из нее. Рабочая камера предназначена для удержания продукта; в положении, удобном для воздействия на него рабочими Устройство рабочей камеры зависит от физико-механических свойств продукта, его формы и размеров, а также характера технологической операции.
МЕХАНИЗМЫ ПОДЪЕМА И ТЕЛЕЖКИ МОСТОВОГО КРАНА
... На предприятии по про изводственной необходимости возникла потребность в повышении грузоподъ емности мостового крана. Целью настоящего проекта является повышение грузоподъемности путем замены крюковой подвески, каната, барабана, редуктора, ... в кранах с весьма податливой конструкцией и канатной системой, как, например, башенных. Динамические нагрузки появляются в процессе работы механизма подъема ...
Рабочий орган исполнительного механизма непосредственно воздействует на обрабатываемый продукт в соответствии с заданным технологическим процессом. Последний может осуществляться с помощью различных рабочих органов, которые подразделяются на основные (ножи, лопасти, решетки, взбиватели и т.п.) и вспомогательные (зажимы, опорные плоскости и др.).
[3,4,5,2]
Передаточное отношение редуктора есть отношение: количества оборотов электродвигателя к количеству оборотов выходного вала редуктора:
U=nвх/nвых
nвх — количество оборотов входного вала редуктора, т. е обороты электродвигателя, об/мин.
nвых — необходимое количество оборотов выходного вала редуктора, об/мин.
Полученное передаточное число округляется до передаточного числа из типового ряда для данных типов редукторов
2. Котлетоформовочная машина МФК — 2240М. Назначение (кинематическая схема).
Принцип действия
Машина (рис.1) состоит из корпуса, привода, крышки стола с загрузочным бункером, бункера для панировочных сухарей, формующего стола и ряда других деталей и узлов.
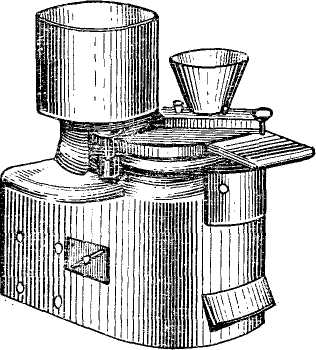
Рисунок 1. Котлетоформовочная машина МФК — 2240М. Общий вид.
Внутри литого алюминиевого корпуса 2 (рис.2) находится привод, представляющий собой электродвигатель 20, прифланцованный к червячному редуктору / и понижающий число оборотов с 1400 до 37 в минуту. Вал редуктора 22, вращающийся в шарикоподшипниках 21, получает движение от червячного колеса 23 и передает его шестерне 3 и валу 5, на котором закрепляется лопастный винт 7. Лопастный винт вращается в неподвижном бункере 6 и направляет котлетную массу к отверстию в его днище.
Рабочим машины служит формующий стол 13, выполненный в виде круглого диска с тремя ячейками. Движение формующему столу передается вертикальным валом 14, который получает вращение от зубчатого колеса 19, находящегося в зацеплении с шестерней 3. Внутрь ячеек стола вставлены поршни 8, которые совершают возвратно-поступательное движение в вертикальном направлении. Хвостовик каждого поршня проходит через направляющую втулку, скрепленную с формующим столом. В хвостовик ввернут опорный винт с гайкой
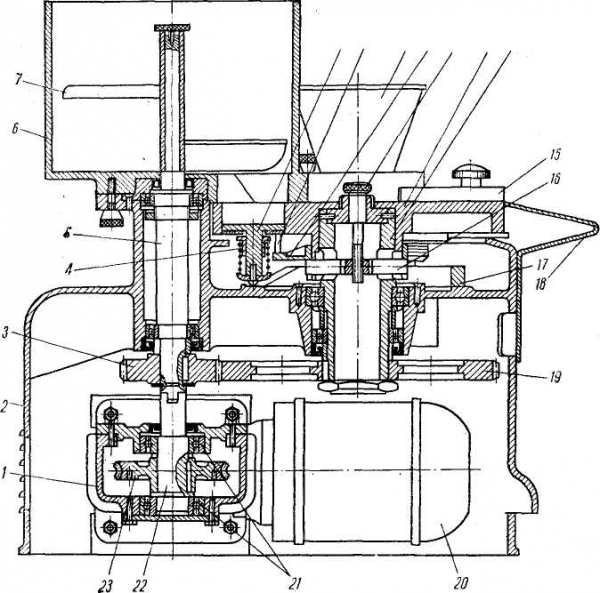
Рисунок 2. Разрез машины МФК — 2240М
Вверх поршни перемещаются за счет кулачка 17, по которому скользят головки опорных винтов поршней, копирующие профиль его поверхности. При вращении стола поршни принимают положения, соответствующие участкам кулачка, поскольку их хвостовики скользят по его поверхности. В верхнем положении поршень должен находиться заподлицо с рабочей поверхностью формующего стола, что достигается ввинчиванием или вывинчиванием опорного винта.
Масса изделий изменяется регулировочным винтом 12, выведенным на поверхность формующего стола. При повороте винта в том или ином направлении штифт 16, навинченный на его нижний конец, перемещается вверх или вниз. Штифт перемещает планку, надетую на ступицу формующего стола, в которую упираются пальцы 9 поршней. Направление вращения винта указано на его головке двумя буквами: Б-больший вес и М — меньший вес. Крышка стола с загрузочным бункером для фарша крепится к корпусу гайками. Бункер 10 для панировочных сухарей вставляется в круглое отверстие крышки стола. На поворотной оси, над формующим столом, установлен сбрасыватель 15 формующего стола, под которым крепится приемный лоток 18. Двигатель включается пакетным включателем, укрепленным на корпусе машины.
Принцип работы машины. Вращающийся формующий стол поочередно подводит ячейки с поршнями под бункер с сухарями, бункер с котлетной массой и к сбрасывателю. При этом»опорные винты хвостовиков поршней перемещаются по кулачку, который расположен таким образом, что участок с промежуточной высотой находится под бункером для сухарей, участок с минимальной высотой — под бункером с котлетной массой, а участок с максимальной высотой — у сбрасывателя.
Поршни поочередно опускаются сначала под бункером с сухарями, заполняя ими пространство над поршнем, затем под бункером с котлетной массой, заполняя образовавшееся над поршнем свободное Глубина опускания поршня зависит от положения регулировочного винта и планки. Регулировка позволяет изменять массу изделий в пределах от 45 до 95 г.
При дальнейшем вращении стола хвостовики поршней, скользя по участку подъема кулачка, поднимают поршни и выталкивают изделие на поверхность стола под сбрасыватель. Ролик формующего стола поворачивает кулачок сбрасывателя, и изделие сталкивается на приемный лоток. Сбрасыватель одновременно очищает вращающийся стол от крошек. Далее весь цикл движений поршней повторяется.
Рис 2.1 Технические характеристики машины.
| Параметры и размерность |
Машина МФК-2240 |
| Производительность, шт. /ч | 2240 » |
| Вместимость бункера для фарша, кг | 10 |
| Вместимость бункера для сухарей, кг | 0,7 |
| Масса отформованных изделий, г | 45-95 ±3% |
| Частота вращения формующего стола, МИН»»1 | 12,4 |
| Частота вращения шнека-питателя, МИН»»1 | 37,3 |
| Электродвигатель: | |
| тип | АОЛ2-22-4 |
| мощность, кВт | 0,4 |
| частота вращения, мин-1 | 1400 |
| напряжение, В | 380/220 |
| Габариты, мм: | |
| длина | 610 |
| ширина | 390 |
| высота | 630 |
| Масса, кг (не более) | 75 |
Регулирование осуществляют при включенном двигателе машины. Неполновесные изделия помещают бункер для фарша. При неполном заполнении фаршем пространства над поршнем машину останавливают, проверяют наличие фарша в бункере и при необходимости добавляют, после машину включают в работу. [3,4,5,2] Периодически проверяют массу отформованных изделий и по мере необходимости регулируют положение поршней регулировочным по окончании работы машину частично разбирают. Для этого отвинчивают гайки, крепящие шнек-питатель и рабочий, а также винты крышки стола. Затем снимают шнек-питатель-, формующий стол с поршнями и крышку стола с бункер и промывают их в горячей воде. Поверхности рабочего стола, гнезда поршней, шнека-питателя, крышки стола и доки копира после просушивания смазывают пищевым жиром. Растительное масло для смазки использовать нельзя Наружные поверхности машины промывают теплой водой не реже 2-3 раз в неделю. Полную разборку машины для профилактического ремонта производят в соответствии по эксплуатации и уходу.
К обслуживанию машины допускаются лица, прошедшие соответствующий техминимум.
Преимущества МФК 2240 по сравнению с котлетным автоматом АК 2М-40: гораздо больше производительность (2240 шт против 100 шт), однако в то же время более сложная управление, масса.
3. Взбивальная машина МВУ — 60. Составьте правила эксплуатации машины, укажите основные неисправности, возникающие при работе и способы их устранения
Машины применяются в кондитерских цехах предприятий общественного питания для взбивания сливок, яиц, кремов и других продуктов. [3,5,2,1].
Взбивание осуществляется энергичным и довольно длительным воздействием рабочих органов на продукты. В результате происходит перемешивание частичек продуктов с воздухом, который равномерно распределяется по всей смеси в виде отдельных мелких пузырьков, придавая ей пышность. Насьщение жидкой смеси воздухом осуществляется главным образом, за счет сложного движения месильных лопастей, имеющих сил развитую поверхность и обтекаемую форму.
Классификация взбивальных машин
Для взбивания продуктов применяются различные типы взби вальных машин, которые по своему устройству можно классу фицировать образом.
С несъемными взбивателями (МВД-60) предназначаются для замеса высоковязких смесей. К достоинствам этих машин относятся:
- жесткость и прочность рабочих органов;. [3,2]
сравнительная простота конструкции и возможность применения стандартных редукторов и передач;
- безопасность обслуживания.
К недостаткам этих машин следует отнести;
- малую частоту вращения взбивателей;
- наличие одной скорости вращения;
- затруднение санитарной обработки при переходе от одного вида полуфабриката к другому.
Конструкция машин с горизонтальным расположением рабочего вала и съемными рабочими органами, также проста и технологична. Преимущества и недостатки этих машин аналогичны Вписанным выше.
Машины с вертикальным расположением рабочего вала обладают рядом преимуществ по сравнению с машинами, имеющими горизонтальное расположение вала. Так, упрощают обслуживание наличие сменных бачков разной емкости и возможность их быстрой замены, а также возможность регулирования скоростей и взаимозаменяемость взбивателей различной
Эти машины делятся на две большие группы: машины с вращением взбивателя вокруг неподвижной оси и машины с планетарным вращением взбивателя, т.е. совершающие одновременное вращение вокруг оси бачка и вокруг собственной оси.
взбивальных машин
На предприятиях общественного питания применяются кремо-взбивательные машины МВ-6; МВ-35М; МВ-60 с индивидуальным электродвигателем и сменные механизмы МС4-7-8-20′,| МВП-П-I; в стадии освоения находится машина МВУ-100. [3,4,5,2].
Перечисленные машины имеют аналогичное и различаются лишь габаритными размерами и передаточным механизмом. Для изменения скорости движения лопастей используется вариатор скоростей или коробка передач.
Камерой для обработки служит цилиндрический месильный бачок со сферическим днищем. Рабочими являются различные виды взбивателей (плоскорешетчатые, венчики, крюкообразные), которые крепятся к рабочему валу, расположенному эксцентрично по отношению к оси приводного валана конце рабочего вала насажена шестерня, которая входит в зацепление с неподвижным «солнечным» колесом, ось которого Совпадает с осью приводного вала. Вращение взбивателю передается от приводного вала с помощью «водила», выполненного в виде крышки. За счет планетарной передачи взбиватель совершает сложное движение вокруг собственной оси и вокруг оси приводного вала.
Машина МВУ-60

Рисунок. Общий вид МВУ-60
Корпус редуктора взбивального механизма вставляют цилиндрическим хвостовиком в горловину соответствующего универсального привода и надежно закрепляют.
Бачок взбивального механизма или машины устанавливают на кронштейне, предварительно поместив в него соответствующий взбиватель, который подсоединяют к рабочему валу. Между взбивателем и дном бачка оставляют зазор не более 5 мм. Перед включением крышку планетарного редуктора поворачивают вручную, чтобы убедиться, что взбиватель не касается стенок и дна бачка. В машинах МВУ-60 бачок с продуктами, помещенный на тележку, закатывают на литое основание, при этом цапфы бачка располагаются выше кронштейна. На бачок устанавливают надставку с загрузочным лотком и нажимают на кнопку «Вниз», при этом кронштейн, двигаясь вверх, подхватывает бачок за цапфу я снимает его с тележки, а приводная головка с закрепленным на ней взбивателем опускается вниз. Когда взбиватель полностью погрузится в бачок, концевой выключатель отключает электродвигатель и включает тормоз. Тележку скатывают с основания, а бачок закрепляют зажимами.
Перед взбиванием продукты охлаждают и загружают ими бачок на V2 или 2/3, так как в процессе взбивания объем продуктов значительно увеличивается.
Необходимую частоту вращения взбивателя устанавливают до включения его в работу поворотом рукоятки, так как в противном случае кулачки муфт быстро срабатываются. Если до окончания процесса взбивания необходимо перейти на другую частоту вращения, механизм или машину останавливают и, переключив рукоятку, включают их вновь.
В машинах МВУ-60 (освобождают зажимы бачка и подкатывают под него тележку. Затем нажимают на кнопку «Вверх». Бачок, опускаясь, опирается на тележку, и его цапфы выходят из зацепления с кронштейном; при крайнем верхнем положении приводной головки концевой выключатель отключает электродвигатель и включает тормоз.
Не снимая взбивателя с вала, счищают с него налипшую массу в бачок. Бачок можно опорожнить непосредственно на машине.
После окончания работы взбиватель и бачок снимают, промывают горячей водой и просушивают; наружную поверхность машины протирают влажной тканью.
Хорошую работу взбивательных машин в значительней степени обусловливает своевременная и качественная смазка деталей. Смазку обновляют один раз в шесть месяцев. Подшипники валов смазывают солидолом из колпачковых масленок. Ежедневно перед началом работы крышку масленки поворачивают на пол-оборота.
4. Сравните тестомесильные машины МТМ — 15 и МТИ — 100. Опишите их общие и отличительные особенности
Машины предназначены для образования из ряда компонентов (вода, мука, дрожжи, сахар, соль и др.) однородной массы и придания ей определенных механических свойств. Процесс заканчивается тестообразованием.
На предприятиях общественного питания применяют тестомесильные машины ТММ-1М кроме того осваивается выпуск машин МТМ-15, МТИ-100 и МКУ-40 Машины МТМ — 15 и МТИ — 100 отличаются объемом тестомесильной дежи и устройством. [3,4,5,2]
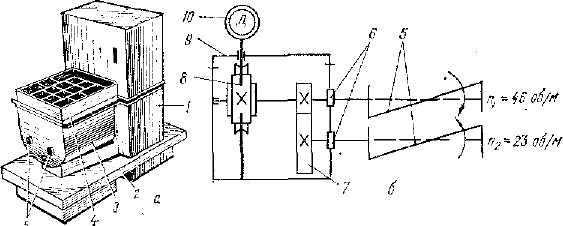
Рис. Тестомесильная машина MTM-15:
Машина (рис) состоит из станины 2, резервуара I, лопастей 5, редуктора 3 и электродвигателя 4. Резервуар представляет собой полуцилиндрическую камеру, расположенную горизонтально. В камере размещены две спиралевидные лопасти 5, вращение которым передается от электродвигателя через зубчатый редуктор.
Работа на машине осуществляется образом. Перед началом работы машину собирают.д.ля этого опускают лопасти в резервуар и продевают валы сквозь втулки резервуара. При этом шипы 6 должны, войти в пазы 7. После этого закрепляют резервуар винтом от осевого смещения.
Далее заливают в резервуар жидкие компоненты, закрывают его крышкой, включают привод рычагом автоматического выключателя и засыпают муку через решетку крышки 8 при вращении лопастей. По окончании замеса отключают электродвигатель, снимают крышку и выгружают тесто.
Разборку производят образом. Отвинчивают стопорный винт, отодвигают резервуар от редуктора и снимают его опор. Затем вынимают валы и извлекают из резервуара лопасти. После этого промывают резервуар, крышку, валы и лопасти.
Эксплуатация тестомесильных машин.
Очищенную и вымытую дежу подкатывают к машине под месильную лопасть, находящуюся в верхнем положении. Дежа фиксируется положении по отношению к машине тремя цилиндрическими штырями, прикрепленными к станине машины, на которые рама тележки наезжает тремя цилиндрическими углублениями. Одновременно квадратный выступ, имеющийся на цапфе дежи, входит в отверстие диска второго червячного редуктора и закрепляется в этом положении. В подготовленную таким образом машину вручную подают подлежащие перемешиванию продукты, строго соблюдая при этом норму заполнения дежи продуктами. Коэффициент загрузки не должен превышать 0,8 для жидкого теста и 0,5 для крутого. Затем поворотом рычага на дежу опускают предохранительные щиты и включают электродвигатель. В результате одновременного вращения дежи и месильной лопасти в противоположные стороны продукты хорошо перемешиваются.
После окончания процесса замешивания теста выключают электродвигатель, при этом месильная лопасть должна находиться в верхнем положении — вне дежи. Если при остановке машины лопасть окажется внутри дежи, она выводится из нее поворотом маховика электродвигателя. Затем поворотом рычага поднимают предохранительные щиты и счищают с месильного рычага тесто, после чего нажимают на педаль и выкатывают дежу.
В процессе работы необходимо соблюдать правила техники безопасности: во время замеса теста не следует наклоняться над дежой, брать пробу теста, а также откатывать дежу при включенном электродвигателе.
Длительная и надежная работа машины зависит от своевременной и правильной смазки трущихся элементов. Для этого; еженедельно смазывают солидолом подшипники кривошипа, сильного рычага и хвостовик вилки. Для смазки месильного рычага и кривошипа «снимают крышку станины. Ежедневно машинным маслом смазывают колеса и вертлюги тележки. Подшипники электродвигателя и червячные редукторы смазывают в соответствии с графиком ППР. [3,4,5,2]
Во время эксплуатации машины возможны неисправности, которые могут быть устранены обслуживающим персоналом. Так, если при нажатии на рукоятку подъема ограждающего щитка последний не поднимается, значит, весьма вероятно, что: ослабло крепление каркаса щитка на оси. В этом случае необходимо зачистить поверхность эксцентрика от грязи и смазать его густой смазкой, подтянуть хомутики гайками. Если при включении электродвигателя машина останавливается, необходимо перегруз. Для этого следует вручную повернуть маховик, нажать кнопку «Возврат» магнитного пуска. При включении привода смесителя электродвигатель передает вращение вариатору, который через ремень вращает шкив редуктора. Шкив, укрепленный на червяке, передает вращения червячному колесу. С вала червячного колеса вращение передается зубчатым колесам, которые находятся в зацеплении с колесами свободно сидящими на валу. В зависимости от положения рукоятки муфта соединяется с соответствующим зубчатым колесом. При этом изменяется передаточное отношение и смеситель вращается с определенной скоростью.
5. Подъёмники (лифты).
Их устройство, принцип действия, правила эксплуатации. Проанализируйте наличие и ведение документации по техническому обслуживанию лифта в предприятии, где вы работаете
Лифт (от англ. lift — поднимать), стационарный подъёмник обычно прерывного действия с вертикальным движением кабины или платформы по жёстким направляющим.
Различают Л. грузовые (общего назначения и специальные — магазинные, тротуарные и др.) и пассажирские (обычные и скоростные).
См. табл.
Основные технические характеристики лифтов в СССР
| Тип лифта | Грузоподъемность, кг | Номинальная скорость, м/сек | Высота подъема, м |
| Грузовой | 100-3200 | 0,17-0,5 | 5,2-45 |
| Пассажирский |
320-1600 (4-20 чел) |
0,7-4 | 45-150 |
Основные требования, предъявляемые к Л., — безопасность, надёжность, плавность разгона, движения и торможения, точность остановки кабины. Работа Л. не должна сопровождаться высоким уровнем шума и вызывать помехи теле — и радиоприёму.
Л.: Подвешенная на канатах кабина перемещается в проходящей через всё здание шахте. Подъёмный механизм Л. — лебёдка, устанавливаемая в верхней или нижней части здания. Вертикальное положение кабины фиксируют скользящие или роликовые башмаки, которые при движении кабины перемещаются по укрепленным на стенах шахты неподвижным направляющим. Кабины и противовесы для безопасности подвешиваются не менее чем на двух параллельно работающих канатах. Равномерное натяжение канатов обеспечивают пружинные или балансирные подвески.
Л. в зависимости от их назначения, высоты подъёма, расположения лебёдок, планировки и конструкции зданий имеют различные кинематические схемы Основные группы Л.: с непосредственной подвеской кабины и противовеса, с полиспастной подвеской кабины и противовеса, выжимные с полиспастной подвеской кабины. [3,4,5,2].
обеспечивающие безопасную эксплуатацию Л., — ловители кабины и ограничители скорости, которые останавливают кабину при превышении скорости на 15% и более либо при обрыве или ослаблении канатов. Широко распространены клиновые ловители При срабатывании механизма включения клинья поднимаются вверх и прижимаются к направляющим. При дальнейшем спуске кабины происходят самозатягивание клиньев и остановка кабины. Ловитель связан с ограничителем скорости, центробежное стопорное которого затормаживает шкив с канатом, когда кабина достигает предельной скорости. При движении кабины ловители приводятся в действие системой тяг.
Основной тип привода Л. массового применения — электрический на переменном токе. Наиболее распространена система привода с двухскоростным асинхронным электродвигателем с короткозамкнутым ротором, которая позволяет значительно снижать скорость и обеспечивает точную остановку кабины. Для точной остановки кабин грузовых Л. с монорельсом применяют микропривод. В конструкциях Л. со скоростями более 1 м/сек используют специальные системы электропривода на постоянном или переменном токе, которые имеют больший диапазон регулирования скорости при постоянном ускорении.
Управление электроприводом Л. (пуск, разгон, замедление, остановка, изменение направления движения) осуществляется пускорегулирующей аппаратурой. Безопасность пользования Л. обеспечивают средства автоматической защиты и блокировок, электрического и механического При необходимости Л. оборудуют автоматическими дверями, световой сигнализацией, а также двусторонней связью кабины с диспетчерским пультом, обслуживающим одновременно несколько Л. Управление Л. в зависимости от места установки аппаратуры бывает внутренним — из кабины, наружным — с посадочной площадки, смешанным. Типовые конструкции обычных и скоростных пассажирских Л., грузовых Л. применяют для обслуживания предприятий общественного питания. Основные параметры Л., размеры кабин, шахт, машинных и блочных помещений регламентированы ГОСТами, на основе данных которых увязывают механические части установок, разрабатывают серии унифицированных Л., обеспечивающих любое архитектурно-планировочное решение зданий. Документацию по лифтам ведет лифтер, либо работник, исполняющий обязанности лифтера.
Рассмотрим как осуществляется ведение документации в ЗАО «Галлоп». Здание, где расположено ЗАО «Галлоп» — трехэтажное. В здании есть пассажирский и грузовой лифт.
Документация по лифтам ведется технической службой предприятия.
В комплект технической документации лифта входят документы: паспорт лифта согласно ПУБЭЛ Госгортехнадзора с документами, удостоверяющими качество: лебедки, ограничителя скорости, привода дверей, гидравлического буфера, пружин буферов кабины и противовеса, пружины тормоза, пружины ловителей. Паспорт НКУ (хранится вместе с паспортом лифта); монтажный чертеж (установочный чертеж, образец которого согласован с Госгортехнадзором) (2 экз); инструкция по монтажу, пуску, регулированию и обкатке; техническое описание и по эксплуатации; принципиальная электрическая схема с перечнем элементов (3 экз); описание электропривода и автоматики (допускается поставлять в составе технического описания и по эксплуатации); электрическая схема соединений НКУ управления лифтом (поставляется вместе с НКУ); электрическая схема соединений лифта; ведомости ЗИП и ЗИМ; чертежи деталей для замены (см. приложение В); сборочные чертежи (и спецификации к ним) оборудования лифта на: ограничитель скорости, буфер гидравлический, лебедку, редуктор, тормоз, муфту, отводной блок, кабину, ловители, привод автоматических дверей, дверь шахты, автоматический и ручной замки дверей шахты, разводку проводов по машинному помещению, шахте и кабине, противовес.
Специализированные организации производят работы по монтажу лифтового оборудования в соответствии с технической документацией предприятия.
6. Ситуация 9. На 90 — й секунде с начала цикла машины ММУ — 500, работа прекратилась, диски командоаппарата вернулись в первоначальное состояние. Проанализируйте ситуацию и укажите причину и пути устранения неисправности
Для того, чтобы выяснить причину неисправности нужно рассмотреть правила эксплуатации. [3,4,5,2]:
Оператор нажимает на кнопку «Пуск», в результате чего включается магнитный пускатель, загорается желтая лампочка, свидетельствующая о начале рабочего цикла, а также включаются соленоидный клапан подачи моющего средства, соленоидный клапан подачи холодной воды и электродвигатель программного механизма (ЭДПМ).
Начинается операция по сбиву мелких остатков пищи холодной водой, поступающей через коллектор.
По истечении 10с соленоидный клапан подачи моющего средства и соленоидный клапан отключаются и начинает работать насос.
Мытье моющим раствором через коллектор продолжается 70 с. Если по истечении этого времени окажется, что температура воды в водонагревателе ниже 95 °С, электродвигатель программного механизма будет отключен до тех пор, пока температура воды в водонагревателе не достигнет заданного значения. Как только вода в водонагревателе достигнет 98 °С, электродвигатель программного механизма вновь включится. [3,4,5,2].
Через 85 с после начала цикла, включая паузу в 5 с для стока воды из моющих душей, включаются соленоидные клапаны и; ополаскивание длится 10 с.
Таким образом, причина неисправности: недостаточная температура воды:
Неисправность соленоидного клапана
Неисправность насоса
Недостаточное количество воды
Малая температура воды на входе
Отсутствие моющего средства
Неисправность электродвигателя
Повышенная жесткость воды
Пути устранения:
Нагреть воду до нужной температуры.
Операторы, допущенные к работе на машине, должны знать ее устройство и пройти инструктаж по технике безопасности. Перед началом работы бачок заправляют моющим средством, а затем повторяют эту операцию через каждые два часа. Перед пуском машины проверяют надежность контакт-земляющего проводника с болтом заземления и работоспособность узлов. Категорически запрещается включать машину в работу при снятых облицовочных листах или открытых дверцах рабочей камеры. Чгрезч непрерывной работы машины меняют воду в моечной не и очищают сборник остатков пищи.
После окончания работы отключают машину от сети, перекрывают вентили на подводящих водопроводных и сливают воду из ванн в переливную трубу. Наружные окрашенные поверхности протирают влажной тряпкой и насухо вытирают. Мыть щелочными и кислотными растворами запрещается. [3,4,5,2]
Список литературы
[Электронный ресурс]//URL: https://drprom.ru/referat/sovremennoe-mehanicheskoe-oborudovanie/
Гельперин Н.И. Основные процессы и аппараты химической технологии. — В 2 т. — М.: Химия, 1981,-724с.
Золин В.П. Технологическое оборудование предприятия общественного питания: Учеб. для нач. проф. образования: Учеб. пособие для сред. проф. образования. — М.: ИРПО; Изд. центр «Академия», 2000, — 224с.
Литвина Л.С. Тепловое оборудование предприятий общественного питания — М.: Экономия, 1987,-270с.
Липатов Н.И. Процессы и аппараты пищевых производств. — М.: Экономика, 1987. — 272 с.
Улейский Н.Т., Улейская Р.И. Механическое и тепловое оборудование предприятия общественного питания (Сер. «Учебники ХХI века») — Ростов н/Д: изд — во «Феникс», 2000, — 156с.